
Двухклассные формы являются основой для литья под давлением 1 , предлагая простое и экономически эффективное решение для производства широкого спектра пластиковых деталей 2 . В этом сообщении мы рассмотрим, как работают эти формы, их применение и почему они остаются популярным выбором в производстве.
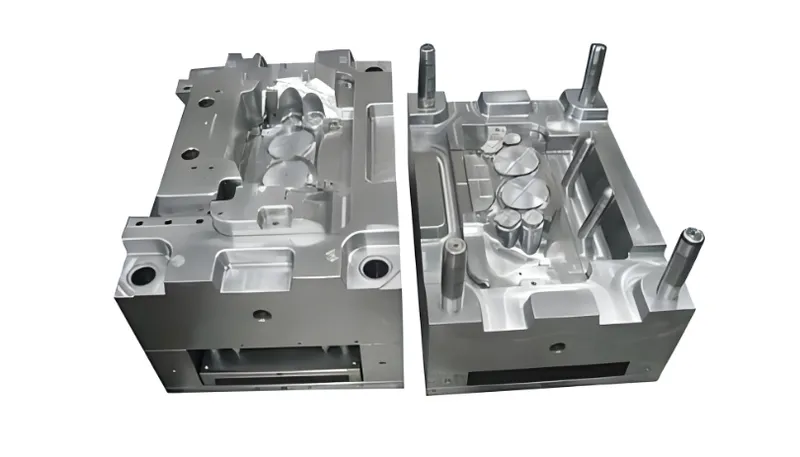
Двухкласная форма является самым простым типом впрыскиваемой формы, состоящей из двух основных частей: пластина с полостью и ядра, разделенной одной прощальной плоскостью. Он широко используется для производства пластиковых деталей путем введения расплавленного пластика в полость формы, позволяя ему остыть и затвердеть, а затем вытеснять деталь.
Понимание функциональности и применения двух пластиковых форм 3 имеет важное значение для тех, кто участвует в производстве, от дизайнеров продуктов до инженеров. Этот пост будет углубляться в детали того, как работают две плиты, их преимущества, ограничения и как они складываются с другими типами плесени.
Двухклассные формы являются наиболее часто используемыми формами в литье под давлением.Истинный
Из-за их простоты и экономической эффективности, две плиты являются выбором для многих применений для литья под давлением, особенно для производства простых деталей с большим объемом.
Двухклассные формы могут использоваться только для небольших деталей.ЛОЖЬ
Несмотря на то, что они идеально подходят для более мелких, более простых деталей, две плиты также могут быть разработаны для более крупных компонентов, хотя они могут столкнуться с проблемами со сложными геометриями или множественными настройками.
- 1. Что такое плесень с двумя тарелками?
- 2. Как функционирует плесень с двумя табличками?
- 3. Каковы применение двух пластиковых форм?
- 4. Каковы преимущества и недостатки двух пластиковых форм?
- 5. Как две плиты по сравнению с другими типами плесени?
- 6. Каковы ключевые соображения при разработке двух пластиковых форм?
- 7. Заключение
Что такое плесень с двумя тарелками?
Двухкласная форма, также известная как двухклассная впрыска, является наиболее основным и широко используемым типом плесени в литье под давлением. Он состоит из двух первичных пластин: полости и основной пластины, которая разделяется на одной плоскости расщепления. Плесень предназначена для создания пластиковых деталей путем введения расплавленного пластика в полость, где она охлаждается и затвердевает в желаемой форме.

Двухклассные формы характеризуются их простотой, при этом бегун и ворота расположены на плоскости прощания, что позволяет легко выбросить как деталь, так и системы бегуна.
| Тип пресс-формы | Прощальные плоскости | Сложность | Расходы |
|---|---|---|---|
| Двухкласная плесень | 1 | Низкий | Низкий |
| Три-пластинка | 2 | Середина | Середина |
| Пресс-форма для горячего бегуна | Варьируется | Высокий | Высокий |
Ключевые компоненты формы с двумя пластинками
-
Пластина полости : содержит полость, которая образует внешнюю форму детали.
-
Сердечная пластина : содержит ядро, которое образует внутреннюю форму детали.
-
Sprue and Runner System : каналы, через которые впрыскивается расплавленный пластик в полость.
-
Система выброса : обычно выталкивающие штифты, которые выталкивают затвердевшую часть из формы.
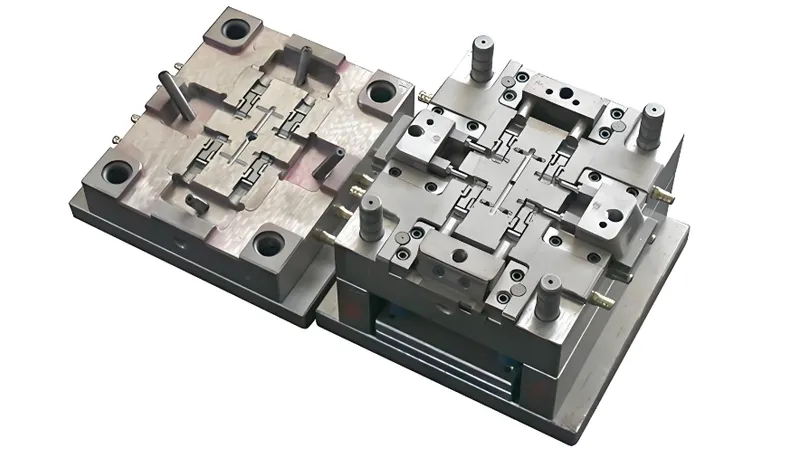
Двухклассные формы идеально подходят для деталей с простыми геометриями и обычно используются в таких отраслях, как упаковка, потребительские товары и автомобильное производство для больших объемов.
Двухклассные формы используются только для основных пластиковых деталей.ЛОЖЬ
Несмотря на то, что они идеально подходят для простых деталей, две плиты могут также обрабатывать более сложные конструкции с тщательным планированием, хотя они не могут быть лучшим выбором для очень сложных деталей.
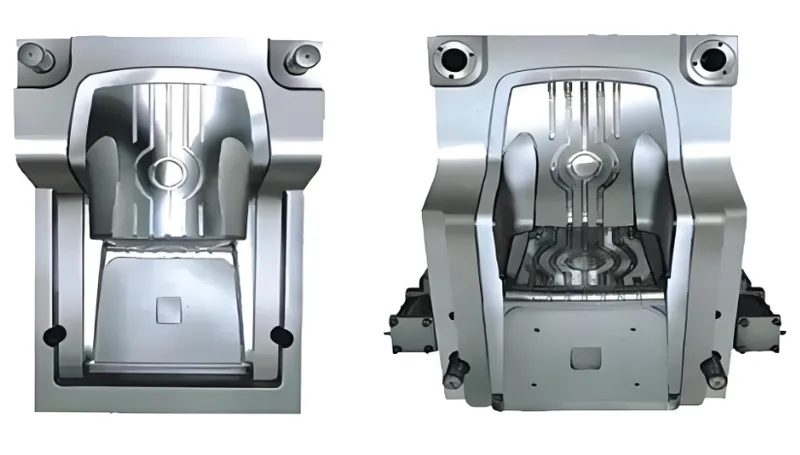
Как функционирует плесень с двумя табличками?
Функциональность формы с двумя пластинами проста, но высокоэффективна. Процесс включает в себя несколько ключевых этапов, которые обеспечивают производство последовательных высококачественных пластиковых деталей.
Двухкласная плесень функционирует путем закрытия формы, впрыскивая расплавленный пластик в полость, охлаждая пластик, чтобы затвердеть, открывая форму и выбросив деталь вместе с системой бегуна.
Пошаговый процесс
-
Закрытие плесени : полость и основные пластины объединяются в прощальной плоскости, образуя герметичную полость.
-
Инъекция : расплавленный пластик вводится через липку и систему бегунов в полость под высоким давлением.
-
Охлаждение : пластик охлаждается и затвердевает внутри формы, принимая форму полости.
-
Открытие плесени : плесень расщепляется на прощальной плоскости, разделяя полость и ядра.
-
Выброс : выталкивающие штифты выталкивают затвердевшую часть и прикрепленную систему бегунов из формы.
| Шаг | Ключевые параметры | Примечания |
|---|---|---|
| Инъекция | Давление: высокий для заполнения | Зависит от материала и размера части |
| Охлаждение | Время: 10-60 секунд | Под влиянием толщины части |
| выброс | ПРИНЯТНЫЕ УГОЛЫ: 1-2 ° | Обеспечивает плавную часть выпуска |
Простота этого процесса обеспечивает более короткое время цикла, что делает две плиты, идеально подходящими для производства больших объемов.
Двухклассные формы требуют ручного удаления системы бегуна.ЛОЖЬ
В большинстве случаев система бегунов выбросает вместе с детали и может быть автоматически разделена при пост-обработке, хотя некоторые настройки могут потребовать ручного вмешательства.
Каковы применение двух пластиковых форм?
Двухклассные формы являются универсальными и находят приложения в различных отраслях из-за их экономической эффективности и эффективности.
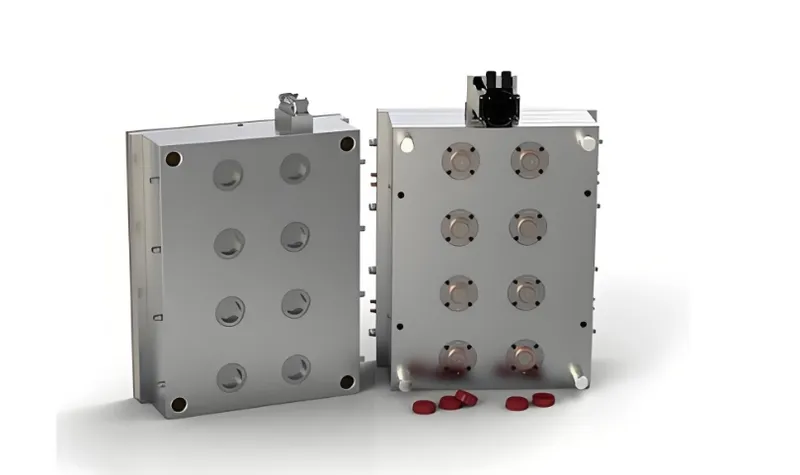
Двухклассные формы обычно используются в упаковке, потребительских товарах и автомобильной промышленности для производства таких предметов, как крышки для бутылок, контейнеры и компоненты внутренних автомобилей.

Промышленные примеры
-
Упаковка : крышки для бутылок, крышки и контейнеры.
-
Потребительские товары : игрушки, предметы домашнего обихода и одноразовые столовые приборы.
-
Автомобиль : внутренняя отделка отделки и компоненты приборной панели.
Эти формы особенно подходят для деталей, которые являются плоскими или имеют простую геометрию, где систему бегунов можно легко управлять.
Двухклассные формы не подходят для сложных деталей.Истинный
Хотя их можно использовать для некоторых сложных деталей, двух пластиковые формы менее эффективны для конструкций, требующих множественных ворот или сложных геометрий, где предпочтительны формы с тремя табличками или горячим бегуном.
Каковы преимущества и недостатки двух пластиковых форм?
Понимание плюсов и минусов двух пластиковых форм имеет решающее значение для принятия решения о том, когда их использовать в производстве.
Двухклассные формы предлагают простоту, более низкую стоимость и более быстрое время цикла, но ограничены их неспособностью обрабатывать сложные геометрии без проблем с балансировкой потока.
Преимущества
-
Эффективное 4 : меньше компонентов и более простого дизайна снижают производственные затраты.
-
Более быстрое время цикла 5 : одиночная плоскость прощания обеспечивает более быстрое открытие и закрытие плесени.
-
Простота технического обслуживания : более простая структура облегчает ремонт и корректировку.
Недостатки
- Ограничено более простыми частями : не идеально для деталей, требующих нескольких ворот или сложных форм.
-
Отходы бегуна : система бегунов должна быть выброшена с частью, что приводит к материальным отходам.
-
Проблемы с балансировкой потока : в мультиколевых формах, обеспечение даже заполнения может быть сложным.
| Преимущество | Недостаток |
|---|---|
| Бюджетный | Ограничен простыми геометриями |
| Быстрое время цикла | Отходы бегуна |
| Простота обслуживания | Балансировка потока в мультиколевых формах |
Двухклассные формы являются наиболее экономически эффективным вариантом для всех проектов литья под давлением.ЛОЖЬ
Несмотря на то, что они экономически эффективны для простых, больших объемов, более сложные проекты могут извлечь выгоду из точности и экономии материалов горячих форм бегуна, несмотря на более высокие начальные затраты.
Как две плиты по сравнению с другими типами плесени?
Сравнение двух пластиковых форм с другими общими типами плесени, такими как плесени с тремя тарелками и горячим бегуном, помогает в выборе правой формы для конкретных применений.

Двухклассные формы проще и дешевле, чем тройные и горячие формы, но не имеют гибкости для сложных деталей или эффективности материала.
Сравнительная таблица
| Тип пресс-формы | Прощальные плоскости | Система бегунков | Лучшее для |
|---|---|---|---|
| Двухкласная плесень | 1 | Холодный бегун | Простые, большое количество деталей |
| Три-пластинка | 2 | Холодный бегун, отдельный | Части, нуждающиеся в нескольких воротах |
| Пресс-форма для горячего бегуна | Варьируется | Нет отходов бегуна | Сложные, высокие детали |
-
Три пластинчатые формы : оснащены дополнительной пластиной, которая отделяет систему бегуна от детали, что позволяет более точное размещение затвора, но увеличивая сложность и время цикла.
-
Горячие формы бегуна : полностью устраните систему бегунов, сохраняя пластиковую расплавленную, уменьшая отходы, но значительно увеличивая стоимость и сложность.
Горячие формы бегуна всегда лучше, чем две плиты.ЛОЖЬ
Горячие формы бегуна предлагают преимущества в сбережениях и точке материалов, но они являются более дорогими и сложными, что делает две плиты лучшим выбором для более простых, чувствительных к стоимости проектов.
Каковы ключевые соображения при разработке двух пластиковых форм?
Проектирование двух таблички требует внимательного внимания к нескольким факторам, чтобы обеспечить оптимальную производительность и качество части.
Ключевые конструктивные соображения для двух пластиковых форм включают геометрию части, выбор материала, размещение затвора и механизмы выброса.
Проектный контрольный список
-
Геометрия части : убедитесь, что часть является простой и плоской, избегая сложных функций, которые требуют нескольких ворот.
-
Размещение ворот 6 : Совместите ворота с прощальной плоскостью для легкого выброса.
-
Углы черновика : включите 1-2 ° углов для смягчения гладкой части.
-
Выбор материала 7 : Выберите термопластики, такие как ABS, PP или HDPE, учитывая усадку и свойства потока.
-
Система выброса : разработка эффективной системы выброса, обычно с использованием выводов.
| Рассмотрение | Важность |
|---|---|
| Геометрия детали | Должен быть простым для двух пластин |
| Размещение ворот | Критическое для выброса и потока |
| Материал | Влияет на усадку и время цикла |
Выбор материала не оказывает влияния на конструкцию двух пластиковой формы.ЛОЖЬ
Различные материалы имеют различные скорости усадки и характеристики потока, которые должны учитываться в конструкции плесени, чтобы обеспечить качество части.
Заключение
Двухклассные формы являются фундаментальным инструментом в литье под давлением, предлагая баланс простоты, экономической эффективности и эффективности для производства широкого спектра пластиковых деталей. Несмотря на то, что они лучше всего подходят для простых геометрий и масштабного производства, их ограничения в обработке сложных деталей делают необходимым для тщательного рассмотрения требований проекта.
Понимая, как функционируют двумя пластинами, их применением и как они сравниваются с другими типами плесени, производители могут принимать обоснованные решения, которые оптимизируют производство и снижают затраты.
Двухклассные формы являются неотъемлемой частью процесса литья под давлением, и их роль в производстве не может быть переоценена. Независимо от того, производите ли вы упаковочные материалы или автомобильные компоненты, овладение использованием двух пластиковых форм может привести к значительному повышению эффективности.
-
Узнайте о процессах и применениях литья инъекции, чтобы увидеть, как они влияют на различные отрасли и дизайн продуктов. ↩
-
Откройте для себя разнообразные применение пластиковых деталей, чтобы оценить их роль в повседневных продуктах и промышленном использовании. ↩
-
Исследуйте преимущества двух пластиковых форм, чтобы понять, почему они предпочитают производство для эффективности и экономической эффективности. ↩
-
Узнайте, как экономически эффективные методы могут повысить эффективность производства и снизить общие производственные затраты. ↩
-
Откройте для себя ключевые факторы, которые приводят к более быстрому времени цикла и тому, как они могут принести пользу вашему производственному рабочему процессу. ↩
-
Узнайте, почему размещение ворот имеет решающее значение для выброса и потока в двух пластинах, обеспечивая оптимальную производительность. ↩
-
Узнайте о важности выбора материала в двухклассных формах для повышения качества части и эффективности производства. ↩



