পলিপ্রোপিলিন পণ্য কীভাবে তৈরি হয় সে সম্পর্কে কখনও কৌতূহল অনুভব করেছেন? আমি সত্যিই আছে!
পিপি ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ায় পলিপ্রোপিলিন পেলেটগুলিকে একটি উত্তপ্ত ব্যারেলে খাওয়ানো জড়িত, যেখানে সেগুলিকে গলিয়ে ছাঁচের গহ্বরে ইনজেকশন দেওয়া হয়। উপাদান শীতল এবং দৃঢ় হয়, নির্গত হওয়ার আগে পছন্দসই আকৃতি গঠন করে। এই প্রক্রিয়াটি জটিল অংশ তৈরিতে এর দক্ষতা এবং বহুমুখীতার জন্য মূল্যবান।
এই সংক্ষিপ্ত সারাংশ সহজ অংশ দেখায়. পিপি ইনজেকশন ছাঁচনির্মাণ শেখার মধ্যে উপাদান বৈশিষ্ট্য, ছাঁচের আকার এবং প্রক্রিয়াকরণ পরিস্থিতির আকর্ষণীয় বিবরণ অন্বেষণ করা জড়িত। থাকুন এবং প্রতিটি টুকরো অন্বেষণ করুন এবং কীভাবে আপনার ইনজেকশন ছাঁচনির্মাণ অনুশীলনগুলি উন্নত করবেন তা সন্ধান করুন।
পিপি ইনজেকশন ছাঁচনির্মাণ polypropylene pellets ব্যবহার করে.সত্য
পলিপ্রোপিলিন পেলেটগুলি সাধারণত গলে যায় এবং তারপরে একটি ছাঁচে ইনজেকশন দেয়।
পিপি ইনজেকশন ছাঁচনির্মাণের পর্যায়গুলি কী কী?
পলিপ্রোপিলিন ইনজেকশন ছাঁচনির্মাণের বিবরণ সম্পর্কে জানুন, বর্তমান উৎপাদনের একটি গুরুত্বপূর্ণ পদ্ধতি।
পিপি ইনজেকশন ছাঁচনির্মাণ বিভিন্ন পর্যায়ে গঠিত: উপাদান প্রস্তুতি, গলে যাওয়া, ইনজেকশন, কুলিং, এবং ইজেকশন। প্রতিটি পর্যায় চূড়ান্ত পণ্যের গুণমান এবং নির্ভুলতা নিশ্চিত করার জন্য অত্যন্ত গুরুত্বপূর্ণ, সঠিক উপাদান নির্বাচন থেকে শুরু করে একটি দক্ষ ছাঁচ ডিজাইন করা পর্যন্ত।

উপাদান প্রস্তুতি: প্রক্রিয়া শুরু
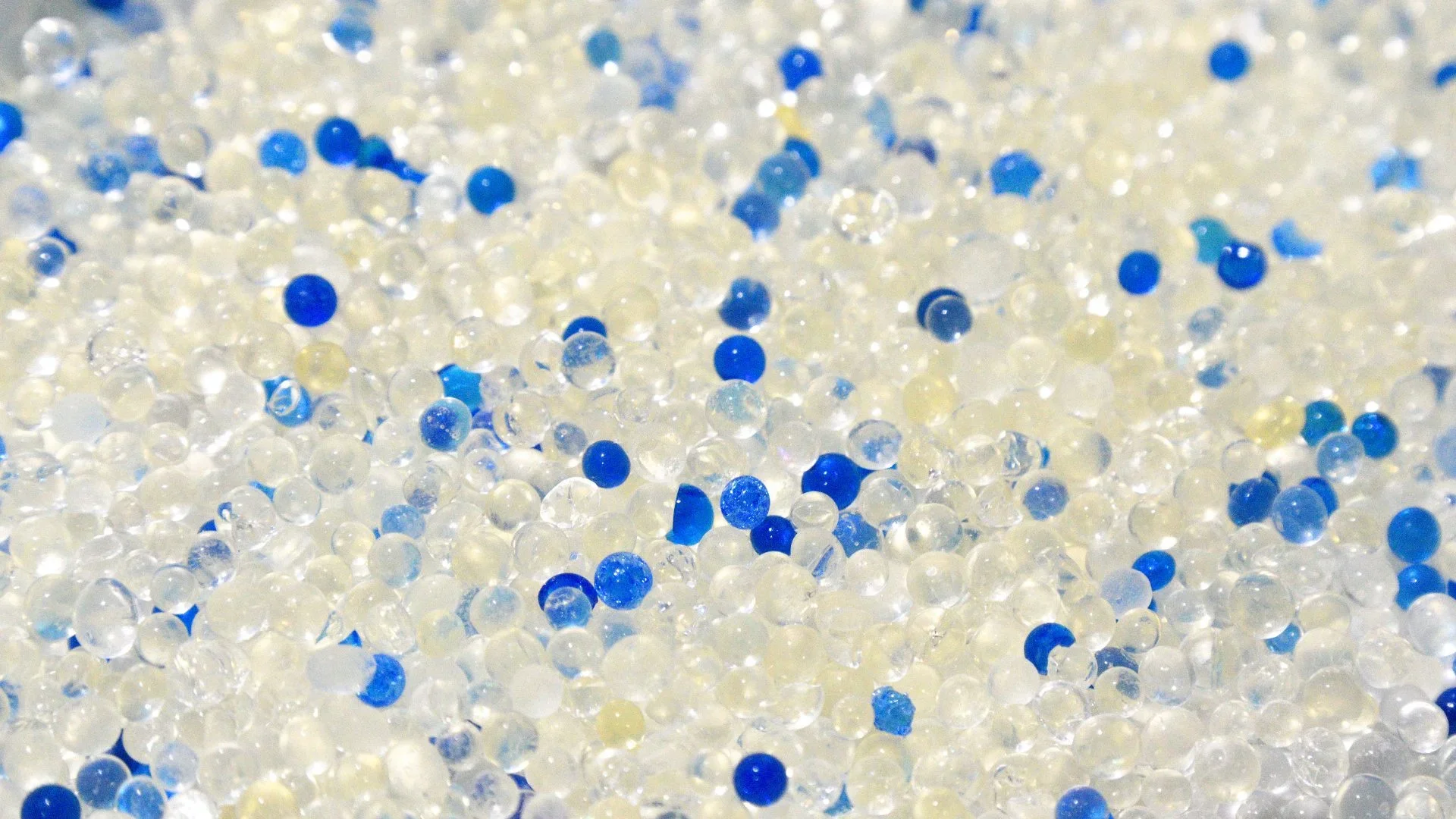
প্রাথমিক ধাপ 1 এর মধ্যে উপকরণ প্রস্তুত করা জড়িত। প্রথমত, পণ্যের চাহিদার উপর ভিত্তি করে সঠিক পলিপ্রোপিলিন রজন নির্বাচন করুন। নির্বাচিত রজন অবশ্যই পরিষ্কার এবং অবাঞ্ছিত উপকরণ থেকে মুক্ত হতে হবে। ছাঁচনির্মাণের সময় আর্দ্রতার সমস্যা এড়াতে এটি অবশ্যই সঠিকভাবে শুকানো উচিত। সাধারণত, PP রজনকে 80 থেকে 100°C তাপমাত্রায় 2-4 ঘন্টার জন্য শুকানোর প্রয়োজন হয়, আর্দ্রতার মাত্রা 0.05% এর নিচে রাখা হয়।
গলে যাওয়া: সঠিক বেধে পৌঁছানো
প্রস্তুত রজন ইনজেকশন ছাঁচনির্মাণ মেশিনের উত্তপ্ত ব্যারেলে যায়। এখানে, 160 থেকে 250 ডিগ্রি সেলসিয়াসের মধ্যে তাপমাত্রা রজন গলিয়ে দেয়। রজন তরল রাখার জন্য এবং এটিকে ভেঙে যাওয়া প্রতিরোধ করার জন্য সঠিক গলিত তাপমাত্রা প্রয়োজন, যা পণ্যটিকে দুর্বল করে দিতে পারে।
ইনজেকশন: আকৃতি পূরণ করা
গলিত রজন উচ্চ চাপের অধীনে একটি বিশেষভাবে ডিজাইন করা ছাঁচের গহ্বরে ইনজেক্ট করা হয়, সাধারণত 50 – 120 MPa 2 । প্রবাহের চিহ্ন বা ফিউশন লাইনের মতো ত্রুটি তৈরি না করে সম্পূর্ণ ফিলিং নিশ্চিত করার জন্য গতি এবং চাপের সতর্ক নিয়ন্ত্রণ প্রয়োজন।
কুলিং: পণ্য শক্ত করা
ইনজেকশন দেওয়ার পরে, উপাদানটি ছাঁচের ভিতরে শীতল এবং শক্ত হয়ে যায়। এটি একটি গুরুত্বপূর্ণ পর্যায় কারণ এটি পণ্যের চূড়ান্ত আকার এবং আকার নির্ধারণ করে। একটি ভাল কুলিং সিস্টেম, প্রায়ই ছাঁচের ভিতরে জলের চ্যানেল সহ, এমনকি তাপমাত্রা বন্টন করার অনুমতি দেয় এবং সঙ্কুচিত এবং বাঁকানো হ্রাস করে।
ইজেকশন: পণ্য অপসারণ
শেষ ধাপে, ঠান্ডা পণ্য 3 ছাঁচ থেকে বের করা হয়। কোন ক্ষতি এড়াতে এটি সাবধানে করা আবশ্যক। পণ্যের আকারের উপর নির্ভর করে বিভিন্ন ইজেক্টর প্রকার ব্যবহার করা হয়, যেমন ইজেক্টর পিন বা প্লেট।
প্রতিটি পর্যায় পিপি ইনজেকশন ছাঁচনির্মাণে একটি গুরুত্বপূর্ণ ভূমিকা পালন করে। প্রতিটি ধাপে বিশদ বিবরণে গভীর মনোযোগ দেওয়া উচ্চ-মানের পণ্যের দিকে নিয়ে যায়। P20 বা 718 স্টিলের মতো শক্তিশালী ছাঁচের উপকরণ নির্বাচন করা এবং চাপ এবং গতির মতো ইনজেকশন সেটিংস সামঞ্জস্য করা গুরুত্বপূর্ণ পছন্দ যা চেহারা এবং কার্যকারিতা উভয়কেই প্রভাবিত করে।
পিপি রজন 2-4 ঘন্টার জন্য 80-100°C তাপমাত্রায় শুকানোর প্রয়োজন।সত্য
রজন শুষ্ক করলে আর্দ্রতার সমস্যা দূর হয়। এই মানের ছাঁচনির্মাণ সমর্থন করে.
পিপি ছাঁচনির্মাণে ইনজেকশনের চাপ সর্বদা 50 MPa-এর নিচে থাকে।মিথ্যা
পিপি ছাঁচনির্মাণের জন্য ইনজেকশন বল সাধারণত 50 থেকে 120 MPa পর্যন্ত হয়ে থাকে।
কিভাবে উপাদান বৈশিষ্ট্য ছাঁচনির্মাণ প্রক্রিয়া প্রভাবিত করে?
সফল ছাঁচনির্মাণের ফলাফলের জন্য উপাদানের বৈশিষ্ট্যগুলি উপলব্ধি করা গুরুত্বপূর্ণ।
উপাদান বৈশিষ্ট্য উল্লেখযোগ্যভাবে প্রবাহ, তাপমাত্রা প্রতিরোধের, এবং চূড়ান্ত পণ্য গুণমান প্রভাবিত করে ছাঁচনির্মাণ প্রক্রিয়া প্রভাবিত করে। মূল বৈশিষ্ট্যগুলির মধ্যে রয়েছে তাপীয় স্থায়িত্ব, সান্দ্রতা এবং যান্ত্রিক শক্তি, যা ছাঁচনির্মাণ চক্রের কার্যকারিতা এবং ঢালাই করা অংশগুলির কাঠামোগত অখণ্ডতা নির্ধারণ করে।
তাপ স্থিতিশীলতার গুরুত্ব
ছাঁচনির্মাণ প্রক্রিয়া 4 , তাপ স্থিতিশীলতা খুব গুরুত্বপূর্ণ. এটি গরম হয়ে গেলে উপাদানটি কীভাবে কাজ করে তা প্রভাবিত করে। পলিপ্রোপিলিন (PP), উদাহরণস্বরূপ, 160-170°C এর মধ্যে গলতে শুরু করে। এই বৈশিষ্ট্যটি অনেক ব্যবহারের জন্য এটি ভাল করে তোলে। এর শক্তিশালী তাপ প্রতিরোধ ক্ষমতা এটিকে গাড়ির অভ্যন্তরীণ বা বৈদ্যুতিক অংশের মতো উষ্ণ জায়গায় শক্তিশালী থাকতে সাহায্য করে।
যে উপাদানগুলিতে তাপের স্থিতিশীলতার অভাব রয়েছে তা ঢালাই করার সময় ভেঙে যেতে পারে বা পুড়ে যেতে পারে। এতে রং পরিবর্তন বা দুর্বল দাগের মতো সমস্যা হতে পারে। এইভাবে, গুণমান এবং দীর্ঘ জীবনের জন্য যথেষ্ট তাপ প্রতিরোধের সাথে উপকরণ বাছাই করা প্রয়োজন।
প্রবাহের উপর পুরুত্বের প্রভাব
বেধ বা সান্দ্রতা প্রভাবিত করে কত সহজে একটি উপাদান ছাঁচে স্লাইড হয়। পিপি ভালভাবে প্রবাহিত হয় এবং খুব বেশি বল ছাড়াই জটিল ছাঁচের আকারগুলি পূরণ করতে সহায়তা করে। কিন্তু যদি একটি উপাদান খুব পুরু হয়, তাহলে এটি ছাঁচের ছোট অংশগুলিকে সঠিকভাবে পূরণ করতে পারে না, যার ফলে অসম্পূর্ণ টুকরা হতে পারে।
অন্যদিকে, খুব পাতলা উপাদান অতিরিক্ত উপাদান বা খুব বেশি সঙ্কুচিত হওয়ার মতো সমস্যার কারণ হতে পারে। সুতরাং, অ্যাডিটিভের সাথে বেধ সামঞ্জস্য করা বা অন্যান্য প্লাস্টিকের সাথে মেশানো প্রবাহ উন্নত করতে পারে।
শক্তি এবং আইটেম স্থায়িত্ব
একটি উপাদানের শক্তি, যেমন এটি কতটা প্রসারিত বা বাঁকতে পারে, চূড়ান্ত পণ্যের ব্যবহারের জন্য গুরুত্বপূর্ণ। উদাহরণস্বরূপ, PP-এর প্রসারিত শক্তি 20 – 30 MPa এবং বাঁকের শক্তি 25 – 40 MPa। এই শক্তিগুলি ভোক্তা পণ্য বা গাড়ির যন্ত্রাংশের মতো দীর্ঘস্থায়ী আইটেম তৈরি করতে যথেষ্ট কঠোরতা দেয়।
অধিকন্তু, PP পলিস্টাইরিনের মতো অন্যান্য প্লাস্টিকের চেয়ে ভাল প্রভাব প্রতিরোধ করে। এটি পিপিকে উচ্চ শক্তি এবং কম ভঙ্গুরতা প্রয়োজন এমন ব্যবহারের জন্য নিখুঁত করে তোলে। এটি খাবার মোড়ানোর জন্যও নিরাপদ কারণ এটি বিষাক্ত নয়।
রাসায়নিক প্রতিরোধ এবং ব্যবহার
পিপি অ্যাসিড, বেস এবং দ্রাবকের মতো রাসায়নিককে প্রতিরোধ করে। এটি খাদ্য প্যাকেজিং এবং যন্ত্রপাতির মতো ক্ষেত্রে এর প্রয়োগ বাড়ায়। এই ক্ষমতা পণ্যটিকে নিরাপদ এবং শক্তিশালী রাখে যখন এটি ব্যবহার বা পরিষ্কার করার সময় বিভিন্ন রাসায়নিকের সাথে মিলিত হয়।
তারা কীভাবে রাসায়নিককে প্রতিরোধ করে তার উপর ভিত্তি করে উপকরণগুলি নির্বাচন করা শিল্পগুলিতে অত্যন্ত গুরুত্বপূর্ণ যেখানে পণ্যগুলি প্রায়শই কঠোর পদার্থের সাথে মিলিত হয়।
বস্তুগত বৈশিষ্ট্য সম্পর্কে চূড়ান্ত চিন্তা
প্রতিটি উপাদান বৈশিষ্ট্য একটি বিশেষ উপায়ে ছাঁচনির্মাণ প্রক্রিয়ার সাফল্যে সাহায্য করে। এই বৈশিষ্ট্যগুলি জেনে এবং সামঞ্জস্য করার মাধ্যমে — তাপ স্থিতিশীলতা, বেধ, শক্তি এবং রাসায়নিক প্রতিরোধ — নির্মাতারা সম্ভবত বিভিন্ন ব্যবহারে গুণমান এবং উপযোগিতা উন্নত করে।
পলিপ্রোপিলিনের গলনাঙ্ক 160 - 170 ডিগ্রি সেলসিয়াস।সত্য
পলিপ্রোপিলিন একটি উচ্চ তাপমাত্রায় গলে যায়, এটি তীব্র তাপ সহ্য করার অনুমতি দেয়।
উচ্চ সান্দ্রতা উপকরণ সহজে ছাঁচ গহ্বর মধ্যে প্রবাহ.মিথ্যা
পুরু তরল আন্দোলন প্রতিরোধ করে, তাই ছাঁচের বিবরণ পূরণ করা কঠিন হয়ে পড়ে।
ছাঁচ ডিজাইন পণ্যের গুণমানে কী ভূমিকা পালন করে?
ছাঁচ ডিজাইন আপনার পণ্যের গুণমানকে কীভাবে প্রভাবিত করে সে সম্পর্কে আগ্রহী? চলুন খুঁজে বের করা যাক!
ইনজেকশন-ছাঁচযুক্ত পণ্যের গুণমান নির্ধারণে ছাঁচ নকশা অত্যন্ত গুরুত্বপূর্ণ। এটি মাত্রিক নির্ভুলতা, পৃষ্ঠের সমাপ্তি এবং কাঠামোগত অখণ্ডতার মতো দিকগুলিকে প্রভাবিত করে। সঠিক ছাঁচ নকশা দক্ষ শীতল, মসৃণ নির্গমন, এবং ন্যূনতম ত্রুটিগুলি নিশ্চিত করে, যা সরাসরি চূড়ান্ত পণ্যের নির্ভরযোগ্যতা এবং নান্দনিকতাকে প্রভাবিত করে।
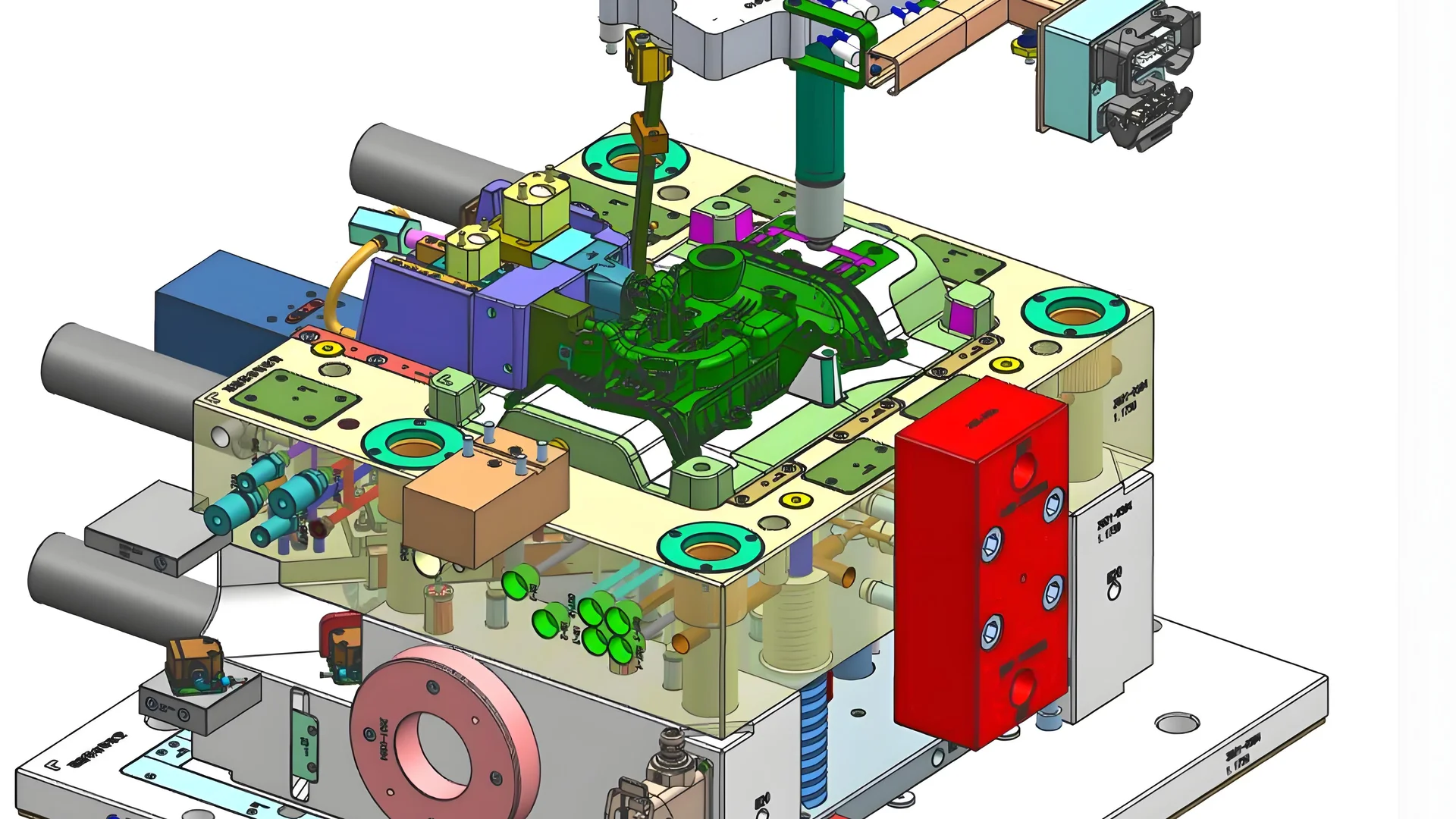
ছাঁচ উপাদান নির্বাচন গুরুত্ব
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ায় উচ্চ চাপ এবং তাপমাত্রা পরিচালনা করার জন্য সঠিক ছাঁচের উপাদান বাছাই করা অত্যন্ত গুরুত্বপূর্ণ। P20 এবং 718 স্টিলের মতো উপকরণগুলি তাদের কঠোরতা, শক্তি এবং পরিধানের প্রতিরোধের জন্য জনপ্রিয়। উদাহরণস্বরূপ, P20 ইস্পাত 5 কম খরচে দুর্দান্ত প্রসেসিং পারফরম্যান্স প্রদান করে, যা এটিকে সাধারণ পিপি ইনজেকশন ছাঁচনির্মাণের জন্য আদর্শ করে তোলে।
কুলিং সিস্টেম ডিজাইন
এমনকি ছাঁচের তাপমাত্রার জন্য একটি ভাল কুলিং সিস্টেম প্রয়োজন, যা ধারাবাহিক পণ্যের গুণমানের জন্য অপরিহার্য। সাধারণত, ছাঁচের ভিতরে সাজানো চ্যানেলগুলির সাথে জল শীতলকরণ ব্যবহার করা হয়। এই পথগুলির প্রস্থ প্রায়শই 8-12 মিমি পর্যন্ত হয়ে থাকে, যেখানে পণ্যের দেয়ালের বেধ এবং আকৃতির উপর ভিত্তি করে স্থান থাকে, সাধারণত 20-50 মিমি।
কুলিং সিস্টেম ডিজাইন 6 নিশ্চিত করতে হবে যে খাঁড়ি এবং আউটলেট সমানভাবে অবস্থান করছে যাতে অভিন্ন জলের প্রবাহ নিশ্চিত করা যায়, শীতল প্রভাবকে অপ্টিমাইজ করা যায় এবং চক্রের সময় হ্রাস করা যায়।
বিভাজন সারফেস এবং রিলিজ মেকানিজম
বিভাজন লাইনটি এমন জায়গায় স্থাপন করা উচিত যেখানে এটি পণ্যের চেহারা বা কার্যকারিতার ক্ষতি করে না। মুক্তির প্রক্রিয়াটি অবশ্যই পণ্যের আকার এবং কাঠামো অনুসারে ডিজাইন করা উচিত যাতে ক্ষতি বা নমন ছাড়াই সহজে অপসারণ করা যায়।
বিভিন্ন ইজেক্টর ডিজাইন 7 প্রয়োজনের উপর ভিত্তি করে নির্বাচন করা হয়, যেমন সাধারণ ব্যবহারের জন্য ইজেক্টর পিন বা বৃহত্তর পণ্যগুলির জন্য পুশ প্লেট ইজেক্টর এমনকি জোর বিতরণের প্রয়োজন।
আঠালো ফিড সিস্টেম
একটি আঠালো ফিড পদ্ধতি নির্বাচন পণ্যের গুণমানকে প্রভাবিত করে। বিকল্পগুলির মধ্যে রয়েছে দ্রুত ভরাট করার জন্য সরাসরি আঠা কিন্তু আরও দৃশ্যমান চিহ্ন বা কম দৃশ্যমান চিহ্ন সহ বড় পণ্যগুলির জন্য সাইড গেট আঠা। একটি উচ্চ-মানের পৃষ্ঠ ফিনিস প্রয়োজন আইটেম জন্য স্পট গেট gluing সেরা.
পণ্য ডিজাইনের উপর প্রভাব
এমনকি অসম সঙ্কুচিত হওয়া এবং অভ্যন্তরীণ চাপের মতো সমস্যাগুলি প্রতিরোধ করার জন্য দেওয়ালের বেধ অত্যন্ত গুরুত্বপূর্ণ, যা ওয়ারিংয়ের কারণ হতে পারে। চতুর আকারের পণ্যগুলির জন্য, প্রাচীরের পুরুত্বের একটি ধীর পরিবর্তন স্ট্রেসের ঘনত্ব কমাতে সাহায্য করে। সাধারণত, ব্যবহারের উপর নির্ভর করে 1-3 মিমি পুরুত্বের পরামর্শ দেওয়া হয়।
পণ্যের চেহারা এবং কার্যকারিতা উন্নত করা
ভাল ছাঁচ নকশা শুধুমাত্র চেহারা কিন্তু চূড়ান্ত পণ্য ফাংশন উন্নত. কুলিং এবং গেট সিস্টেমগুলি সঠিকভাবে পাওয়ার মাধ্যমে, ক্রিয়েটররা ভাল পৃষ্ঠের সমাপ্তি এবং কাঠামোগত শক্তি অর্জন করে, নিশ্চিত করে যে পণ্যগুলি ধারাবাহিকভাবে উচ্চ-মানের মান পূরণ করে।
সামগ্রিকভাবে, যত্নশীল ছাঁচ নকশা চাক্ষুষ আপীল এবং ইনজেকশন-ছাঁচযুক্ত পণ্যের কাজ উভয়ের উন্নতির জন্য চাবিকাঠি, তাই গ্রাহকের সুখ সুরক্ষিত করা এবং প্রতিযোগীতা বজায় রাখা।
ছাঁচ নকশা পণ্য পৃষ্ঠ ফিনিস প্রভাবিত করে।সত্য
যত্ন সহকারে ছাঁচ তৈরি করা ত্রুটিগুলি হ্রাস করে মসৃণ পৃষ্ঠগুলি নিয়ে আসে।
ইউনিফর্ম প্রাচীর বেধ পণ্য মধ্যে warping প্রতিরোধ.সত্য
অভিন্ন প্রাচীর বেধ উত্তেজনা এবং সংকোচন সমস্যা হ্রাস করে।
কিভাবে আপনি ইনজেকশন ছাঁচনির্মাণ পরামিতি অপ্টিমাইজ করতে পারেন?
ভাল ফলাফলের জন্য আপনার ইনজেকশন ছাঁচনির্মাণ কৌশল উন্নত করতে চান? এখানে কিভাবে!
ইনজেকশন ছাঁচনির্মাণ পরামিতি অপ্টিমাইজ করতে, ইনজেকশন চাপ, গতি, এবং স্ক্রু ঘূর্ণন সামঞ্জস্য করার উপর ফোকাস করুন। প্রতিটি পরামিতি পণ্যের আকার, আকৃতি এবং উপাদানের বৈশিষ্ট্যের উপর ভিত্তি করে সূক্ষ্ম-টিউন করা উচিত যাতে ত্রুটিগুলি কম হয় এবং গুণমান উন্নত হয়।

মূল পরামিতি বোঝা
ইনজেকশন ছাঁচনির্মাণ পরামিতিগুলি আইটেম তৈরির গুণমান এবং উত্পাদনশীলতা নির্ধারণে গুরুত্বপূর্ণ। গুরুত্বপূর্ণ পরামিতিগুলির মধ্যে রয়েছে ইনজেকশন চাপ, গতি এবং স্ক্রু ঘূর্ণন।
-
ইনজেকশনের চাপ: এটি সাধারণত 50 - 120 MPa এর মধ্যে থাকে। পাতলা পণ্যগুলি প্রায়শই সঠিক ভরাটের জন্য উচ্চ চাপের প্রয়োজন হয়, যখন ঘন আইটেমগুলি ভিতরে চাপ এড়াতে কম চাপ ব্যবহার করতে পারে।
-
ইনজেকশনের গতি: সাধারণত 50 - 150 মিমি/সেকেন্ডের মধ্যে থাকে। আইটেমটি কতটা জটিল এবং আপনার কী উপস্থিতি প্রয়োজন তার উপর ভিত্তি করে এগুলি সামঞ্জস্য করুন। দ্রুত গতি জটিল ছাঁচগুলিকে আরও ভালভাবে পূরণ করে, তবে ধীর গতি উচ্চ-মানের পৃষ্ঠ প্রদান করে।
-
স্ক্রু গতি: সাধারণত 30 - 100 rpm এর মধ্যে। উচ্চ গতি উত্পাদন হার বাড়ায় কিন্তু অতিরিক্ত গরম হতে পারে এবং উপাদানের ক্ষতি করতে পারে।
সাধারণ ত্রুটিগুলি ঠিক করা
ইনজেকশন ছাঁচনির্মাণের ফলে অসম্পূর্ণ ফিলিং, সঙ্কুচিত চিহ্ন এবং প্রবাহের চিহ্নের মতো ত্রুটি দেখা দিতে পারে। এগুলোর সমাধান হলঃ
| খুঁত | কারণ | সমাধান |
|---|---|---|
| অসম্পূর্ণ ফিলিং | কম চাপ বা কম গতি | চাপ এবং গতি বাড়ান, ছাঁচের তাপমাত্রা পরিবর্তন করুন |
| সঙ্কুচিত চিহ্ন | খুব বেশি সঙ্কুচিত | ধারণের সময় দীর্ঘ করুন, শীতল করার সময়কে দীর্ঘ করুন |
| ফ্লো মার্কস | খুব দ্রুত গতি | গতি কম, ছাঁচ তাপমাত্রা বৃদ্ধি |
বিভিন্ন পণ্যের জন্য পরামিতি সামঞ্জস্য করা
পণ্য 8 নকশা প্যারামিটার সেটিংসকেও প্রভাবিত করে। উদাহরণস্বরূপ, জোড় দেয়াল সহ একটি পণ্যের জন্য অসম দেয়ালের একটির চেয়ে ভিন্ন প্যারামিটার প্রয়োজন।
পলিপ্রোপিলিন (PP) এর বিশেষ সুবিধাগুলিকে কাজে লাগানো, যেমন রাসায়নিকের শক্তিশালী প্রতিরোধ এবং কম দাম, সম্ভবত সাশ্রয়ী মূল্যের সমাধান 9 ।
ভারসাম্য দক্ষতা এবং গুণমান
এই পরামিতিগুলি সঠিকভাবে সেট করা কেবল গুণমান উন্নত করে না বরং উত্পাদন দক্ষতাও বাড়ায়। নিয়মিত চেকিং এবং টুইকের ফলে কম অপচয় এবং কম খরচ হয়।
ইনজেকশন ছাঁচনির্মাণের পরামিতিগুলির বিশদ বিবরণ বোঝা নির্মাতাদের গতি এবং বিশদ ভারসাম্য বজায় রাখতে সহায়তা করে, যা সত্যিই ভাল পণ্যের গুণমানের দিকে পরিচালিত করে।
উচ্চতর ইনজেকশন চাপ পুরু দেয়ালে অভ্যন্তরীণ চাপ প্রতিরোধ করে।মিথ্যা
বর্ধিত চাপ সম্ভবত পুরু দেয়ালের আইটেমগুলিতে অভ্যন্তরীণ উত্তেজনার দিকে পরিচালিত করে।
দ্রুত স্ক্রু গতি ইনজেকশন ছাঁচনির্মাণে রজন গুণমানকে হ্রাস করতে পারে।সত্য
দ্রুত স্ক্রু ঘূর্ণনের ফলে উচ্চ তাপমাত্রা হতে পারে, রজন ক্ষতিগ্রস্ত হতে পারে।
উপসংহার
দক্ষতা এবং গুণমান উন্নত করতে পিপি ইনজেকশন ছাঁচনির্মাণের বিবরণ বুঝুন। এই ধারণাগুলি ডিজাইন এবং প্রক্রিয়া সমন্বয় উন্নত করে।
-
মানসম্পন্ন উত্পাদনের জন্য পিপি রজন প্রস্তুতির অপ্টিমাইজ করার জন্য অন্তর্দৃষ্টি অর্জন করুন।: 1) আপনার সঠিক ছাঁচনির্মাণ সরঞ্জাম রয়েছে তা নিশ্চিত করুন · 2) আপনি যদি নির্দিষ্ট পলিপ্রোপিলিন রেজিন ব্যবহার করেন তবেই প্রাক-শুকানোর কথা বিবেচনা করুন · 3) একটি গলিত ব্যবহার করুন … ↩
-
আপনার ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া উন্নত করার জন্য উন্নত কৌশলগুলি অন্বেষণ করুন।: এই ব্লগটি ইঞ্জিনিয়ারিং প্লাস্টিক পিপির প্রকার, বৈশিষ্ট্য এবং ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া, সরঞ্জাম নির্বাচন, পণ্যের মডেলিং এবং ছাঁচের পরিচয় দেয় … ↩
-
নির্বিঘ্ন পণ্য অপসারণের জন্য উদ্ভাবনী ইজেক্টর ডিজাইনগুলি আবিষ্কার করুন।: ইজেকশনের জন্য প্রয়োজনীয় শক্তি কমাতে, ইনজেকশন ছাঁচনির্মাণের নকশাটি বর্ধিত খসড়া কোণগুলিকে অন্তর্ভুক্ত করে এবং মূল অংশে একটি মসৃণ পলিশ প্রবর্তন করতে পারে … ↩
-
জানুন কিভাবে বস্তুগত বৈশিষ্ট্যগুলি ছাঁচনির্মাণের ফলাফল এবং দক্ষতা নির্দেশ করে। উচ্চতর আণবিক ওজন, পরিবর্তে, উন্নত বৈশিষ্ট্যগুলির জন্য প্রদান করে ... ↩
-
পিপি ইনজেকশন ছাঁচের জন্য উপযুক্ত P20 স্টিলের বৈশিষ্ট্যগুলি অন্বেষণ করুন।: P20 মোল্ড ইস্পাত একটি বহুমুখী, কম-অ্যালয় টুল ইস্পাত যা মাঝারি শক্তি স্তরে ভাল বলিষ্ঠতা দ্বারা চিহ্নিত করা হয়। ইস্পাত সাধারণত প্লাস্টিকের জন্য ব্যবহৃত হয় … ↩
-
ছাঁচের জন্য সর্বোত্তম কুলিং সিস্টেম ডিজাইন করা সম্পর্কে জানুন।: নিশ্চিত করুন যে কুলিং লাইনের ব্যাসটি আশেপাশের স্টিলের মধ্যে প্লাস্টিক উপাদানের তাপমাত্রার পরিচলনকে অতিক্রম করার জন্য যথেষ্ট বড়। … ↩
-
মসৃণ ডিমোল্ডিংয়ের জন্য বিভিন্ন ইজেক্টর মেকানিজম আবিষ্কার করুন।: ইনজেকশন মোল্ডিং-এ ইজেকশন সিস্টেমের ধরন · পিন এবং ব্লেড ইজেকশন · ইজেক্টর হাতা · ভালভ ইজেক্টর · স্ট্রিপার রিং ইজেকশন · এয়ার ইজেকশন · জিনিসগুলি … ↩
-
স্ট্রেস কমানোর জন্য অভিন্ন দেয়ালের বেধ কেন গুরুত্বপূর্ণ তা জানুন।: প্রাচীরের সঠিক বেধ প্লাস্টিকের অংশে প্রসাধনী ত্রুটির ঝুঁকি কমিয়ে দেবে। যে কোনো প্লাস্টিক-ঢালাই অংশের দেয়াল 40 থেকে 60 শতাংশের কম হওয়া উচিত নয় যে… ↩
-
বিভিন্ন শিল্পে কেন পিপি পছন্দ করা হয় তা আবিষ্কার করুন।: পিপি ইনজেকশন ছাঁচনির্মাণ ব্যবহারের সুবিধা · পলিপ্রোপিলিন সহজলভ্য এবং সাশ্রয়ী। · এটি আর্দ্রতা, ক্লান্তি এবং প্রভাব প্রতিরোধী। · পিপির একটি … ↩