
Les injections incomplètes en moulage par injection¹ surviennent lorsque le plastique fondu ne remplit pas complètement la cavité du moule, ce qui entraîne la formation de pièces incomplètes ou partiellement formées. Ce défaut est fréquent dans des secteurs comme l'automobile, le médical et les biens de consommation, notamment pour les pièces aux géométries complexes ou aux parois fines. La correction des injections incomplètes² est essentielle pour garantir la qualité des produits, minimiser les déchets et assurer l'efficacité des processus de production.
Les injections incomplètes se produisent lorsque le moule ne se remplit pas complètement, souvent en raison d'une faible pression, de problèmes de température ou d'une mauvaise conception du moule 3 , ce qui conduit à des pièces incomplètes pouvant perturber la fabrication.
Cet article explore les causes des injections incomplètes, démystifie les idées reçues et propose des solutions concrètes pour prévenir et résoudre ce problème, garantissant ainsi des pièces moulées par injection de haute qualité.
Les injections incomplètes sont toujours dues à une faible pression d'injection.FAUX
Bien qu'une faible pression d'injection soit une cause fréquente, les injections incomplètes peuvent également provenir de températures inadéquates, de problèmes d'écoulement du matériau ou d'une conception de moule sous-optimale.
Les plans courts n'affectent que l'apparence de la pièce.FAUX
Au-delà de l'aspect esthétique, les prises de vue trop courtes peuvent nuire à la fonctionnalité et à l'intégrité structurelle des pièces, notamment dans les applications exigeant une grande précision.
- 1. Que sont les injections courtes en moulage par injection ?
- 2. Quelles sont les causes fréquentes des tirs trop courts ?
- 3. Comment éviter les tirs trop courts ?
- 4. Comment résoudre les problèmes de plans courts ?
- 5. Quelles sont les différences entre les pièces incomplètes et les autres défauts de moulage par injection ?
- 6. Conclusion
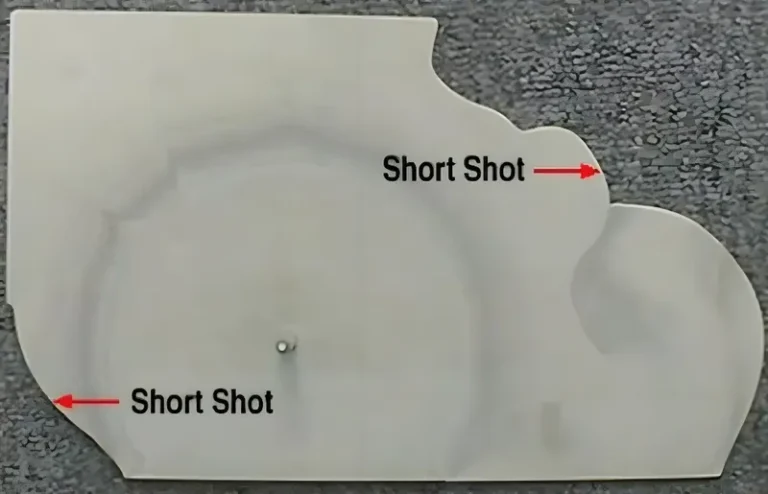
Que sont les injections courtes en moulage par injection ?
Le terme « pièces incomplètes » désigne un défaut survenant lors du processus de moulage par injection, <sup>4</sup> , ce qui entraîne la production de pièces incomplètes. Ce problème est particulièrement fréquent dans les secteurs de haute précision, comme la fabrication de dispositifs médicaux, où même des imperfections mineures peuvent avoir des conséquences importantes.

Les injections incomplètes se produisent lorsque le plastique fondu ne remplit pas complètement le moule, souvent en raison d'une pression ou d'une température insuffisantes, ou d'une mauvaise conception du moule, ce qui entraîne des pièces défectueuses.
| Cause du tir court | Solution |
|---|---|
| Faible pression d'injection | Augmenter la pression pour assurer un remplissage complet. |
| Température de fusion insuffisante | Augmenter la température de fusion pour une meilleure fluidité. |
| Conception de moule médiocre | Améliorer la ventilation et optimiser l'emplacement des vannes. |
| Approvisionnement insuffisant en matériaux | Vérifier la disponibilité des matériaux et dégager les obstructions. |
| Viscosité élevée du matériau | Utilisez des matériaux plus fluides ou ajustez les paramètres. |
Causes des tirs courts
Plusieurs facteurs contribuent aux tirs courts, notamment :

-
Pression d'injection insuffisante : une force insuffisante empêche le plastique d'atteindre toutes les zones du moule.
-
Problèmes de température : Des températures de fusion ou de moulage trop basses peuvent entraîner une solidification prématurée du plastique.
-
Défauts de conception du moule : une ventilation insuffisante, des orifices de coulée trop petits ou des canaux d’alimentation mal conçus peuvent entraver l’écoulement du matériau.
-
Propriétés des matériaux : Les plastiques à haute viscosité et aux mauvaises caractéristiques d’écoulement peuvent avoir du mal à remplir des moules complexes.
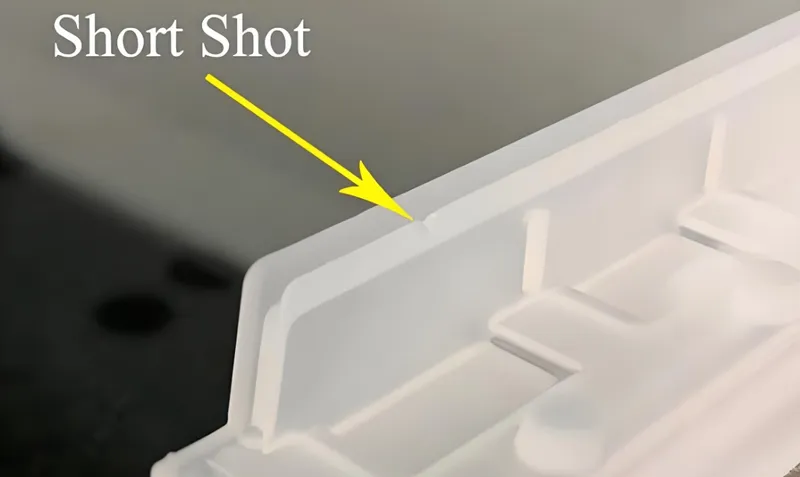
Impact des tirs courts
Les défauts d'impression altèrent l'aspect visuel et les performances fonctionnelles des pièces. Dans les applications critiques, comme les dispositifs médicaux ou les composants automobiles, ce défaut peut entraîner des rappels coûteux ou des risques pour la sécurité.
Les injections incomplètes peuvent être évitées en augmentant simplement la pression d'injection.FAUX
Bien qu'une pression plus élevée puisse aider, elle ne résout pas les autres causes profondes comme la température ou la conception du moule, qui nécessitent également une attention particulière.
Les tirs courts sont plus fréquents dans les pièces à parois minces.Vrai
Les pièces à parois minces exigent un contrôle précis de la pression et de la température, ce qui augmente leur sensibilité aux injections incomplètes.
Quelles sont les causes fréquentes des tirs trop courts ?
Identifier les causes profondes des tirs trop courts est la première étape vers une résolution efficace. Voici les principaux facteurs :
Les causes courantes incluent une pression d'injection insuffisante, une température inadéquate, une mauvaise conception du moule et des problèmes d'écoulement du matériau, chacune nécessitant des ajustements ciblés.

Pression et vitesse d'injection
Une pression trop faible ou une vitesse d'injection lente peuvent empêcher le plastique de pénétrer complètement dans le moule, notamment dans les conceptions complexes ou à long trajet d'écoulement.
Contrôle de la température
Il est essentiel de maîtriser les températures de fusion et de moulage. Si le métal en fusion est trop froid, il risque de ne pas s'écouler correctement, et un moule froid peut entraîner une solidification prématurée.
Conception de moules
Des éléments de conception tels qu'une ventilation insuffisante, des orifices de remplissage sous-dimensionnés ou un positionnement inadéquat des canaux d'alimentation peuvent restreindre l'écoulement du plastique et entraîner un remplissage incomplet. Une ventilation efficace est essentielle pour libérer l'air emprisonné.
Propriétés des matériaux
L' indice de fluidité à chaud (MFI) du plastique détermine sa fluidité. Les matériaux à faible MFI (viscosité élevée) sont plus sujets aux défauts d'injection, notamment pour les pièces détaillées ou à parois fines.
Augmenter la vitesse d'injection permet toujours d'éviter les injections incomplètes.FAUX
Une vitesse plus élevée peut être utile, mais peut engendrer des défauts tels que des bavures ou des marques de brûlure si elle n'est pas équilibrée en pression et en température.
Une bonne ventilation des moisissures est essentielle pour éviter les injections incomplètes.Vrai
Une ventilation adéquate permet à l'air de s'échapper, réduisant ainsi la résistance à l'écoulement et assurant un remplissage complet du moule.
Comment éviter les tirs trop courts ?
Pour éviter les tirs à court terme, il faut une stratégie proactive qui optimise les équipements, les matériaux et les processus.
La prévention passe par le réglage précis des paramètres d'injection, l'amélioration de la conception du moule, la sélection de matériaux appropriés et l'utilisation d'outils de simulation.

Optimisation des paramètres d'injection
-
Pression : Ajuster la pression d'injection pour assurer un remplissage complet du moule, en l'adaptant à la complexité de la pièce.
-
Vitesse : Équilibrer la vitesse d'injection pour éviter une solidification prématurée sans provoquer de sur-compactage.
-
Température : Maintenir des températures de fusion et de moulage optimales pour conserver la fluidité du plastique tout au long du processus.
Amélioration de la conception des moules
-
Ventilation : Ajouter des rainures de ventilation (0,02-0,04 mm de profondeur, 5-10 mm de largeur) pour libérer l'air emprisonné ( Premier moule ).
-
Points d'injection et canaux d'alimentation : Optimisez la taille et l'emplacement des points d'injection pour une distribution uniforme du matériau, en utilisant plusieurs points d'injection pour les pièces complexes.
Sélection des matériaux
Choisissez des plastiques aux propriétés d'écoulement appropriées (MFI plus élevé) pour les conceptions complexes ou à parois minces afin de faciliter un remplissage complet.

Outils de simulation
Utilisez le logiciel de simulation d'écoulement de moule 6 pour prévoir et atténuer les risques de sous-injection en affinant les paramètres du processus avant le début de la production.
Les outils de simulation permettent d'éliminer complètement les tirs trop courts.FAUX
Bien qu'elles soient très utiles, les simulations ne peuvent pas prendre en compte toutes les variables du monde réel, comme l'usure des machines ou les variations des matériaux.
Le choix approprié des matériaux est essentiel pour éviter les tirs trop courts.Vrai
Les matériaux présentant des propriétés d'écoulement appropriées réduisent le risque de remplissage incomplet, notamment dans les conceptions complexes.
Comment résoudre les problèmes de plans courts ?
En cas de tirs courts, une procédure de dépannage structurée permet de localiser et de résoudre rapidement le problème.
Le dépannage implique la vérification des paramètres d'injection, de la température, de la conception du moule et de la compatibilité des matériaux.
Guide de dépannage étape par étape
-
Vérification de la pression et de la vitesse : assurez-vous que les réglages sont adéquats ; augmentez la pression ou ajustez la vitesse selon les besoins.
-
Contrôle des températures : s'assurer que les températures de fusion et de moulage correspondent aux spécifications du matériau ; ajuster si nécessaire.
-
Examiner la conception du moule : rechercher les problèmes de ventilation (par exemple, les marques de brûlure) ou les insuffisances des portes/canaux ; modifier si nécessaire.
-
Vérification de l'approvisionnement en matériaux : assurez-vous d'avoir suffisamment de matériaux et éliminez tout blocage du système d'alimentation.
-
Évaluation du matériau : s’assurer que les propriétés d’écoulement du plastique correspondent aux exigences de la pièce ; changer de matériau si nécessaire.

Techniques avancées
-
Capteurs de pression : Surveillent la pression dans la cavité pour localiser les défauts de remplissage.
-
Imagerie thermique : Détecter les irrégularités de température dans le moule susceptibles d’entraîner un refroidissement prématuré.
Le dépannage des injections incomplètes nécessite toujours une modification de la conception du moule.FAUX
De nombreux cas peuvent être résolus en ajustant les paramètres ou les matériaux sans modifier le moule.
Les transducteurs de pression peuvent aider à identifier l'emplacement exact des tirs courts.Vrai
Les transducteurs révèlent les chutes de pression, permettant de localiser précisément les défaillances de remplissage pour des réparations exactes.
Quelles sont les différences entre les pièces incomplètes et les autres défauts de moulage par injection ?
Le fait de distinguer les tirs courts des autres défauts facilite un diagnostic et une correction précis.
Les défauts de remplissage sont dus à un remplissage incomplet, contrairement aux bavures (surremplissage) ou aux retassures (problèmes de refroidissement).
Plans courts contre flash
-
Points faibles : Moule incomplet, sections manquantes.
-
Éclats : L'excédent de matière s'échappe du moule, formant de fines protubérances.
Coups courts contre marques de plomb
- Plans courts : Manque de matière dû à un remplissage insuffisant.
- Retraits : creux de surface dus à un refroidissement ou un emballage irrégulier.
Plans courts contre distorsion
-
Photos incomplètes : Pièces manquantes dues à des problèmes de remplissage.
-
Déformation : distorsion de la forme due aux contraintes de refroidissement.
Des plans courts et des flashs peuvent se produire simultanément dans la même partie.FAUX
Les courtes séquences indiquent un remplissage insuffisant, tandis que les flashs indiquent un remplissage excessif, ce qui les rend généralement incompatibles.
Les marques de retrait peuvent parfois être confondues avec des coups courts.Vrai
Les deux peuvent apparaître comme des imperfections, mais les marques de retrait sont des creux, tandis que les défauts d'impression sont des absences.
Conclusion
Les injections incomplètes constituent un défi majeur, affectant la qualité des pièces et l'efficacité de la production. En s'attaquant aux causes telles que la basse pression, les variations de température et les défauts de conception des moules, les fabricants peuvent mettre en œuvre des stratégies efficaces de prévention et de dépannage. L'optimisation des paramètres, l'amélioration des moules, la sélection de matériaux appropriés et l'utilisation d'outils de simulation sont des étapes essentielles pour éliminer ce défaut.
-
Découvrez les meilleures pratiques en matière de moulage par injection pour améliorer la qualité de vos produits et réduire les défauts. Cette ressource est précieuse pour les fabricants. ↩
-
Comprendre les techniques de production courte est essentiel pour améliorer la qualité et l'efficacité de la fabrication. Consultez ce lien pour obtenir des informations plus approfondies. ↩
-
Découvrez comment une conception efficace des moules peut prévenir les défauts tels que les injections incomplètes et améliorer la qualité globale de la production. Un ouvrage indispensable pour les ingénieurs. ↩
-
L'étude du processus de moulage par injection permet d'identifier les défauts et d'améliorer l'efficacité de la production. ↩
-
L'indice MFI est essentiel pour le choix des matériaux de moulage par injection. Découvrez son impact sur la fluidité et la qualité des pièces grâce à cette ressource. ↩
-
Les logiciels de simulation d'écoulement de moule peuvent améliorer considérablement l'efficacité de la production et réduire les défauts. Découvrez leurs avantages en cliquant sur ce lien. ↩
-
La maîtrise de la température est essentielle à la réussite du moulage par injection. Apprenez à gérer la température pour obtenir des résultats optimaux. ↩





