I recall the first moment I dealt with polycarbonate; I felt astonished by its toughness and transparency. It’s a preferred substance in production, but what is the right way to shape it using injection molding?
To effectively injection mold polycarbonate, ensure uniform wall thickness, select appropriate mold materials like H13 steel, maintain precise drying conditions, and optimize injection parameters such as pressure and speed.
Though this part gives a brief summary, studying more about each step helps you understand and solve particular issues in polycarbonate molding. Continue reading to find detailed information and expert advice for really good outcomes.
Polycarbonate has higher temperature resistance than ABS.True
Polycarbonate endures higher temperatures than ABS, increasing its strength.
What Are the Key Properties of Polycarbonate for Injection Molding?
Polycarbonate is famous for being strong and useful, so it is a favorite in injection molding. But why is it so perfect for this method?
Polycarbonate’s key properties for injection molding include high strength and toughness, excellent impact resistance, transparency, dimensional stability, and superior temperature resistance.
High Strength and Toughness
Polycarbonate (PC) is very strong and tough, making it very useful in injection molding. It is excellent for creating parts that need to last a long time. Compared to ABS plastic1, polycarbonate is much stronger and handles heat better. However, it costs more and is harder to process.
Clear and See-Through
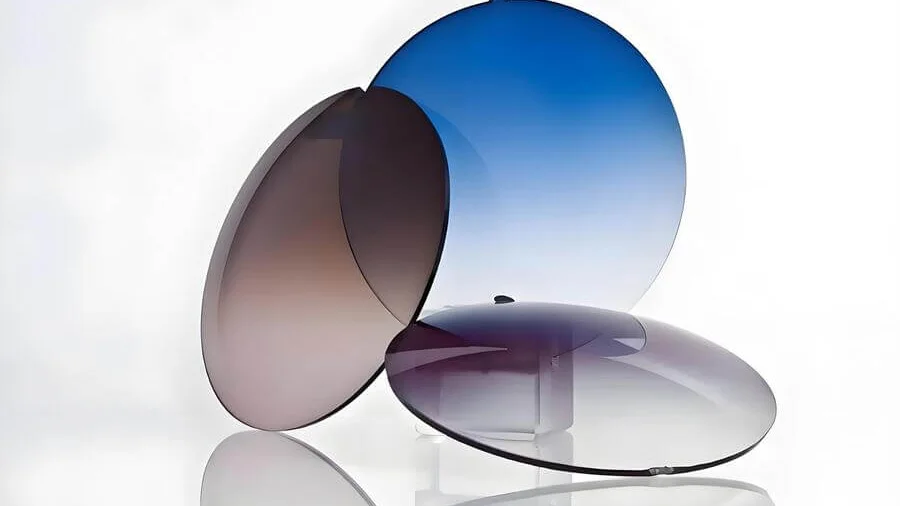
Polycarbonate is very clear, like glass. It is great for things like eyeglass lenses and other optical devices. It lets light pass through without bending, which is very helpful in the optical field2.
Stays in Shape
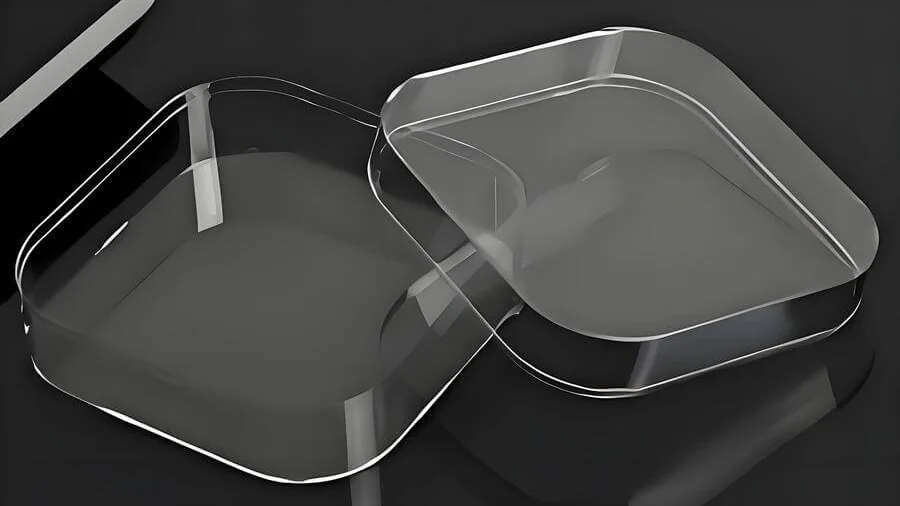
Polycarbonate maintains its shape and size under different conditions. This stability is crucial when precision is required, such as in mobile phone covers or computer screens.
Heat-Resistant
Polycarbonate works well in high heat, up to 120-130°C. It remains strong and does not change under heat stress. Its glass transition temperature is around 145-150°C.
Compare with Other Plastics
| Property | Polycarbonate | ABS | PP | PVC |
|---|---|---|---|---|
| Strength | High | Moderate | Lower | Low |
| Temperature Resistance | Excellent | Moderate | Low | Low |
| Transparency | Excellent | Moderate | Low | Low |
| Environmental Impact | Non-toxic | Varies | Varies | Less eco-friendly |
- Compared with PP: Polycarbonate is stronger, tougher, and clearer but also denser and more expensive.
- Compared with PVC: Polycarbonate is non-toxic and better at handling heat and strength.
Uses
Polycarbonate serves many purposes due to its useful qualities:
- Electronics: Perfect for mobile phone cases and electrical parts.
- Automotive: Used in lamp covers and bumpers.
- Construction: Often used in sunrooms and curtain walls.
- Optics: Ideal for lenses and other optical tools.
All these uses benefit from polycarbonate’s special qualities. By knowing these details, manufacturers might use polycarbonate better in their molding work to achieve superior outcomes.
Polycarbonate has higher strength than ABS plastic.True
Polycarbonate shows much more strength than ABS.
Polycarbonate is less transparent than PVC.False
Polycarbonate provides very clear visibility, better than PVC.
How Do You Prepare Polycarbonate for Injection Molding?
Getting polycarbonate ready for injection molding involves a few important steps. Choosing the correct resin is crucial. Setting the right drying conditions is very important too. Each part of this process really matters for good product quality.
Preparing polycarbonate for injection molding requires selecting suitable PC resin, ensuring thorough drying to reduce moisture below 0.02%, and storing materials in a dry, cool environment to maintain quality.

Choosing the Right Polycarbonate Resin
Begin by picking the correct polycarbonate (PC) for injection molding. Think about what the application demands – maybe it needs a general-purpose type, one that resists flames, or an optical type. Each kind has special traits fit for various industries like electronics or cars.
For instance, an optical type is perfect for things that need good see-through quality, like glasses lenses.
Proper Drying Conditions
Water can badly affect the quality of polycarbonate items created by injection molding. Thus, drying the resin becomes vitally important to get rid of moisture. Keep the drying heat between 120°C and 130°C for 4 to 6 hours. This step brings moisture low, under 0.02%, which is key to stopping issues like bubbles or weak strength.
A controlled drying area gives steady results. Using a desiccant dryer quite possibly helps keep temperatures and humidity steady.
Storage and Handling of Polycarbonate Resin
Polycarbonate resin needs a cool, dry spot to avoid taking in water and getting worse. Good storage means a place with 20°C to 30°C heat and no more than 60% relative humidity. Correct storage probably increases the life of the material and keeps it ready for processing.
Preparing Equipment and Molds
Before molding starts, be sure that all machines and molds are clean and free from dirt. Molds of H13 steel are suggested due to their ability to handle heat and their toughness. Looking after molds, like cleaning and checking them often, is very important for fine finishes on the last products.
Setting Up Injection Molding Parameters
Adjusting the injection settings is really vital for successful molding. This involves changing the injection pressure, speed, and screw speed based on how the polycarbonate flows and its traits. It’s usually good to begin with lower settings and then increase slowly to get good results without putting stress or making mistakes in the molded pieces.
Learning more about choosing the right polycarbonate resin for specific purposes3 and improving your mold setup probably helps, so keep exploring sources that suit your manufacturing goals.
Polycarbonate resin drying should be 4-6 hours at 120°C-130°C.True
Good drying conditions lower moisture content below 0.02%, avoiding defects.
Optical-grade polycarbonate is best for automotive parts.False
Optical-grade polycarbonate fits well for situations needing high clarity, such as lenses.
What Are the Ideal Injection Molding Parameters for Polycarbonate?
For high-quality injection molding of polycarbonate, precise control over molding settings is essential. These settings cover injection pressure, speed and temperature, suited to the material’s traits and product design.
The ideal injection molding parameters for polycarbonate involve maintaining an injection pressure of 100-150 MPa, an injection speed of 30-80 mm/sec, and a screw speed of 30-60 rpm, ensuring optimal product quality and minimal defects.
Understanding Polycarbonate’s Special Features
Polycarbonate (PC) is renowned for its excellent impact resistance, transparency, and thermal stability, which makes it a preferred choice in various industries like electronics, automotive, and construction. However, its unique properties also demand careful attention to injection molding parameters to harness its full potential.
Injection Pressure
The injection pressure for polycarbonate is typically set between 100 to 150 MPa. This range ensures the resin fills the mold completely, especially for complex or thick-walled products. Higher pressures may be necessary for intricate designs to overcome the material’s lower fluidity.
Injection Speed
Injection speed is another critical parameter that needs precise adjustment. For polycarbonate, an injection speed ranging from 30 to 80 mm/sec is recommended. Slower speeds are often employed for parts with high cosmetic requirements to prevent flow marks and fusion lines. Conversely, faster speeds can help ensure complete filling in simpler designs.
Screw Speed
The screw speed should be maintained between 30 to 60 rpm. This setting aids in achieving a balance between mixing efficiency and thermal degradation risks. An excessively high screw speed might lead to overheating and degradation of the polymer, affecting the mechanical properties of the final product.
Mold Temperature
Maintaining an appropriate mold temperature is crucial for reducing internal stresses and ensuring good surface quality. The mold temperature for polycarbonate typically ranges between 80°C and 110°C. Uniform mold temperature helps in minimizing defects such as warping and residual stresses.
Cooling Time
Proper cooling time is essential to ensure dimensional stability and reduce shrinkage. The cooling time is dependent on the wall thickness and product design but should be optimized to allow uniform solidification without excessive cycle times.
Table: Ideal Injection Molding Parameters for Polycarbonate
| Parameter | Ideal Range |
|---|---|
| Injection Pressure | 100 – 150 MPa |
| Injection Speed | 30 – 80 mm/sec |
| Screw Speed | 30 – 60 rpm |
| Mold Temperature | 80°C – 110°C |
| Cooling Time | Depends on thickness |
By adhering to these ideal parameters, manufacturers can achieve optimal results when injection molding polycarbonate4, leading to high-quality products with minimal defects and reduced production costs.
Injection pressure for polycarbonate is 100-150 MPa.True
Polycarbonate needs this pressure level to fill molds well.
Cooling time for polycarbonate is always 10 minutes.False
Cooling time changes depending on wall thickness and design.
How Can Common Injection Molding Defects Be Avoided When Using Polycarbonate?
Preventing flaws in polycarbonate injection molding demands accurate management of many elements, from preparing the material to designing the mold.
To avoid common injection molding defects in polycarbonate, ensure uniform wall thickness, optimize mold cooling, and adjust injection parameters like pressure and speed.

Understanding Polycarbonate’s Material Properties
Polycarbonate (PC) is valued for its strength and optical clarity, making it suitable for applications ranging from electronic casings to optical lenses. However, its poor fluidity5 demands higher molding temperatures and pressures, which can lead to defects if not managed properly.
Designing for Uniform Wall Thickness
One of the most crucial aspects in avoiding defects is maintaining a uniform wall thickness. Polycarbonate parts should ideally have walls between 1-5 mm thick to prevent issues like shrinkage or internal stress. For complex designs, gradual transitions between varying wall thicknesses are essential to reduce stress concentrations.
Selecting the Right Mold Material
Given polycarbonate’s high molding temperature, mold materials must withstand significant heat. Steel grades such as H13 or S136 are recommended due to their strength and heat resistance. These materials help maintain dimensional stability6 and surface quality.
| Steel Grade | Properties |
|---|---|
| H13 | Good thermal strength |
| S136 | High polishability and corrosion resistance |
Optimizing Mold Cooling Systems
An efficient cooling system is critical for preventing defects like warping and uneven shrinking. Cooling waterways should be symmetrically arranged, with diameters ranging from 8-12 mm. Ensuring uniform mold temperature can significantly enhance productivity and quality.
Fine-Tuning Injection Molding Parameters
Adjusting parameters such as injection pressure and speed can mitigate issues like flow marks or insufficient filling. Typical settings include:
- Injection Pressure: 100 – 150 MPa
- Injection Speed: 30 – 80 mm/sec
- Screw Speed: 30 – 60 rpm
Each parameter should be calibrated according to the part’s complexity and size to prevent defects such as fusion lines or stress cracking.
Addressing Common Defects
Some frequent injection molding defects include:
- Insufficient Filling: Increase injection pressure and speed, and check gate size.
- Shrinkage: Optimize cooling times and mold temperature.
- Flow Marks: Reduce injection speed, increase mold temperature.
- Fusion Lines: Optimize gate design and improve temperature consistency.
By understanding the interplay between these factors, manufacturers can effectively minimize defects in polycarbonate injection molding, ensuring high-quality, durable products.
Uniform wall thickness prevents shrinkage in polycarbonate.True
Uniform wall thickness spreads stress equally, decreasing shrinkage.
H13 steel is unsuitable for polycarbonate mold due to low heat resistance.False
H13 steel fits well because it possesses strong thermal capability and resists heat effectively.
Conclusion
Learning polycarbonate injection molding improves product quality and performance. Use these methods for better results in your projects.
-
Explore polycarbonate’s superior strength over ABS plastic.: Polycarbonate vs. ABS: Physical Properties … Polycarbonate has greater tensile strength, higher heat deflection temperature, and flexibility … ↩
-
Discover how polycarbonate’s transparency benefits optical applications.: What are the Applications for Optical Grade Polycarbonate? · Aftermarket automotive parts · Architectural glazing (medical facilities, retail and government … ↩
-
Gain insights into selecting appropriate resin grades for various uses.: When choosing the right resin for your application, clearly understand the physical requirements of the product, including environmental conditions, potential … ↩
-
Discover optimal settings for pressure, speed, and temperature.: Injection pressure: The recommended injection pressure for polycarbonate is typically 70-100 MPa; however, this may vary depending on the size … ↩
-
Explore why polycarbonate’s fluidity impacts injection molding processes.: The technological characteristics of PC include: the viscosity of molten PC is not so sensitive to shear rate, but temperature; no clear melting … ↩
-
Learn how dimensional stability ensures consistent product quality.: The degree to which molded parts shrink as they cool is largely dependent upon the composition of the material being processed. ↩