

আপনি কি কখনও ভেবে দেখেছেন যে কীভাবে কিছু নির্মাতারা সহজে এই ধরনের জটিল প্লাস্টিকের অংশ তৈরি করে? রহস্যটি প্রায়শই কোরিং নামে পরিচিত একটি কৌশলের মধ্যে থাকে।
ইনজেকশন ছাঁচনির্মাণে কোরিংয়ে মোল্ড থেকে জটিল জ্যামিতি সহ অংশগুলি দক্ষতার সাথে অপসারণের জন্য কোর টানানোর প্রক্রিয়া ব্যবহার করা জড়িত। এই প্রক্রিয়াটি উপাদানের বর্জ্য হ্রাস করে, শীতল হওয়ার সময় হ্রাস করে এবং সামগ্রিক অংশের গুণমান উন্নত করে দক্ষতা বাড়ায়।
যদিও এই সংক্ষিপ্ত ওভারভিউ ইনজেকশন ছাঁচনির্মাণে কোরিংয়ের মূল সুবিধাগুলিকে হাইলাইট করে, এর প্রক্রিয়া এবং অ্যাপ্লিকেশনগুলি সম্পর্কে আবিষ্কার করার জন্য আরও অনেক কিছু রয়েছে। এর আরও গভীরে ডুব দেওয়া যাক!
ইনজেকশন ছাঁচনির্মাণে কোরিং শীতল হওয়ার সময় হ্রাস করে।সত্য
কোরিং উপাদানের ভরকে কম করে, দ্রুত তাপ অপচয় এবং শীতল করার অনুমতি দেয়।
ইনজেকশন ছাঁচনির্মাণে কোর পুলিং কি?
কোর টান, স্লাইডার বা সাইড কোর অপারেশন নামেও পরিচিত, জটিল অংশ তৈরির জন্য ইনজেকশন ছাঁচনির্মাণে একটি গুরুত্বপূর্ণ ভূমিকা পালন করে।
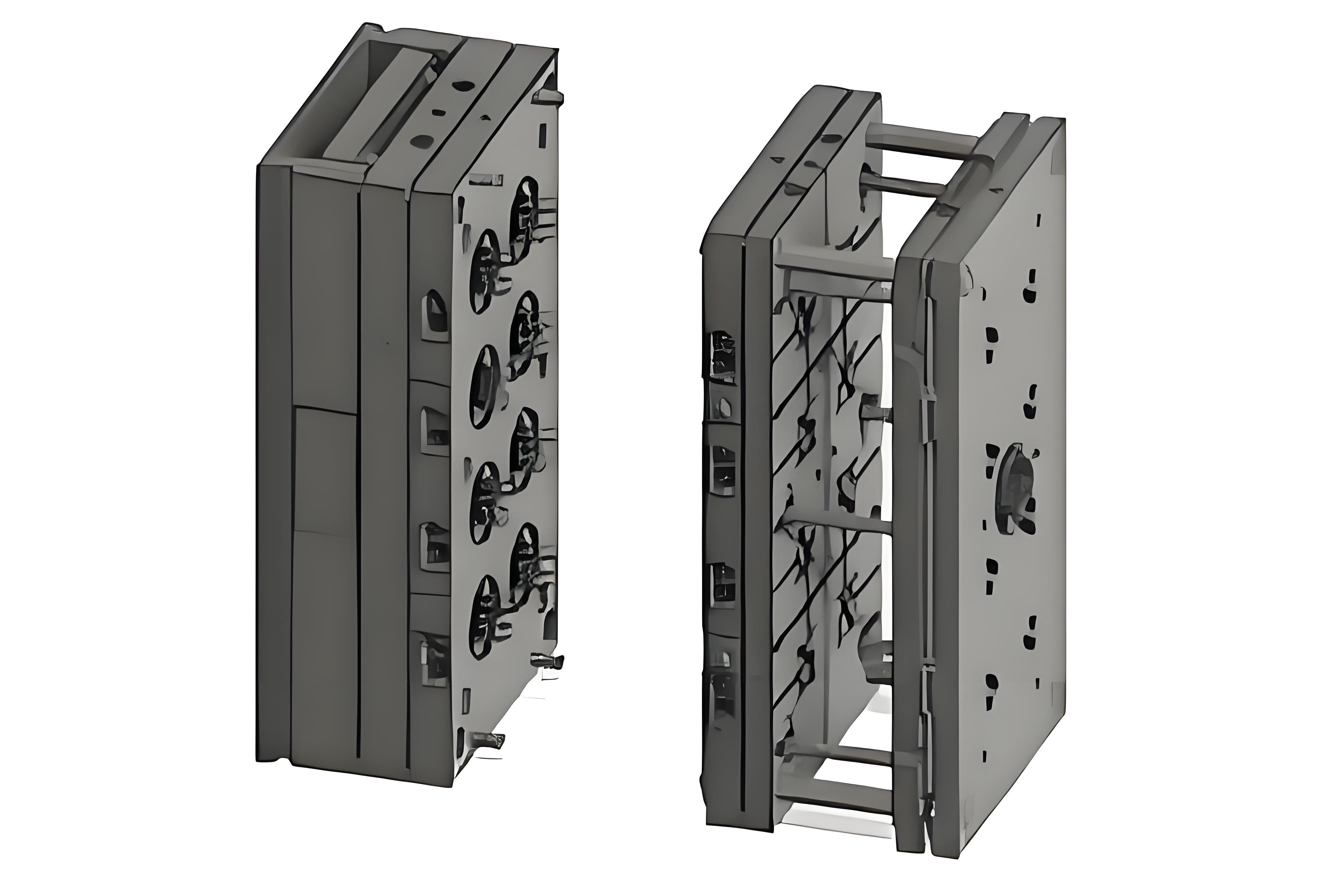
ইনজেকশন ছাঁচনির্মাণে কোর টান হচ্ছে এমন একটি প্রক্রিয়া যা ভিতরের গর্ত বা পাশের অবতলগুলির মতো বৈশিষ্ট্য সহ অংশগুলিকে ধ্বংস করার জন্য ডিজাইন করা হয়েছে। এটি ছাঁচ থেকে প্লাস্টিকের অংশ মসৃণ অপসারণ নিশ্চিত করতে স্লাইডার, ঝোঁকযুক্ত গাইড পিলার এবং ওয়েজ ব্লক ব্যবহার করে, দক্ষতা এবং পণ্যের গুণমান উন্নত করে।
সংজ্ঞা এবং ফাংশন
ইনজেকশন ছাঁচনির্মাণ 1 এর ক্ষেত্রে , কোর টান বলতে জটিল জ্যামিতিক বৈশিষ্ট্য সহ অংশগুলিকে ভেঙে ফেলার সুবিধার্থে ছাঁচে একত্রিত একটি নির্দিষ্ট প্রক্রিয়াকে বোঝায়। এই বৈশিষ্ট্যগুলির মধ্যে অভ্যন্তরীণ গর্ত বা পাশের অবতলগুলি অন্তর্ভুক্ত থাকতে পারে যা প্রাথমিক ছাঁচ খোলার দিকটির সাথে সারিবদ্ধ নয়। কোর টানানোর প্রাথমিক কাজ হল ছাঁচ খোলার প্রক্রিয়া চলাকালীন এই পার্শ্ব কোরগুলিকে প্রত্যাহার করা, যা ছাঁচযুক্ত অংশের বিরামহীন নির্গমনের অনুমতি দেয়।
কাজের নীতি
ডিজাইন স্টেজ
প্রক্রিয়াটি নকশা পর্যায়ে শুরু হয়। প্রকৌশলীরা অংশটির আকৃতি মূল্যায়ন করে এবং কোর টানা কোথায় প্রয়োজনীয় তা নির্ধারণ করে। তারপরে তারা একটি সংশ্লিষ্ট কোর টানানোর প্রক্রিয়া ডিজাইন করে, যেটিতে সাধারণত স্লাইডার, বাঁকানো গাইড পিলার এবং ওয়েজ ব্লকের মতো উপাদান থাকে।
ইনজেকশন ছাঁচনির্মাণ পর্যায়
ইনজেকশন ছাঁচনির্মাণের পর্যায়ে, প্লাস্টিক গলে ছাঁচের গহ্বর পূরণ করে, প্লাস্টিকের অংশ তৈরি করে। এই মুহুর্তে, মূল টানানোর প্রক্রিয়াটি একটি বদ্ধ অবস্থানে থাকে, বাকি ছাঁচের সাথে একটি সম্পূর্ণ গহ্বর তৈরি করে।
ছাঁচ খোলার পর্যায়
অংশটি ঠান্ডা হয়ে গেলে এবং শক্ত হয়ে গেলে, ছাঁচ খোলা শুরু হয়। এখানে, বাঁকানো গাইড পিন এবং স্লাইডার একে অপরের সাথে সম্পর্কিত। গাইড পিনের কোণ নিশ্চিত করে যে স্লাইডারটি একটি নির্দিষ্ট দিকে সরে যায়, কার্যকরভাবে প্লাস্টিকের অংশ থেকে পার্শ্ব কোরটি টানতে পারে।
ডেমোল্ডিং স্টেজ
সফল কোর টানার পরে, প্লাস্টিকের অংশটি মসৃণভাবে ছাঁচ থেকে বের করা যেতে পারে, উচ্চ-মানের উত্পাদন নিশ্চিত করে।
কোর পুলিং মেকানিজমের গুরুত্ব
কোয়ালিটি বা দক্ষতার সাথে আপস না করে জটিল ডিজাইনের সাথে যন্ত্রাংশ তৈরির জন্য কোর টান মেকানিজম অত্যাবশ্যক। ঢালাই করা অংশগুলিতে আরও জটিল জ্যামিতি সক্ষম করে, এই প্রক্রিয়াগুলি পণ্যের কার্যকারিতা বাড়ায় যখন উপাদানের বর্জ্য হ্রাস করে এবং শীতল হওয়ার সময় হ্রাস করে।
অধিকন্তু, নির্মাতারা ক্রমবর্ধমানভাবে উচ্চ নির্ভুলতা এবং দক্ষতার দাবি করে, কোর টানানোর প্রক্রিয়া 2 উৎপাদন প্রক্রিয়াগুলিকে অপ্টিমাইজ করার জন্য এবং প্রতিযোগিতামূলক সুবিধাগুলি বজায় রাখার জন্য অপরিহার্য হয়ে ওঠে।
কোর টান শুধুমাত্র ভিতরের গর্ত তৈরির জন্য।মিথ্যা
কোর টানা শুধু ভিতরের গর্ত নয়, পাশের অবতলও তৈরি করে।
স্লাইডারগুলি মূল টানানোর প্রক্রিয়ার অংশ।সত্য
স্লাইডার ছাঁচ খোলার সময় পার্শ্ব কোর প্রত্যাহার করতে সাহায্য করে।
কোর পুলিং মেকানিজম কিভাবে কাজ করে?
ইনজেকশন ছাঁচনির্মাণে কোর টানানোর জটিলতাগুলি আনলক করা উল্লেখযোগ্যভাবে উত্পাদন দক্ষতা এবং নির্ভুলতা বাড়িয়ে তুলতে পারে। জটিল অংশ তৈরির জন্য এই প্রক্রিয়াটি গুরুত্বপূর্ণ।
ইনজেকশন ছাঁচনির্মাণে কোর টানতে এমন একটি প্রক্রিয়া জড়িত যা পাশের অবতলগুলির মতো বৈশিষ্ট্য সহ অংশগুলি অপসারণ করতে সহায়তা করে। এটি ছাঁচ খোলার সময় পার্শ্ব কোর প্রত্যাহার করে, উত্পাদন দক্ষতা বৃদ্ধি করে মসৃণ ধ্বংস নিশ্চিত করে।
কোর পুলিং মেকানিজম বোঝা
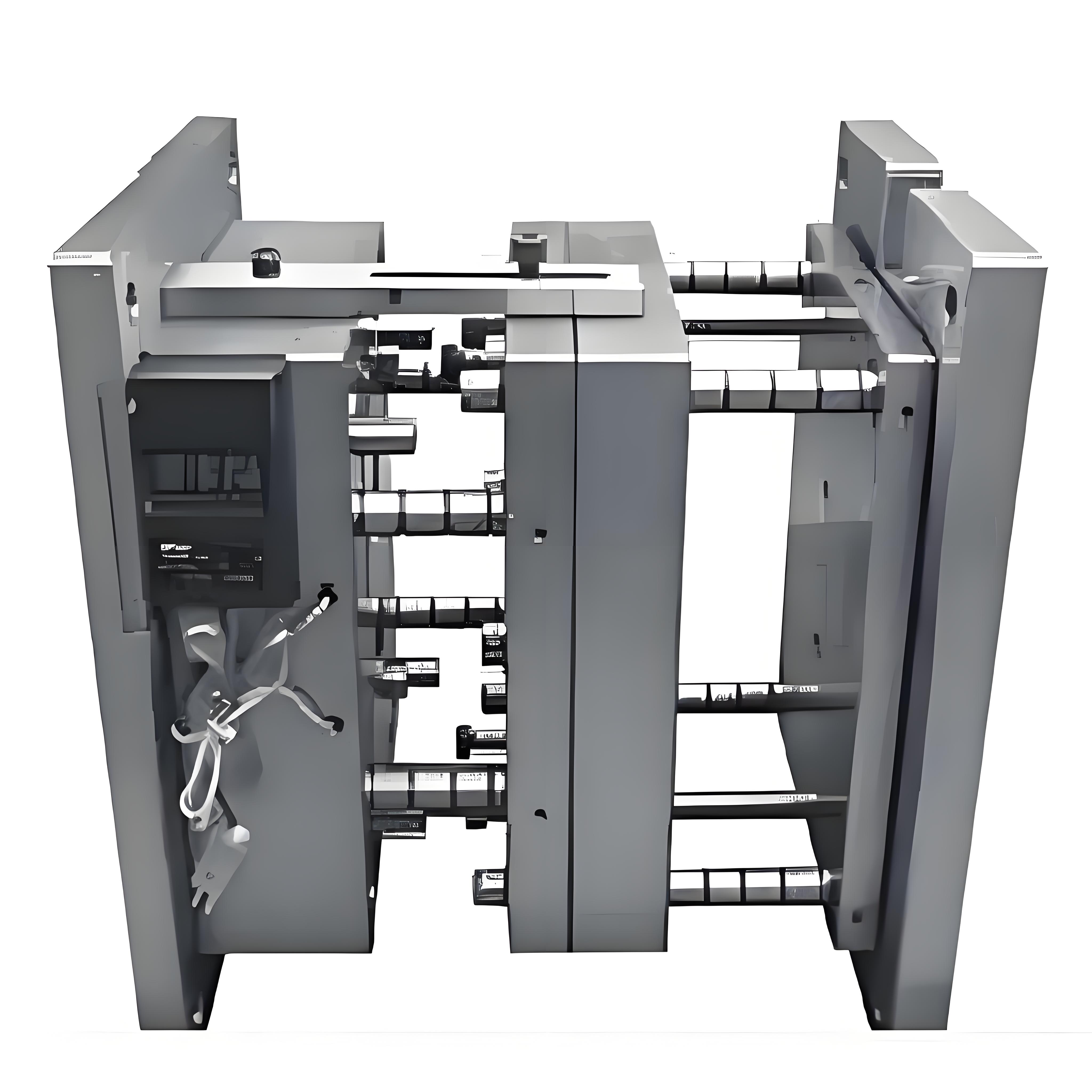
ইনজেকশন ছাঁচনির্মাণে, জটিল নকশা সহ ঢালাই করা অংশগুলি সরানোর জন্য কোর টানানোর প্রক্রিয়া অত্যন্ত গুরুত্বপূর্ণ। প্রক্রিয়াটি ডিজাইনের পর্যায়ে শুরু হয়, যেখানে প্রকৌশলীদের অবশ্যই প্লাস্টিকের অংশের বৈশিষ্ট্যগুলির উপর ভিত্তি করে কোর টান প্রয়োজন এমন এলাকাগুলি সনাক্ত করতে হবে। এই বৈশিষ্ট্যগুলির মধ্যে অভ্যন্তরীণ বা বাইরের গর্ত বা পাশের অবতল অঞ্চলগুলি অন্তর্ভুক্ত থাকতে পারে যা ছাঁচের খোলার দিকটির সাথে সারিবদ্ধ নয়।
নকশা উপাদান
কোর টান মেকানিজম সাধারণত প্রধান উপাদান যেমন স্লাইডার, বাঁকযুক্ত গাইড পিলার এবং ওয়েজ ব্লক নিয়ে গঠিত। এই উপাদানগুলি ছাঁচ থেকে জটিল আকৃতির অংশগুলিকে মসৃণ অপসারণের সুবিধার্থে সামঞ্জস্যপূর্ণভাবে কাজ করে।
| কম্পোনেন্ট | ফাংশন |
|---|---|
| স্লাইডার | অংশ থেকে কোর টান আউট সরানো |
| আনত গাইড | ছাঁচ খোলার সময় স্লাইডার আন্দোলনকে নির্দেশ করে |
| ওয়েজ ব্লক | নিরাপদ অবস্থান এবং আন্দোলনে সহায়তা করে |
ইনজেকশন ছাঁচনির্মাণের পর্যায়ে, ছাঁচের গহ্বরটি প্লাস্টিকের গলে ভরা হয়, কোর টানানোর প্রক্রিয়ার সাথে একত্রে একটি সম্পূর্ণ কাঠামো তৈরি করে। ছাঁচ না খোলা পর্যন্ত এই সেটআপ বন্ধ থাকে।
অপারেশনাল স্টেজ
- ইনজেকশন পর্যায়: প্লাস্টিক গলে গহ্বর ভরাট করে, একটি শক্ত কাঠামো তৈরি করে যা মূল টানানোর প্রক্রিয়াকে অন্তর্ভুক্ত করে।
- ছাঁচ খোলার পর্যায়: শীতল এবং দৃঢ়করণের পরে, ছাঁচটি খোলে, আনত গাইড পিন এবং স্লাইডার মিথস্ক্রিয়াকে ট্রিগার করে। এই মিথস্ক্রিয়া প্লাস্টিকের অংশ থেকে পার্শ্ব কোর প্রত্যাহার করে।
- ডেমোল্ডিং স্টেজ: পাশের কোরগুলি প্রত্যাহার করে, প্লাস্টিকের অংশটি সহজেই ছাঁচ থেকে ক্ষতি ছাড়াই সরানো যেতে পারে।
বিভিন্ন কোর পুলিং পদ্ধতি অন্বেষণ
উৎপাদনের প্রয়োজনীয়তার উপর ভিত্তি করে কোর টানানোর পদ্ধতি পরিবর্তিত হয়:
- ম্যানুয়াল কোর পুলিং: ছোট অংশ বা কম উৎপাদন ভলিউমের জন্য আদর্শ, যেখানে ম্যানুয়াল অপারেশন যথেষ্ট।
- মোটরাইজড কোর পুলিং: বাহ্যিক শক্তির উত্স ব্যবহার করে, বড় ব্যাচগুলির জন্য অটোমেশন এবং দক্ষতা বাড়ায়।
- হাইড্রোলিক কোর পুলিং: বৃহত্তর অংশ বা বিস্তৃত কোর টানানোর দূরত্বের জন্য হাইড্রোলিক সিস্টেম নিয়োগ করে, মসৃণ এবং জোরদার অপারেশন অফার করে।
হাইড্রোলিক সিস্টেমগুলি সম্পর্কে আরও অন্বেষণ করতে 3 , যা মোটর চালিত কোর টানার সাথে অবিচ্ছেদ্য, তাদের সুবিধাগুলি বোঝা ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলিকে উন্নত করার অন্তর্দৃষ্টি প্রদান করতে পারে৷
কোর টান শুধুমাত্র সাধারণ অংশ জন্য.মিথ্যা
জটিল নকশা সহ জটিল অংশগুলির জন্য কোর টান ব্যবহার করা হয়।
স্লাইডার ছাঁচ খোলার সময় কোর টানতে সাহায্য করে।সত্য
স্লাইডারগুলি মসৃণ ভাঙার সুবিধার্থে পার্শ্ব কোরগুলি প্রত্যাহার করে।
বিভিন্ন কোর পুলিং পদ্ধতি কি কি?
ইনজেকশন ছাঁচনির্মাণে কোর টান অত্যাবশ্যক, ছাঁচ থেকে জটিল অংশগুলি অপসারণের সুবিধা দেয়। কিন্তু কি পদ্ধতি নিযুক্ত করা হয়?
ইনজেকশন ছাঁচনির্মাণে কোর টানানোর পদ্ধতির মধ্যে রয়েছে ম্যানুয়াল, মোটর চালিত, এবং হাইড্রোলিক পন্থা, প্রতিটি উৎপাদনের বিভিন্ন চাহিদা পূরণ করে। ম্যানুয়াল পদ্ধতিগুলি ছোট ব্যাচগুলির জন্য উপযুক্ত, মোটর চালিত পদ্ধতিগুলি বড় রানের জন্য দক্ষতা বাড়ায় এবং হাইড্রোলিক কৌশলগুলি ভারী-শুল্ক অ্যাপ্লিকেশনগুলির জন্য নির্ভুলতা প্রদান করে।

কোর পুলিং পদ্ধতি বোঝা
ইনজেকশন ছাঁচনির্মাণ 4 এর ক্ষেত্রে , কোর টান হচ্ছে এমন একটি কৌশল যা প্লাস্টিকের অংশগুলিকে নিষ্কাশন করার জন্য ডিজাইন করা হয়েছে যেমন পার্শ্ব গর্ত বা অনুমানগুলি যা ছাঁচের প্রধান খোলার দিকটির সাথে সারিবদ্ধ নয়। এই মেকানিজম শুধুমাত্র দক্ষ ডিমোল্ডিং নিশ্চিত করে না বরং চূড়ান্ত পণ্যের গুণমান এবং নির্ভুলতাকে উল্লেখযোগ্যভাবে প্রভাবিত করে।
1. ম্যানুয়াল কোর টানা
- অ্যাপ্লিকেশন : ছোট-স্কেল উত্পাদন বা প্রোটোটাইপ জন্য আদর্শ.
- মেকানিজম : এর মধ্যে ম্যানুয়ালি সাইড কোরগুলিকে ছাঁচের অংশ থেকে বিচ্ছিন্ন করার জন্য পরিচালনা করা জড়িত।
- সুবিধা : ন্যূনতম সেটআপ প্রয়োজনীয়তার সাথে সাশ্রয়ী।
- চ্যালেঞ্জ : ছোট অংশে সীমাবদ্ধ এবং বড় আকারের অপারেশনের জন্য কম দক্ষ।
2. মোটর চালিত কোর টানা
- অ্যাপ্লিকেশন : মাঝারি থেকে বড় উত্পাদন রানের জন্য উপযুক্ত।
- মেকানিজম : কোর টানকে স্বয়ংক্রিয় করতে গিয়ার বা মোটরের মতো যান্ত্রিক শক্তি ব্যবহার করে।
- সুবিধা : উত্পাদন চক্র জুড়ে দক্ষতা এবং ধারাবাহিকতা বাড়ায়।
- চ্যালেঞ্জ : আরও পরিশীলিত সেটআপ এবং রক্ষণাবেক্ষণ ব্যবস্থার প্রয়োজন।
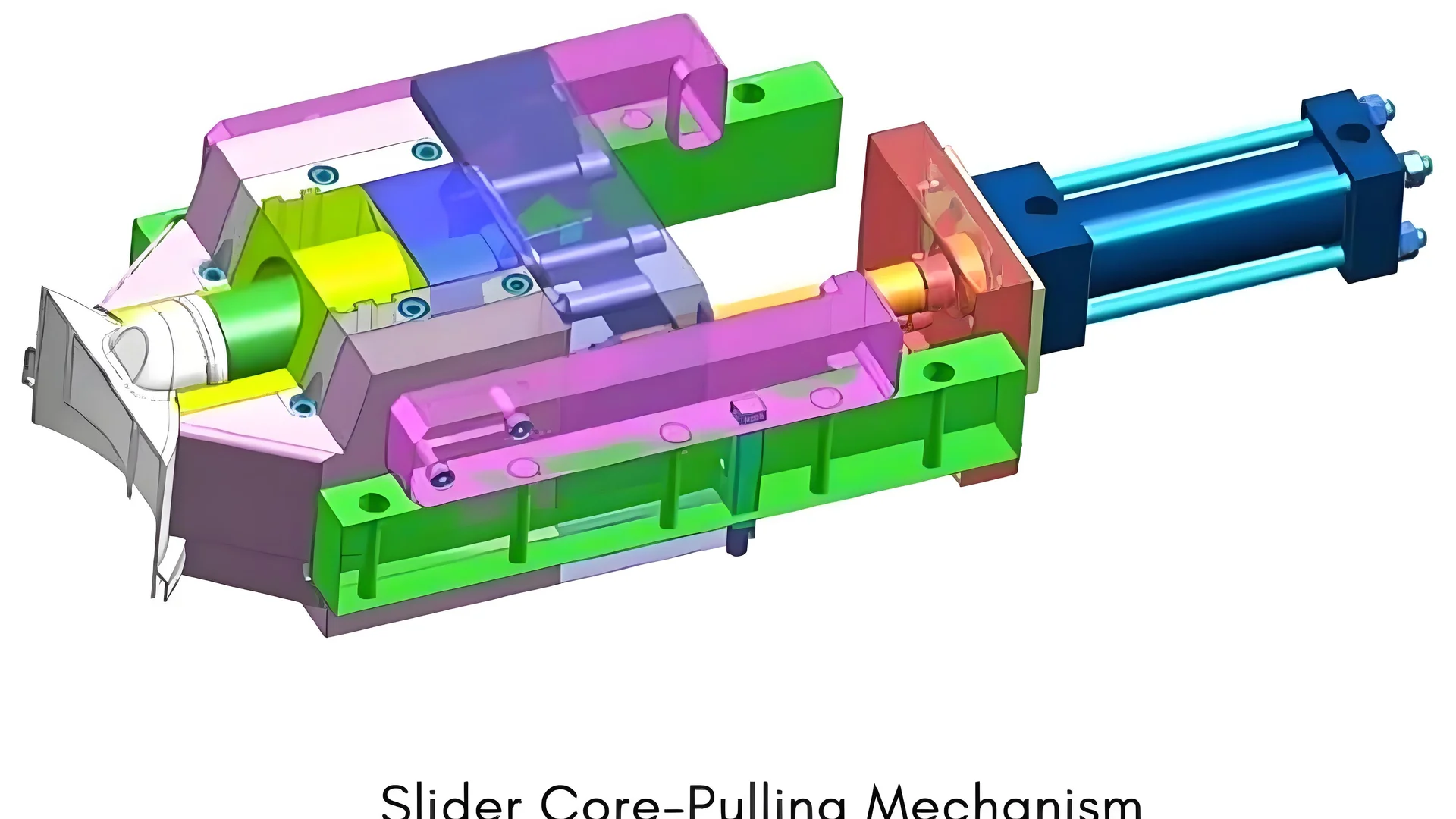
3. হাইড্রোলিক কোর পুলিং
- আবেদন : বৃহৎ, জটিল অংশের জন্য উপযুক্ত যা স্পষ্টতা প্রয়োজন।
- মেকানিজম : কোর টান ফেজ চলাকালীন নিয়ন্ত্রিত বল প্রয়োগ করতে হাইড্রোলিক সিস্টেম নিয়োগ করে।
- সুবিধা : উল্লেখযোগ্য টানা শক্তি সহ মসৃণ অপারেশন অফার করে, বিস্তারিত অংশগুলির জন্য আদর্শ।
- চ্যালেঞ্জ : উচ্চতর প্রাথমিক বিনিয়োগ এবং নকশা এবং রক্ষণাবেক্ষণে জটিলতা।
সঠিক পদ্ধতি নির্বাচন করা
উপযুক্ত কোর টানানোর পদ্ধতি নির্বাচন করা বিভিন্ন কারণের উপর নির্ভর করে যার মধ্যে রয়েছে:
- উৎপাদন ভলিউম : ম্যানুয়াল পদ্ধতিগুলি কম-ভলিউম, কাস্টম অর্ডারের জন্য ভাল কাজ করে, যেখানে হাইড্রোলিক সিস্টেমগুলি ব্যাপক উত্পাদনের জন্য উপকারী।
- অংশের জটিলতা : জটিল বিবরণ সহ জটিল ডিজাইনের জন্য জলবাহী সিস্টেমের নির্ভুলতা এবং শক্তির প্রয়োজন হতে পারে।
- বাজেটের সীমাবদ্ধতা : ম্যানুয়াল পদ্ধতিগুলি ছোট অপারেশনের জন্য সাশ্রয়ী, যেখানে মোটর চালিত এবং হাইড্রোলিক সিস্টেমগুলি আরও উল্লেখযোগ্য বিনিয়োগের প্রতিনিধিত্ব করে৷
টেবিল: কোর পুলিং পদ্ধতি ওভারভিউ
| পদ্ধতি | জন্য সেরা | মূল সুবিধা | চ্যালেঞ্জ |
|---|---|---|---|
| ম্যানুয়াল | ছোট ব্যাচ, প্রোটোটাইপ | কম খরচে, সহজ সেটআপ | ছোট অংশে সীমাবদ্ধ |
| মোটর চালিত | মাঝারি থেকে বড় উৎপাদন চলে | দক্ষতা, ধারাবাহিকতা | উন্নত সেটআপ প্রয়োজন |
| হাইড্রোলিক | বড়, জটিল অংশ | উচ্চ নির্ভুলতা, বল | উচ্চ প্রাথমিক খরচ |
স্বতন্ত্র কোর টানানোর পদ্ধতি 5 বোঝার মাধ্যমে , নির্মাতারা তাদের ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলিকে অপ্টিমাইজ করতে পারে, দক্ষতা এবং পণ্যের গুণমান উভয়ই উন্নত করে। উৎপাদন লক্ষ্য এবং আর্থিক বিবেচনার সাথে সামঞ্জস্যপূর্ণ জ্ঞাত সিদ্ধান্ত নেওয়ার জন্য এই জ্ঞান অত্যন্ত গুরুত্বপূর্ণ।
ম্যানুয়াল কোর টানা ছোট আকারের উত্পাদনের জন্য উপযুক্ত।সত্য
ম্যানুয়াল পদ্ধতিগুলি খরচ-কার্যকর এবং প্রোটোটাইপ বা কম-ভলিউম রানের জন্য আদর্শ।
হাইড্রোলিক কোর টানা ছোট অংশের জন্য সেরা।মিথ্যা
হাইড্রোলিক পদ্ধতিগুলি বৃহৎ, জটিল অংশগুলির জন্য উপযুক্ত যার জন্য স্পষ্টতা প্রয়োজন।
কার্যকরী কোর পুলিংয়ের জন্য কী বিবেচনা অপরিহার্য?
ইনজেকশন ছাঁচনির্মাণে কোর টান অত্যন্ত গুরুত্বপূর্ণ, জটিল জ্যামিতি সহ অংশগুলি অপসারণের সুবিধা দেয়। কার্যকরী কোর টান ডিজাইন, নির্ভুলতা এবং রক্ষণাবেক্ষণের প্রতি যত্নবান মনোযোগের দাবি রাখে।
কার্যকরী কোর টানানোর জন্য নির্ভরযোগ্য এবং মসৃণ অপারেশন নিশ্চিত করার জন্য একটি ভাল-পরিকল্পিত প্রক্রিয়া, নির্ভুলতা নিয়ন্ত্রণ এবং নিয়মিত রক্ষণাবেক্ষণ প্রয়োজন, এইভাবে ত্রুটি এবং ক্ষতি প্রতিরোধ করে।
নকশা বিবেচনা
কার্যকর কোর টানার ক্ষেত্রে অগ্রগণ্য বিবেচ্য বিষয়গুলির মধ্যে একটি হল কোর টানানোর প্রক্রিয়াটির নকশা। নকশাটি অবশ্যই প্লাস্টিকের অংশের নির্দিষ্ট বৈশিষ্ট্যগুলির জন্য দায়ী, যেমন অভ্যন্তরীণ গর্ত বা পাশের অবতল, যার জন্য মূল টান প্রয়োজন। একটি সুচিন্তিত নকশা নিশ্চিত করে যে প্রক্রিয়াটি জ্যামিং বা ছাঁচ বা অংশের ক্ষতি না করে কাজ করতে পারে।
মূল নকশা উপাদান:
- স্লাইডার এবং গাইড পিলার: স্লাইডার এবং বাঁকযুক্ত গাইড পিলারের পছন্দ গুরুত্বপূর্ণ। সারিবদ্ধতা বজায় রাখার সময় বারবার ব্যবহারের চাপ সামলাতে এই উপাদানগুলিকে যথেষ্ট শক্তিশালী হতে হবে।
- ওয়েজ ব্লক: অপারেশনের পরে স্লাইডারগুলি তাদের আসল অবস্থানে ফিরে আসে তা নিশ্চিত করতে ব্যবহৃত হয়।
একটি কার্যকরী নকশা পরিধান কমিয়ে দেয়, ছাঁচের আয়ুষ্কাল বাড়ায়। এই পদ্ধতিটি ত্রুটির কারণে ডাউনটাইম হ্রাস করে উত্পাদন দক্ষতার উন্নতির সাথে সারিবদ্ধ করে।
যথার্থ নিয়ন্ত্রণ
নির্ভুলতা কোর টানার আরেকটি গুরুত্বপূর্ণ ফ্যাক্টর। প্লাস্টিকের অংশের অখণ্ডতা বজায় রাখার জন্য প্রক্রিয়াটি অবশ্যই সঠিক আন্দোলনে সক্ষম হতে হবে। উচ্চ নির্ভুলতা নিশ্চিত করে যে অংশগুলি মাত্রিক এবং পৃষ্ঠের মানের প্রয়োজনীয়তা পূরণ করে।
এটি অর্জন করতে:
- আঁটসাঁট সহনশীলতা বজায় রাখুন: স্লাইডার এবং অন্যান্য অংশগুলির মধ্যে আঁটসাঁট সহনশীলতা নিশ্চিত করা ভুল সংযোজন রোধ করতে পারে এবং মসৃণ অপারেশন নিশ্চিত করতে পারে।
- উচ্চ-মানের সামগ্রীর ব্যবহার: মূল টানানোর প্রক্রিয়ার জন্য টেকসই উপকরণ নির্বাচন করা দীর্ঘায়ু এবং কর্মক্ষমতা উন্নত করতে পারে।
রক্ষণাবেক্ষণের প্রয়োজনীয়তা
কোর টান মেকানিজমকে সর্বোত্তমভাবে কাজ করার জন্য নিয়মিত রক্ষণাবেক্ষণ অপরিহার্য। রক্ষণাবেক্ষণের মধ্যে পরিধানের জন্য উপাদানগুলি পরীক্ষা করা, চলমান অংশগুলিকে লুব্রিকেটিং করা এবং যে কোনও ক্ষতিগ্রস্থ উপাদানগুলিকে অবিলম্বে প্রতিস্থাপন করা জড়িত।
রক্ষণাবেক্ষণের সর্বোত্তম অভ্যাস:
- নির্ধারিত পরিদর্শন: নিয়মিতভাবে নির্ধারিত পরিদর্শনগুলি কোনও ত্রুটির দিকে নিয়ে যাওয়ার আগে পরিধানগুলি সনাক্ত করতে পারে।
- উপাদান প্রতিস্থাপন: জীর্ণ বা ক্ষতিগ্রস্ত উপাদান সময়মত প্রতিস্থাপন ভাঙ্গন প্রতিরোধ করে।
এই রক্ষণাবেক্ষণের অনুশীলনগুলি মেনে চলার মাধ্যমে, নির্মাতারা নিশ্চিত করতে পারে যে তাদের মূল টান সিস্টেমগুলি দক্ষতার সাথে কাজ করে, ব্যয়বহুল উত্পাদন বাধাগুলি হ্রাস করে এবং সামঞ্জস্যপূর্ণ অংশের গুণমান নিশ্চিত করে।
এই বিবেচনাগুলি বোঝা অত্যাবশ্যক, বিভিন্ন প্রোডাকশন স্কেল জুড়ে ব্যবহৃত বিভিন্ন কোর টান পদ্ধতি 6 অপারেশনাল দক্ষতাকে আরও উন্নত করতে পারে।
স্লাইডার এবং গাইড স্তম্ভ কোর টানতে ভুল বিভাজন প্রতিরোধ করে।সত্য
স্লাইডার এবং গাইড স্তম্ভগুলি প্রান্তিককরণ বজায় রাখে, ভুল-বিন্যস্ত সমস্যা প্রতিরোধ করে।
কোর টান মেকানিজমের নিয়মিত রক্ষণাবেক্ষণ অপ্রয়োজনীয়।মিথ্যা
নিয়মিত রক্ষণাবেক্ষণ ব্রেকডাউন প্রতিরোধ করে এবং দক্ষ অপারেশন নিশ্চিত করে।
উপসংহার
কোরিং কৌশলগুলিকে আলিঙ্গন করা আপনার ইনজেকশন ছাঁচনির্মাণের দক্ষতা উল্লেখযোগ্যভাবে উন্নত করতে পারে। বর্জ্য হ্রাস করে এবং মসৃণ ডিমল্ডিং নিশ্চিত করে, আপনি উত্পাদনের গুণমান এবং আউটপুট উভয়ই উন্নত করতে পারেন।
-
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া এবং তাদের উপাদানগুলির মৌলিক বিষয়গুলি বুঝুন।: ইনজেকশন ছাঁচনির্মাণ কী, ইনজেকশন ছাঁচনির্মাণ মেশিন দেখতে কেমন, এবং কীভাবে ইনজেকশন … ↩
-
কোর টানানোর প্রক্রিয়ার বিস্তারিত কাজের নীতিগুলি অন্বেষণ করুন।: এখানে ইনজেকশন ছাঁচের জন্য 15 ধরনের সাইড কোর টানানোর প্রক্রিয়া রয়েছে। এর মধ্যে চার ধরনের… ↩
-
কীভাবে হাইড্রোলিক সিস্টেমগুলি ইনজেকশন ছাঁচনির্মাণে নির্ভুলতা বাড়ায় তা জানুন।: মৌলিক অপারেশনে একটি ছাঁচের দুটি অর্ধেক জড়িত, সাপোর্টিং প্ল্যাটেনগুলিতে মাউন্ট করা হয়, হাইড্রোলিক সিলিন্ডার ব্যবহার করে উচ্চ চাপে একসাথে আটকানো হয়। ↩
-
ইনজেকশন ছাঁচনির্মাণের মূল বিষয়গুলির উপর ভিত্তিগত অন্তর্দৃষ্টি অর্জন করুন।: ইনজেকশন ছাঁচনির্মাণ কী, ইনজেকশন ছাঁচনির্মাণ মেশিন দেখতে কেমন এবং ইনজেকশন কীভাবে … ↩
-
কোর টানানোর কৌশলগুলির বিশদ বিবরণ অন্বেষণ করুন।: এখানে ইনজেকশন ছাঁচের জন্য 15 ধরণের সাইড কোর টানানোর প্রক্রিয়া রয়েছে। এর মধ্যে চার ধরনের… ↩
-
উত্পাদন দক্ষতা অপ্টিমাইজ করার জন্য বিভিন্ন কোর টানানোর পদ্ধতি সম্পর্কে জানুন।: এখানে ইনজেকশন ছাঁচের জন্য 15 ধরনের সাইড কোর টানানোর পদ্ধতি রয়েছে। এর মধ্যে চার ধরনের… ↩




