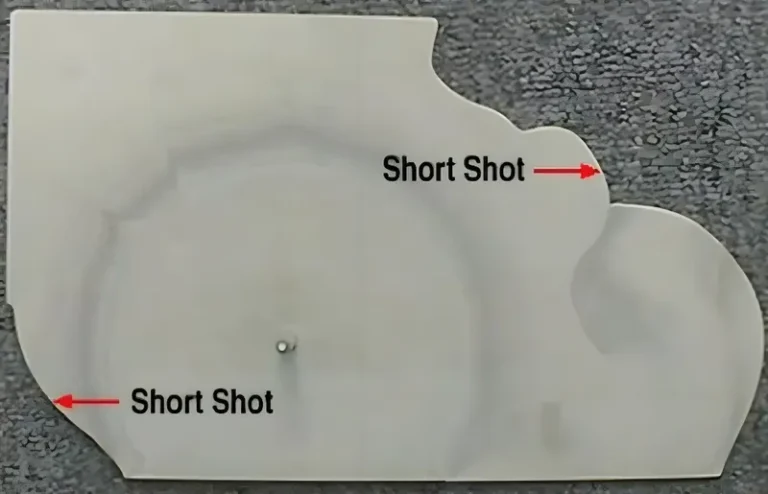

Fotos curtas na moldagem por injeção 1 ocorrem quando o plástico fundido falha em preencher completamente a cavidade do molde, resultando em peças incompletas ou parcialmente formadas. Esse defeito é um desafio comum em indústrias como bens automotivos, médicos e de consumo, especialmente para peças com geometrias complexas ou paredes finas. Abordar fotos curtas 2 é fundamental para manter a qualidade do produto, minimizar o desperdício e garantir processos de produção eficientes.
As fotos curtas acontecem quando o molde não preenche completamente, geralmente devido a baixa pressão, problemas de temperatura ou projeto de molde 3 , levando a peças incompletas que podem interromper a fabricação.
Este artigo explora as causas de fotos curtas, desmascaram os equívocos comuns e fornecem soluções acionáveis para prevenir e solucionar esse problema, garantindo peças moldadas por injeção de alta qualidade.
Fotos curtos são sempre causados por baixa pressão de injeção.Falso
Embora a baixa pressão de injeção seja uma causa frequente, tiros curtos também podem resultar de temperaturas inadequadas, problemas de fluxo de material ou design de molde abaixo do ideal.
Fotos curtos afetam apenas a aparência da peça.Falso
Além da estética, fotos curtas podem minar a funcionalidade e a integridade estrutural das peças, particularmente em aplicações acionadas por precisão.
O que são tiros curtos na moldagem por injeção?
As fotos curtas se referem a um defeito em que o material plástico não ocupa completamente a cavidade do molde durante o processo de moldagem por injeção 4 , produzindo peças incompletas. Esse problema é especialmente prevalente em setores de alta precisão, como a fabricação de dispositivos médicos, onde até pequenas imperfeições podem levar a consequências significativas.

As tiros curtos ocorrem quando o plástico fundido falha em preencher completamente o molde, geralmente devido à pressão insuficiente, temperatura ou projeto de molde ruim, resultando em partes defeituosas.
| Causa de tiro curto | Solução |
|---|---|
| Baixa pressão de injeção | Aumente a pressão para garantir o enchimento completo. |
| Temperatura de fusão inadequada | Elevar a temperatura do fusão para uma melhor fluxabilidade. |
| Projeto de molde ruim | Aumente a ventilação e otimize a colocação da porta. |
| Fornecimento insuficiente de material | Verifique a disponibilidade do material e bloqueios claros. |
| Alta viscosidade do material | Use materiais com melhor fluxo ou ajuste as configurações. |
Causas de tiros curtos
Vários fatores contribuem para fotos curtas, incluindo:

-
Baixa pressão de injeção: a força insuficiente impede que o plástico atinja todas as áreas do molde.
-
Questões de temperatura: temperaturas baixas de fusão ou mofo podem fazer com que o plástico solidifique prematuramente.
-
Falhas de design de moldes: ventilação inadequada, portões pequenos ou corredores mal projetados podem impedir o fluxo do material.
-
Propriedades do material: plásticos de alta viscosidade com características ruins de fluxo podem lutar para preencher moldes complexos.
Impacto dos tiros curtos
Fotos curtas comprometem o apelo visual e o desempenho funcional das peças. Em aplicações críticas, como dispositivos médicos ou componentes automotivos, esse defeito pode levar a recalls caros ou riscos de segurança.
Cenas curtas podem ser evitadas simplesmente aumentando a pressão de injeção.Falso
Embora uma pressão mais alta possa ajudar, ela não aborda outras causas radiculares, como temperatura ou projeto de molde, o que também requer atenção.
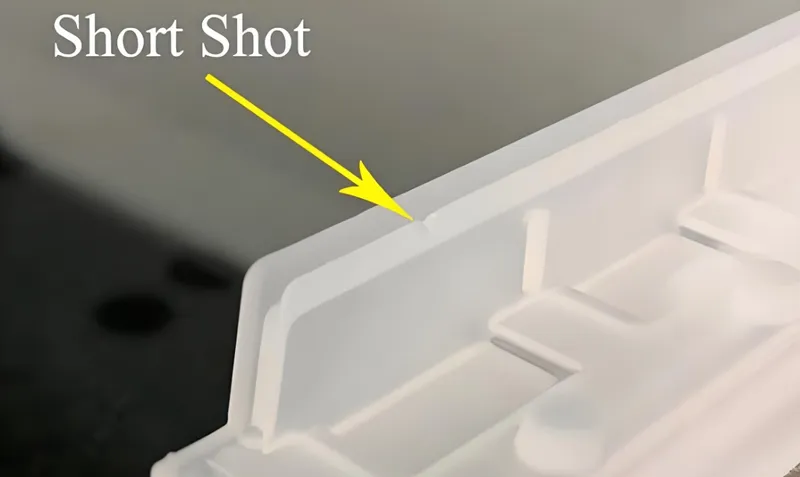
As fotos curtas são mais comuns em peças de paredes finas.Verdadeiro
Peças de paredes finas exigem controle preciso de pressão e temperatura, aumentando sua suscetibilidade a tiros curtos.
Quais são as causas comuns de tiros curtos?
Identificar as causas principais de tiros curtos é o primeiro passo em direção à resolução efetiva. Aqui estão os principais colaboradores:
As causas comuns incluem baixa pressão de injeção, temperatura inadequada, projeto ruim do molde e problemas de fluxo de material, cada um necessitando de ajustes direcionados.

Pressão e velocidade de injeção
A baixa pressão ou velocidade de injeção lenta podem impedir que o plástico penetra totalmente o molde, particularmente em projetos complexos ou de caminhos de fluxo longo.
Controle de temperatura
As temperaturas adequadas de fusão e mofo são vitais. Se o derretimento estiver muito frio, pode não fluir adequadamente e um molde frio pode causar solidificação precoce.
Projeto de molde
Elementos de design, como ventilação insuficiente, portões de tamanho inferior ou posicionamento abaixo do corredor, podem restringir o fluxo de plástico, levando ao enchimento incompleto. A ventilação eficaz é crucial para liberar ar preso.
Propriedades dos materiais
O índice de fluxo de fusão (MFI) 5 do plástico determina sua fluxo. Os materiais com baixa IMF (alta viscosidade) são mais propensos a tiros curtos, especialmente em peças detalhadas ou de paredes finas.
O aumento da velocidade de injeção sempre evita fotos curtas.Falso
Velocidade mais alta pode ajudar, mas pode introduzir defeitos como flash ou queimaduras se não forem equilibrados com pressão e temperatura.
A ventilação adequada do molde é crucial para evitar tiros curtos.Verdadeiro
A ventilação adequada permite que o ar escape, reduzindo a resistência ao fluxo e garantindo o enchimento completo do molde.
Como tiros curtos podem ser evitados?
A prevenção de tiros curtos requer uma estratégia proativa que otimize equipamentos, materiais e processos.
A prevenção envolve parâmetros de injeção de ajuste fino, aprimorando o design do molde, selecionando materiais adequados e ferramentas de simulação de alavancagem.

Otimizando Parâmetros de Injeção
-
Pressão: Ajuste a pressão da injeção para garantir o enchimento total do molde, adaptando -o à complexidade da parte.
-
Velocidade: Velocidade da injeção de equilíbrio para evitar a solidificação prematura sem causar packing em excesso.
-
Temperatura: Mantenha as temperaturas ideais de fusão e molde para manter o fluido plástico durante todo o processo.
Melhorando o design do molde
-
Ventificação: adicione ranhuras de ventilação (0,02-0,04 mm de profundidade, 5-10 mm de largura) para liberar ar preso ( primeiro molde ).
-
Portões e corredores: otimize o tamanho e a colocação do portão para a distribuição uniforme do material, usando vários portões para peças complexas.
Seleção de Materiais
Escolha plásticos com propriedades de fluxo apropriadas (MFI mais alto) para projetos complexos ou de paredes finas para facilitar o enchimento completo.

Ferramentas de simulação
Empregue o software de simulação de fluxo de molde 6 para prever e mitigar riscos de tiro curto, refinando os parâmetros do processo antes do início da produção.
As ferramentas de simulação podem eliminar completamente tiros curtos.Falso
Embora altamente úteis, as simulações não podem explicar todas as variáveis do mundo real, como desgaste da máquina ou variações de material.
A seleção de material adequada é essencial para prevenir fotos curtas.Verdadeiro
Os materiais com propriedades de fluxo adequadas reduzem o risco de preenchimento incompleto, especialmente em projetos exigentes.
Como solucionar problemas de curtas tiros?
Quando ocorrem tiros curtos, um processo estruturado de solução de problemas pode identificar rapidamente e resolver o problema.
A solução de problemas implica a verificação de configurações de injeção, temperatura, projeto de molde e compatibilidade de material.
Guia de solução de problemas passo a passo
-
Verifique a pressão e a velocidade: confirmar as configurações são adequadas; Aumente a pressão ou ajuste a velocidade conforme necessário.
-
Inspecione as temperaturas: verifique se as temperaturas de fusão e molde estão alinhadas com as especificações do material; Ajuste se fora da faixa.
-
Examine o design do molde: procure problemas de ventilação (por exemplo, marcas de queimadura) ou inadequações de portão/corredor; modifique se necessário.
-
Verifique o fornecimento do material: verifique se há material suficiente e limpe qualquer bloqueio do sistema de alimentação.
-
Avalie o material: verifique se as propriedades de fluxo do plástico correspondem aos requisitos da peça; Alterne os materiais, se necessário.

Técnicas Avançadas
-
Transdutores de pressão: monitore a pressão da cavidade para localizar deficiências de preenchimento.
-
Imagem térmica: detecte inconsistências de temperatura no molde que pode causar resfriamento prematuro.
Solução de problemas de fotos curtas sempre requer alterar o design do molde.Falso
Muitos casos podem ser resolvidos ajustando as configurações ou materiais sem alterar o molde.
Os transdutores de pressão podem ajudar a identificar a localização exata de fotos curtas.Verdadeiro
Os transdutores revelam quedas de pressão, identificando onde o enchimento falha para correções precisas.
Quais são as diferenças entre tiros curtos e outros defeitos de moldagem por injeção?
A distinção de tiros curtos de outros defeitos ajuda a diagnóstico e correção precisos.
As fotos curtas resultam do preenchimento incompleto, ao contrário do Flash (Overfilling) ou das marcas de pia (problemas de resfriamento).
Tiros curtos vs. flash
-
Fotos curtos: enchimento incompleto de molde, seções ausentes.
-
Flash: O excesso de material escapa do molde, formando protrusões finas.
Tiros curtos vs. marcas de pia
- Fotos curtos: falta de material devido ao fraco recheio.
- Marcas de pia: depressões de superfície de resfriamento ou embalagem irregulares.
Tiros curtos vs. deformação
-
Fotos curtos: peças incompletas dos problemas de preenchimento.
-
Divisão: Distorção da forma devido a tensões de resfriamento.
Cenas curtas e flash podem ocorrer simultaneamente na mesma parte.Falso
Cenas curtas indicam encerramento, enquanto o flash indica o excesso de encerramento, tornando -os geralmente incompatíveis.
Às vezes, as marcas de pia podem ser confundidas com tiros curtos.Verdadeiro
Ambos podem parecer imperfeições, mas as marcas de afundamento são depressões, enquanto tiros curtos são ausências.
Conclusão
Fotos curtos na moldagem por injeção representam um desafio significativo, afetando a qualidade da peça e a eficiência da produção. Ao abordar causas como baixa pressão, inconsistências de temperatura 7 e design de moldes] Falhas, os fabricantes podem implementar estratégias robustas de prevenção e solução de problemas. Otimizando configurações, aprimorando os moldes, selecionando materiais apropriados e usando ferramentas de simulação são etapas essenciais para eliminar esse defeito.
-
Aprenda sobre as melhores práticas em moldagem por injeção para melhorar a qualidade do produto e reduzir os defeitos. Este recurso é inestimável para os fabricantes. ↩
-
A compreensão de tiros curtos é crucial para melhorar a qualidade e a eficiência da fabricação. Explore este link para informações detalhadas. ↩
-
Descubra a eficácia do design de moldes pode evitar defeitos como fotos curtas e melhorar a qualidade geral da produção. Uma leitura obrigatória para engenheiros. ↩
-
Explorar o processo de moldagem por injeção ajuda a identificar defeitos e aumentar a eficiência da produção. ↩
-
O MFI é essencial para selecionar materiais para moldagem por injeção. Aprenda como isso afeta a fluxo e a qualidade da peça, verificando esse recurso. ↩
-
O software de simulação de fluxo de molde pode aumentar significativamente a eficiência da produção e reduzir defeitos. Descubra suas vantagens através deste link. ↩
-
O controle de temperatura é a chave para a moldagem por injeção bem -sucedida. Aprenda a gerenciar a temperatura para obter resultados ideais. ↩



