

努力を2倍にすることなく、成果を2倍にできる世界を想像してみてください。射出成形の領域へようこそ。1 つの金型で 2 つの部品を製造することが単なる夢ではなく、現実になります。
はい、射出成形を使用して 1 つの金型で 2 つの異なる部品を製造することができます。このアプローチでは、マルチキャビティまたはファミリー金型を活用して、同じサイクル内で 2 つの部品を同時に成形することで、生産効率を向上させ、コストを削減し、プロセスを合理化します。
でもちょっと待ってください!この手法は魅力的に聞こえますが、特有の課題も伴います。制作の成功を左右する要因を詳しく見ていきましょう。
射出成形を使用して 1 つの金型で 2 つの部品を製造できます。真実
マルチキャビティまたはファミリー金型では、2 つの部品を同時に生産できます。
マルチキャビティおよびファミリーモールドとは何ですか?
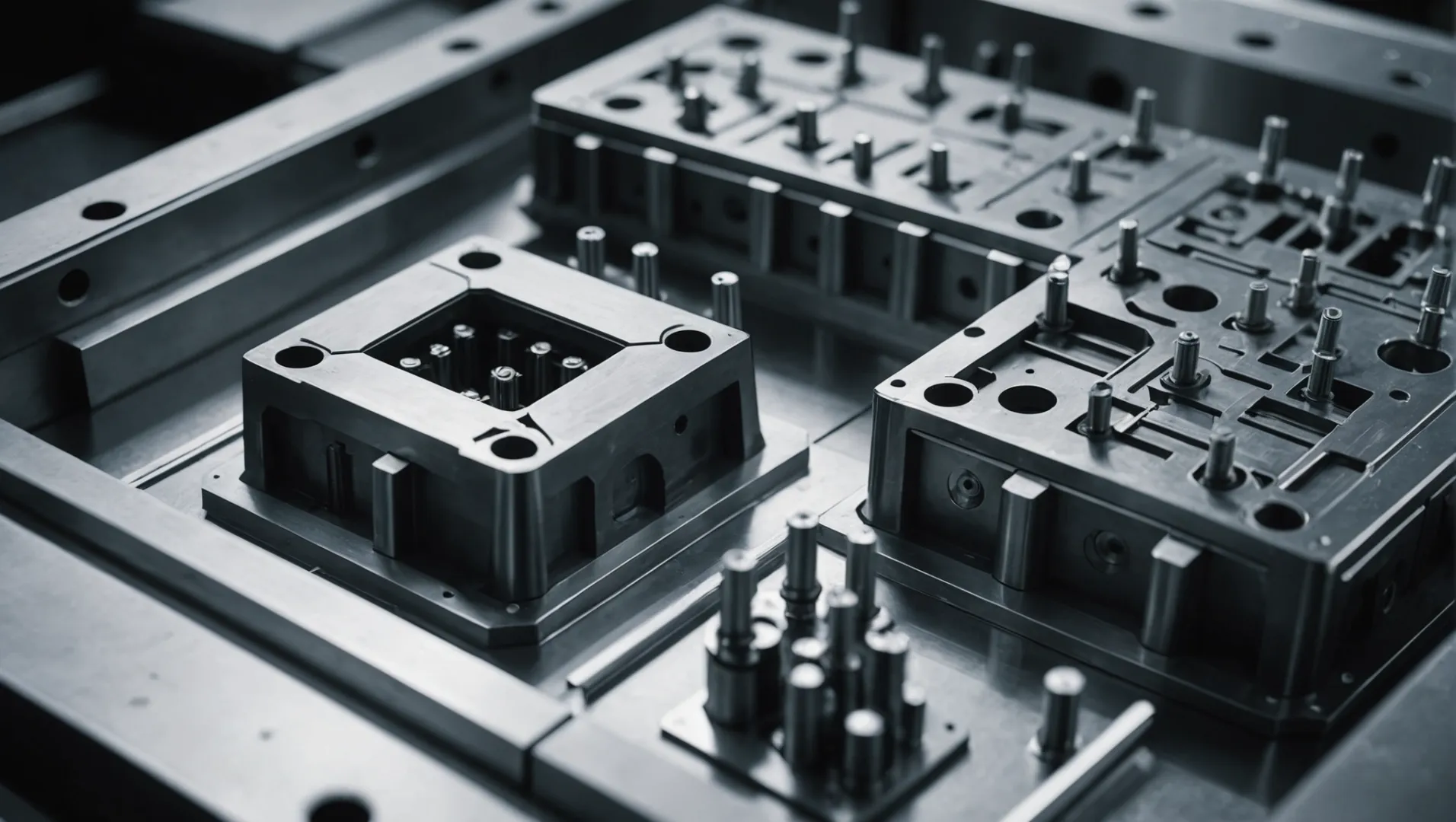
射出成形の世界では、マルチキャビティ金型とファミリー金型が効率的な生産のための革新的なソリューションを提供します。
マルチキャビティ金型は同じ部品を製造するための複数の同一のキャビティを特徴とし、ファミリー金型には異なる部品用のキャビティが含まれます。どちらも単一の成形サイクルで複数のコンポーネントを製造することで効率を向上させることを目的としていますが、それぞれが生産における異なるニーズに対応します。

複数個取りの金型を理解する
マルチキャビティ金型は、いくつかの同一のキャビティを備えて設計されているため、メーカーは 1 回の射出サイクルで同じ部品の複数のコピーを製造できます。この方法は効率を大幅に高め、ユニットあたりのコストを削減するため、大量生産に最適です。サイクルタイムを最適化することで、すべての部品にわたって一貫した品質が保証されます。
複数個取り金型の利点:
- 生産性の向上:複数の部品を同時に生産することで、サイクル タイムが短縮され、生産量が増加します。
- コスト効率:生産量が増えると部品あたりのコストが下がり、大規模な運用でも経済的に実行可能になります。
- 均一な品質:同一のキャビティを備えた複数キャビティ金型は、すべてのユニットにわたって一貫した品質を維持します。
家族の型を探る
ファミリー金型は、単一サイクルで異なる部品を製造するキャビティを特徴とする異なるアプローチを採用しています。この技術は、アセンブリや製品ラインの一部など、複数のコンポーネントを一緒に製造する必要がある製品に特に有益です。
ファミリーモールドの利点:
- 多用途な生産:関連コンポーネントのセットの生産に最適で、複数の金型の必要性を軽減します。
- 材料の節約:成形プロセス中の無駄を削減することで、材料を効率的に使用できます。
- 物流の簡素化:個別のコンポーネントの生産を調整する複雑さを軽減します。
マルチキャビティ金型とファミリー金型の選択
マルチキャビティ金型とファミリー金型のどちらを選択するかは、生産量、部品設計、材料の使用などのいくつかの要因によって決まります。たとえば、どの金型タイプが製造目標に合致するかを決定する際には、金型設計原則1 を
どちらの金型タイプでも、望ましい効率と品質を達成するには、設計の複雑さとプロセスの最適化を慎重に検討する必要があります。各金型タイプが提供する利点を最大限に活用するには、これらの要素のバランスをとることが不可欠です。
複数個取りの金型により生産効率が向上します。真実
マルチキャビティ金型は複数の部品を同時に製造するため、サイクル タイムが短縮されます。
ファミリー金型は、同一部品の生産に最適です。間違い
ファミリー金型は、同一の部品ではなく、1 サイクルで異なる部品を生成します。
金型設計は 2 部品生産にどのような影響を与えますか?
金型の設計は、射出成形技術を使用して 2 つの部品を効率的に同時に製造する上で極めて重要な要素です。
金型の設計は、1 サイクルで 2 つの部品を製造する際の品質、効率、費用対効果に大きな影響を与えます。適切に設計された金型により、精度、寸法精度、構造の完全性を確保しながら同時生産が可能になります。
2 部生産における金型設計の役割
射出成形2の分野では、金型設計が基礎となります。慎重に設計された金型は、マルチキャビティ金型として知られる複数のキャビティを収容することができ、またファミリー金型と呼ばれる 2 つの異なる部品の同時作成を容易にすることもできます。この設計の選択は、生産ラインの稼働効率と最終製品の品質に影響を与えます。
効率化とコスト削減
適切に設計された金型では、1 回の射出サイクルで 2 つの部品を生成できます。この二重の生産機能により業務が合理化され、生産時間とコストの大幅な削減につながります。メーカーは、機械のダウンタイムと労力を最小限に抑えることで、スループットを向上させ、リソースの使用を最適化できます。
| 側面 | 単一部品金型 | 2 部構成の金型 |
|---|---|---|
| 生産サイクル | サイクルごとに単一のパーツ | 1 サイクルあたり 2 つの部分 |
| 時間効率 | 標準 | 改善されました |
| コスト効率 | 適度 | 強化された |
対称性による簡素化
類似または対称の部品の場合、金型構造のセクションを共有することで金型設計を簡素化できます。これにより、複数の異なる金型の作成に伴う複雑さが軽減されるだけでなく、設計機能が共有されるため、製品全体で一貫した品質が保証されます。
2 部品生産の金型設計における課題
2 部構成の生産用の金型の設計には利点がありますが、ハードルがないわけではありません。主な関心事の 1 つは、両方の部品が厳しい品質および寸法精度基準を満たしていることを確認することです。これには、金型設計段階とその後の製造段階で細部に細心の注意を払う必要があります。
もう 1 つの課題は、2 つの異なる部品に対応するために、温度、圧力、冷却時間などの射出成形プロセスのパラメーターを最適化することにあります。この複雑さにより、多大な試行錯誤が必要となる場合があり、最適な結果を達成するには専門知識と正確さが求められます。
さらに、一方の部品に欠陥があると、もう一方の部品の生産に支障をきたす可能性があり、リスクを軽減するために厳格な品質管理措置が必要になります。したがって、射出成形を使用した 2 部構成の生産を成功させるには、包括的な計画と実行が不可欠です。
金型の設計は射出成形の効率に影響します。真実
適切に設計された金型では 2 つの部品を同時に生産できるため、効率が向上します。
ファミリ金型では、サイクルごとに 1 つの部品のみが生産されます。間違い
ファミリ金型は、1 サイクルで 2 つの異なる部品を製造するように設計されています。
同時成形の課題は何ですか?
同時成形は効率を高めますが、慎重に対処する必要がある特有の課題が伴います。
同時成形により生産効率は向上しますが、金型の設計、プロセスパラメータの調整、品質管理に課題が生じます。
金型設計の複雑さ
2 つの部品を同時に成形するには、正確な金型設計。共有金型キャビティは両方の部品の特定の形状に対応し、効率的な材料の流れを可能にしながら構造の完全性を維持する必要があります。エンジニアは、構造上の要求と生産効率のバランスをとることを目指しているため、複雑さの増大に直面することがよくあります。
- 寸法精度:偏差があると両方の部品の機能に影響を与える可能性があるため、高い精度を達成することが非常に重要です。
- 材料の流れ:溶融プラスチックの均一な分布を確保するには、適切なゲートと通気が不可欠です。
金型設計は複雑なので、これらの課題を軽減するには専門知識と革新的なアプローチが必要です。
プロセスパラメータの最適化
射出成形パラメータ4の調整も重要な領域です。パラメータは、大幅に異なる可能性がある各部品の固有の要件に応えるために微調整する必要があります。
- 温度制御:均一な冷却と固化には、一定の温度が不可欠です。
- 圧力調整:成形を最適化するには、部品によって異なる圧力が必要になる場合があります。
これらの調整により、互換性のない設定によってどちらの部品も品質やパフォーマンスが低下することがなくなります。
品質管理に関する懸念
同時成形では厳格な品質管理が不可欠です。 1 つの部品に欠陥があると、生産バッチ全体に影響を及ぼす可能性があります。したがって、堅牢な品質チェックをプロセスに組み込む必要があります。
- 検査技術:高度な検査方法を利用して、欠陥を早期に特定します。
- フィードバック システム:フィードバック ループを実装して、生産パラメータを継続的に監視および調整します。
同時成形には効率と複雑さの微妙なバランスがあり、課題を克服するには慎重な計画と実行が必要です。これらの複雑さ5 を、実装を成功させるために不可欠です。
同時成形により常に生産効率が向上します。間違い
効率を向上させることはできますが、設計と制御に課題があるため、利点が損なわれる可能性があります。
同時成形では金型設計の複雑さが増します。真実
2 つの部品の設計には、正確な形状と材料の流れの管理が必要です。
2 部品成形での品質管理はどのように行うのですか?
2 部成形で高品質の結果を確保するには、さまざまな品質管理対策に細心の注意を払う必要があります。
2 部成形の品質管理は、正確な金型設計、厳格なプロセスパラメータの監視、および定期的な検査によって保証されます。これらの対策を実施することで、寸法精度を維持し、不良を防止し、成形部品の信頼性と一貫性を確保することができます。

精密な金型設計の重要性
二液成形6における品質管理の基礎は、緻密な金型設計にあります。適切に設計された金型は、両方の部品の形状とサイズを考慮して、完全に位置合わせする必要があります。これには、ゲートの位置、ランナー システム、冷却チャネルへの細心の注意が含まれます。これらは均一性を達成し、欠陥を最小限に抑えるために重要です。
設計段階で慎重に計画を立てると、反りや不完全な充填などの一般的な問題が発生する可能性が低くなります。 CAD ソフトウェアを使用して金型設計をシミュレーションすると、潜在的な問題を予測し、生産を開始する前に必要な調整を行うことができます。
プロセスパラメータの監視
金型を設計したら、射出成形プロセスのパラメーターを厳密に制御し続けることが重要です。主要なパラメータは次のとおりです。
- 温度:金型温度とプラスチックの溶融温度の両方を最適化する必要があります。
- 圧力:完全な充填を確保し、バリを最小限に抑えるために、射出圧力と保持圧力を正確に校正する必要があります。
- サイクル タイム:適切なサイクル タイミングにより過熱が防止され、適切な冷却が確保されます。
これらのパラメータを定期的に監視することは、欠陥につながる可能性のある逸脱を特定するのに役立ちます。自動化システムはリアルタイム データを提供することで支援し、迅速な調整を可能にします。
| パラメータ | 理想的な範囲 | 品質への影響 |
|---|---|---|
| 温度 | 使用される素材により異なります | 流動と凝固に影響を与える |
| プレッシャー | 素材や部位により異なります | 寸法精度に影響を与える |
| サイクルタイム | 部品のサイズと材質に基づく | 適切な冷却を確保 |
定期的な検査とテスト
2 部品成形の品質を確保するには、堅牢な検査計画を組み込むことが不可欠です。これには以下が含まれます。
- 目視検査:バリ、焼け跡、ヒケなどの目に見える欠陥がないか確認します。
- 寸法チェック:ノギスや三次元測定機 (CMM) などのツールを使用して、部品が指定された公差を満たしていることを確認します。
- 機能テスト:特定の機能を実行することを目的とした部品については、模擬条件下でのテストが必要です。
これらの検査は、不一致を早期に発見するために、生産全体を通じて定期的に実施する必要があります。詳細な記録を維持することは、問題をその原因まで遡って追跡するのに役立ち、是正措置を容易にします。
これらの品質管理戦略を導入すると、製品の信頼性が向上するだけでなく、無駄ややり直しが減って生産が合理化されます。
精密な金型設計により反りを防止します。真実
正確な金型設計により均一性が確保され、反りのリスクが軽減されます。
サイクルタイムは冷却には影響しません。間違い
適切な冷却を確保するには、適切なサイクル タイミングが重要です。
結論
1 つの金型で 2 つの部品を製造することは、射出成形における実行可能な戦略であり、効率とコスト上の利点が得られます。ただし、成功するには、設計とプロセスのパラメータを慎重に検討することが不可欠です。
-
ニーズに適した金型タイプを選択するための洞察が得られます。: 複数個取り金型とは異なり、ファミリー金型では同一の部品が製造されません。代わりに、複数の関連するパーツを 1 つのファイル内で作成できるようになります。 ↩
-
射出成形の基本とその産業用途を理解します。: 射出成形では、溶融プラスチックが高圧下で金型キャビティに射出され、部品が一度に作成されます。どちらのプロセスも… ↩
-
効率的な同時生産のための金型設計戦略を発見します。: 単一キャビティのコインジェクション金型の開発に使用されるのと同じ一般的なガイドラインを、複数キャビティのコインジェクション金型の設計に完全に適用することはできません。 ↩
-
二部品射出成形のパラメータを調整する方法を学びます。 3 番目に最適化されたプロセス パラメータは保圧圧力です。これは主に部品の収縮や過充填を避けるために使用されます。 ↩
-
同時成形での品質を確保する方法の探索: この研究では、多数個取り金型での射出成形プロセスを制御するための金型内圧力センサーの適合性を調査しました。 ↩
-
正確な金型設計が 2 部品成形の品質をどのように保証するかをご覧ください。: 金型の品質と製造により、射出成形業者は高い許容誤差を確保し、欠陥を特定し、精度を維持し、適切な原材料を選択することができます。 ↩




