

Do you struggle with difficult plastic flow problems during molding? I definitely do and I have picked up some tips.
Improve plastic flow at the gate by refining gate design. Adjust molding temperature and pressure. Select materials with high fluidity. These ideas lead to smoother flows. Fewer defects result. Production efficiency really improves.
I remember my early days in the mold industry when gate design seemed like a difficult puzzle. The right gate type performs wonders. Fan gates or latent gates often saved me with tricky plastics that flowed poorly. Changing the gate size changed everything for me; it’s all about balancing shear rate and fill time for each product.
Molding parameters were key. Increasing the injection temperature or pressure, while watching plastic stability, helped a lot. High-fluidity materials or trying lubricants like calcium stearate really changed outcomes. Every change taught me something new. Adapting strategies to specific projects is very important.
Increasing gate size reduces shear heat generation.True
Larger gates lower flow rate, reducing shear heat and improving melt fluidity.
High injection pressure can cause mold deformation.True
Excessive pressure may exceed mold strength, leading to deformation or damage.
How Does Gate Design Affect Plastic Melt Flow?
Picture working diligently on a design, only to discover the gate design fails to support the melt flow. This detail plays a crucial role in deciding the success of your project. Such factors can really determine your project’s outcome.
Gate design changes how plastic melts flow by affecting shear rates, temperature and thickness. Selecting the right gate shape and size allows for better flow. This leads to efficient mold filling and top-quality products.
Choosing the Right Gate Type
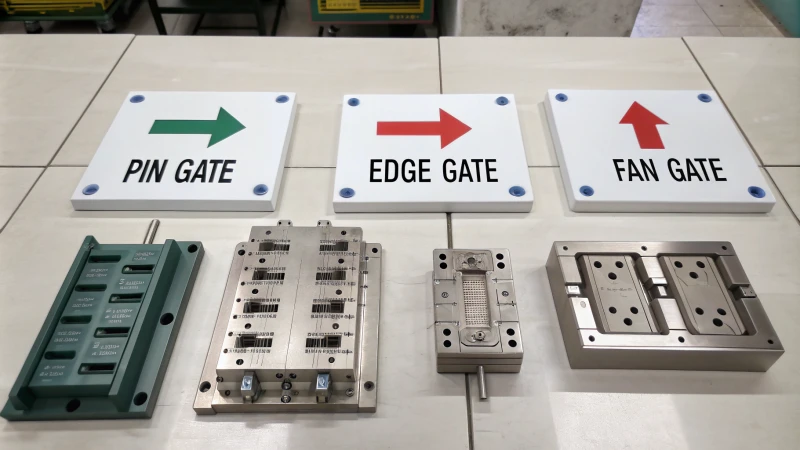
Each gate type affects how the material moves. Point gates have tiny openings that heat up the melt due to high shear, allowing it to move more easily. This surprised me when I first learned about them. Materials that do not flow well benefit from fan gates, as they provide an easier path for the melt. The special latent gate cuts off by itself when you remove the mold. It is important to choose the type that fits your needs.
| Gate Type | Benefits | Considerations |
|---|---|---|
| Point | High shear rate for improved fluidity | Risk of spraying |
| Fan | Smooth cavity entry, reduced resistance | May need larger area |
| Latent | Automatic cutoff, customizable angles | Complex design needed |
Adjusting the Gate Size
I once chose a gate size that was too small. This mistake highlighted the need for balance. Small gates increase shear, creating more heat, which helps flow but might also cause defects like melt spraying. Larger gates slow things down, offering smoother flow with less heat. The decision depends on the material. Thin walls may benefit from smaller gates for faster flow.
The size of the gate determines flow rate1 and shear heat generation. Increasing cross-sectional area reduces flow rate and shear heat but prolongs filling time.
Controlling Molding Process Parameters
Injection Temperature
A small change in temperature can transform everything. Raising injection temperature decreases plastic melt viscosity, enhancing fluidity; however, excessive heat may degrade materials like polypropylene (PP), affecting product quality2. Finding the right balance is essential.
Injection Pressure and Speed
Pressure pushes the melt through the mold, but too much pressure might deform it. Speed is tricky; moving too quickly can create bubbles in thin areas. Higher pressure overcomes resistance but risks mold deformation while faster speeds reduce viscosity but might introduce defects such as bubbles in thin-walled products.
Selecting Suitable Materials and Additives
High-Fluidity Plastics
Plastics like polyethylene are easy to work with due to their high fluidity; they simplify dealing with flow problems3.
Additives
Lubricants such as calcium stearate really help materials flow smoothly without losing quality by reducing viscosity between molecules.
Properly adjusting their concentration enhances melt flow4 without compromising product integrity.
Fan gates reduce melt flow resistance.True
Fan gates allow smooth entry of melt, reducing flow resistance.
High injection pressure always prevents defects.False
Excessive pressure can cause mold deformation and overflow issues.
What Process Parameters Should Be Controlled?
Ever wondered how a simple tweak in temperature or pressure can transform manufacturing outcomes?
Important factors to watch are temperature, pressure and injection speed. Changes to these help the product quality. These adjustments optimize how the material moves. Product issues decrease during production.

Temperature Control
When I began in mold design, I faced challenges. I soon understood that controlling process details is key to creating a great product. Adjustments in temperature or pressure impact the final result a lot.
I clearly remember when I first realized the importance of temperature. I worked with polypropylene and missed the mark by a few degrees. The plastic began to break down quickly. Temperature greatly affects production, for instance, by changing how plastic flows. But too much heat can ruin materials.
| Material | Optimal Range (°C) |
|---|---|
| Polypropylene (PP) | 180-240 |
| Polystyrene (PS) | 180-280 |
Adjusting the injection temperature5 can enhance fluidity, but exceeding optimal ranges may degrade materials.
Pressure Parameters
Once, we were working on a tough mold. Using higher pressure helped us solve flow resistance issues. Our improvements were exciting, but we had to be careful about mold deformation. It’s very important to balance pressure with the material’s toughness.
Injection pressure is another critical parameter. Increasing pressure can help overcome flow resistance but may lead to mold deformation if not properly regulated. It’s vital to balance pressure according to the material’s strength6.
Injection Speed
Injection speed taught me early lessons. I often rushed thinking faster meant better. Oh, I was wrong! Right speed settings prevent heat and bubbles with complex designs.
Properly adjusting the injection speed affects shear heat generation at the gate. For complex shapes, higher speeds ensure timely cavity filling and reduce risks of melt ejection and bubbles.
Material Selection
Choosing materials is an art. Using high-fluidity materials like polyethylene and polypropylene really eases flow issues.
Selecting high-fluidity materials can significantly reduce flow challenges. Polyethylene (PE) and polypropylene (PP) are excellent choices for smooth processing.
Additionally, adding lubricants like calcium stearate7 further enhances material flow.
Gate Design Optimization
Optimizing gate design was a breakthrough for me; it changed fluid motion significantly in my projects.
The right gate choice can change fluid motion significantly:
- A point gate8 creates better flow through higher shear rates,
- A fan gate stabilizes changes in melt velocity,
and even gate size influences heat and fill time.
| Gate Type | Characteristics |
|---|---|
| Point Gate | High shear rate |
| Fan Gate | Smooth entry |
Thinking back, understanding these details is not just about technique; it’s about transformation. Each project is a chance to improve my skills and surpass expectations in pursuit of high-quality manufacturing.
Fan gates reduce flow resistance in plastic molding.True
Fan gates allow smooth entry of melt, reducing flow rate changes.
High injection pressure always improves mold filling.False
Excessive pressure can cause mold deformation and overflow issues.
Which Plastic Materials Enhance Fluidity?
Do you ever stand surrounded by plastic, curious about which types easily slide into molds?
Plastics like polyethylene (PE) and polypropylene (PP) move smoothly. They really fit well for injection molding. Additives like calcium stearate help them move even better. They lower viscosity.

High-Fluidity Plastics
At the start of my work with molds, polyolefins like polyethylene (PE) and polypropylene (PP) became my go-to materials. These plastics are not ordinary. They really stand out for their fluidity. Their low thickness lets them slip easily into even the trickiest molds. PE is especially popular in packaging because it flows well and blocks things from coming through. PE is dependable. It feels like a friend who never lets you down.
| Plastic Type | Fluidity | Common Use |
|---|---|---|
| Polyethylene (PE) | High | Packaging |
| Polypropylene (PP) | High | Automotive |
Improving Fluidity with Additives
Once, I struggled with polycarbonate that refused to flow properly. Then I learned about lubricants such as calcium stearate. A small amount transformed the plastic, letting it flow smoothly and keeping its strength while sliding into molds. It was like finding a hidden treasure in my plastic-working process.
Adding lubricants can significantly improve the fluidity of plastics. Lubricants like calcium stearate act at the molecular level to reduce friction and viscosity.
For instance, a small percentage of calcium stearate can be mixed into polycarbonate (PC) to enhance its flow without compromising its structural integrity. This technique is beneficial in engineering applications9 where precision and strength are required.
Optimizing Gate Design
I got deeply involved in gate design too. Realized quickly that the gate type really affects plastic flow. Fan gates spread the flow over a large area. Point gates raise the heat, which gets the plastic flowing faster, but there can be problems like melting if not careful.
The design of the gate in molds plays a crucial role in fluidity. Using fan gates or point gates can adjust the shear rate, impacting how smoothly the plastic melt flows into the cavity.
A smaller gate increases shear heat, thus improving fluidity but can also lead to issues like melt spraying if not properly managed.
Molding Process Parameters
Adjusting injection temperatures is like tuning an instrument. Higher temperatures make plastic flow better; too high, though, and it gets damaged, like playing a wrong note in a lovely song.
Speed and pressure also need careful control to keep polycarbonate defect-free.
You need balance to get things right.
Process parameters such as injection temperature, pressure, and speed must be controlled meticulously.
For instance, an increased injection temperature reduces melt viscosity, enhancing fluidity; however, this must be balanced against potential degradation issues.
By getting these details right, I have seen production go much smoother—very satisfying! I am very happy knowing the process is better,
saving time and improving product quality.
Learning these small things helped me a lot as a product designer10.
My designs are not just useful but also well-made.
Point gates increase shear rate of plastic melt.True
Point gates have small cross-sectional areas, increasing shear rate.
Increasing injection pressure always prevents mold deformation.False
Excessive injection pressure can cause mold deformation and overflow.
How Do Additives Enhance Melt Flow Efficiency?
Do you ever wonder how small changes cause big impacts in manufacturing? Additives probably hold the secret to improving melt flow efficiency in plastics.
Additives greatly improve the melting process by lowering the thickness of the polymer. They simplify production and lead to a smooth, final product. These additives change the material’s physical and chemical traits. Additives really help the material flow better during shaping or pressing activities.

Understanding Melt Flow Efficiency
I recall when I first discovered additives and how they change manufacturing. It felt like finding a secret key that could change everything. In a busy mid-sized manufacturing area, where accuracy and speed are vital, knowing how these small helpers work became essential for me.
Melt flow efficiency means more than just moving from point A to point B; it means moving with skill. It helps every product meet high standards, especially in consumer electronics. Additives quietly help this process, adjusting polymer viscosity for smooth flow.
Types of Additives
Over time, I’ve grown to value various additives:
- Lubricants: These reduce friction between polymer chains, leading to smoother flow. A small amount of calcium or zinc stearate can cause a big difference.
- Plasticizers: These add a bit of flexibility to stiff polymer chains, lowering viscosity and improving flow.
- Processing Aids: Substances like fluoropolymers make things run smoothly backstage, reducing issues like melt fracture.
| Additive Type | Function |
|---|---|
| Lubricants | Reduce friction, enhance flow |
| Plasticizers | Increase flexibility, lower viscosity |
| Processing Aids | Improve processing, reduce defects |
How Additives Work
Molecular magic occurs with additives. They change the physical or chemical traits of polymers, similar to salt enhancing a dish’s flavor. Lubricants, for instance, lower melt viscosity for easier mold passage.
Choosing the Right Additive
Picking the correct additive requires skill. One must know the polymer and desired final product traits. Polyolefins with high fluidity benefit from specific lubricants for best results – finding balance is crucial.
Incorporating additives should be done with precision. Too much can lead to degradation of material properties; too little may not achieve desired enhancements.
For example, selecting high-fluidity materials11 like polyolefins can benefit from certain lubricants to maximize efficiency.
Impact on Product Quality
Improving melt flow efficiency leads to uniform products with better finishes, fewer defects and stronger mechanical traits. This is vital in precise fields like electronics, where tiny flaws matter greatly.
Adjusting gate design and choosing proper plastic materials can support additive use for a complete approach to improving melt flow. For example,
optimize gate design12 techniques can be explored alongside additive use for a comprehensive approach to improving melt flow efficiency.
Using these insights has not only uplifted product quality but also deepened my expertise as a designer. It’s amazing how small elements can hugely impact production results.
Increasing gate size reduces shear heat generation.True
A larger gate size lowers flow rate, reducing shear heat.
Polycarbonate has better fluidity than polypropylene.False
Polypropylene generally has better fluidity than polycarbonate.
Conclusion
Optimize plastic melt fluidity by refining gate design, adjusting temperature and pressure, selecting high-fluidity materials, and using additives like lubricants to enhance production efficiency and reduce defects.
-
Discover how various gate types like point and fan gates influence melt flow characteristics in injection molding. ↩
-
Learn how adjusting gate size can optimize shear rate and affect viscosity for better mold filling. ↩
-
Understand how controlling injection temperature can prevent plastic degradation while enhancing flow. ↩
-
Explore how lubricants can reduce melt viscosity and facilitate smoother flow through gates. ↩
-
Learn how varying injection temperatures can enhance fluidity and prevent material degradation in plastic molding. ↩
-
Understand the balance needed to manage flow resistance and avoid mold deformation. ↩
-
Explore additives like calcium stearate that improve material flow and reduce friction. ↩
-
Discover how a point gate optimizes shear rate and flow during plastic injection. ↩
-
Learn how specific additives enhance the flow properties of plastics. ↩
-
Discover how designers can optimize plastic fluidity in their manufacturing processes. ↩
-
Understanding which materials naturally have high fluidity can aid in selecting appropriate additives for enhanced melt flow efficiency. ↩
-
Optimizing gate design works synergistically with additives to further enhance melt flow efficiency and product quality. ↩






