![]()
विनिर्माण की तेज-तर्रार दुनिया में, पूर्णता लक्ष्य है, लेकिन बुनना लाइनों जैसी खामियां आपकी योजनाओं में एक रिंच फेंक सकती हैं। वेल्ड लाइनों या प्रवाह रेखाओं के रूप में जाना जाता है, बुनना लाइनें 1 वे पेसकी दृश्यमान सीम हैं जो इंजेक्शन-मोल्डेड भागों पर दिखाई देते हैं जहां पिघले हुए प्लास्टिक की दो धाराएं मिलती हैं, लेकिन पूरी तरह से बंधन नहीं करती हैं। ये लाइनें सिर्फ कॉस्मेटिक दोष नहीं हैं - वे आपके भागों को कमजोर कर सकते हैं, विशेष रूप से छेद, कई फाटकों या मुश्किल ज्यामिति के साथ जटिल डिजाइनों में। अच्छी खबर? स्मार्ट रणनीतियों के साथ, आप बुनना लाइनों को कम या कम कर सकते हैं। चलो क्या बुना हुआ लाइनें हैं, वे क्यों होते हैं, और उन्हें डिजाइन ट्वीक्स, सामग्री विकल्प और प्रक्रिया समायोजन के साथ खाड़ी में कैसे रखा जाता है।
निट लाइनें इंजेक्शन-मोल्डेड भागों की ताकत को काफी कम कर सकती हैं।सत्य
अध्ययनों से पता चलता है कि बुनना लाइनें तन्य शक्ति को 50%तक काट सकती हैं, विशेष रूप से महत्वपूर्ण लोड-असर क्षेत्रों में।
- 1. इंजेक्शन मोल्डिंग में बुनना लाइनें क्या हैं?
- 2. बुनना रेखाओं का क्या कारण है?
- 3. बुनना लाइनों को कैसे रोकें?
- 4. सामग्री चयन के लिए सर्वोत्तम प्रथाएं क्या हैं?
- 5. बुनना लाइनों को कम करने के लिए प्रक्रिया मापदंडों को कैसे समायोजित करें?
- 6. क्या डिजाइन रणनीतियाँ बुनना लाइनों से बचने में मदद करती हैं?
- 7. क्या बुनना लाइनों को खत्म करने के लिए उन्नत तकनीकें हैं?
- 8. निष्कर्ष
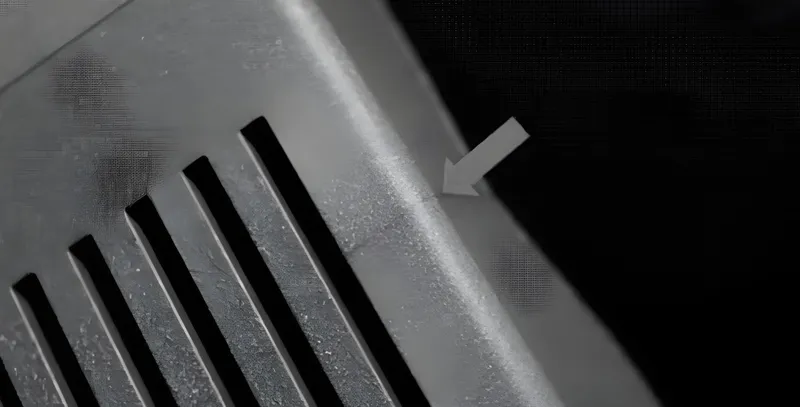
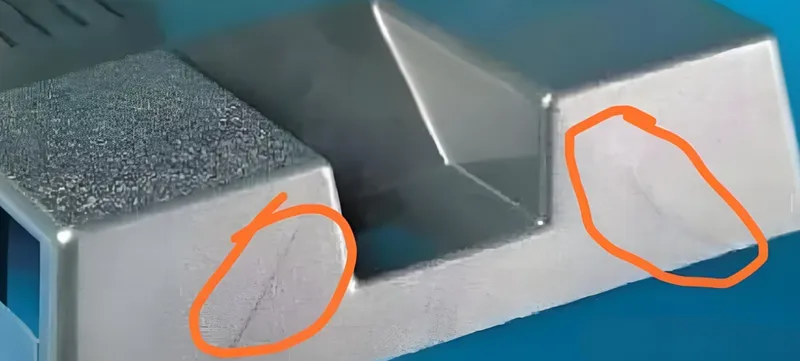
इंजेक्शन मोल्डिंग में बुनना लाइनें क्या हैं?
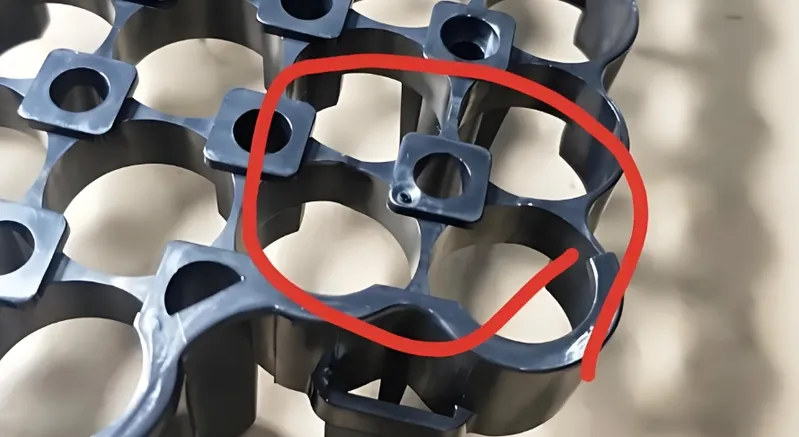
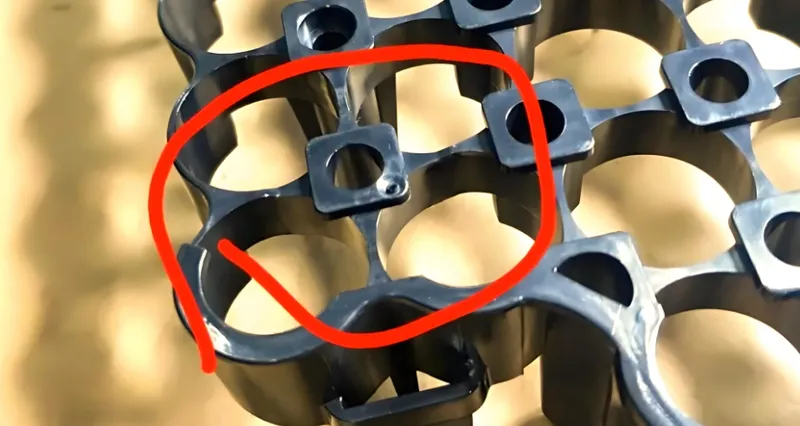
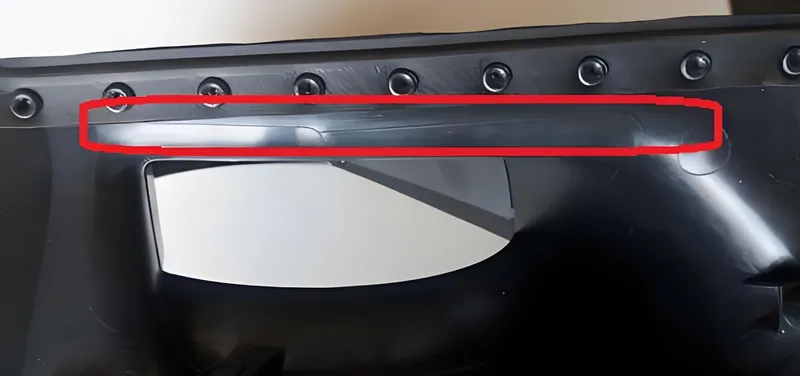
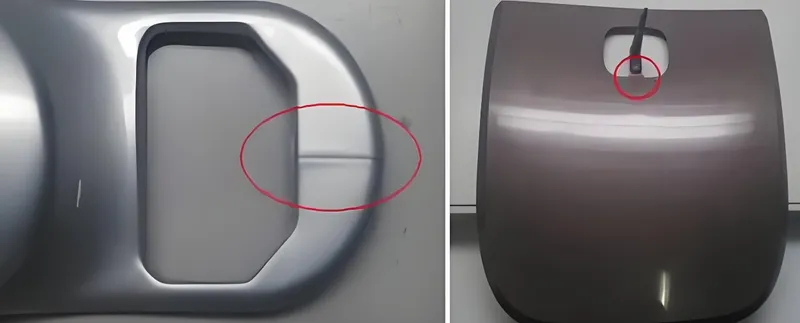
बुनना लाइनें तब बनती हैं जब पिघले हुए प्लास्टिक के दो या अधिक प्रवाह मोर्चों को मोल्ड गुहा में अभिसरण होता है, लेकिन पूरी तरह से फ्यूज करने में विफल हो जाता है। यह भाग की सतह पर एक दृश्यमान सीम छोड़ देता है, जो इसके लुक और ताकत दोनों से समझौता कर सकता है। आप अक्सर उन्हें उन सुविधाओं के साथ देखेंगे जो प्लास्टिक के प्रवाह को विभाजित करते हैं - जैसे छेद, मालिक, या कई गेट्स - उन्हें जटिल डिजाइनों में एक सामान्य सिरदर्द बनाते हैं।
बुनना रेखाओं का क्या कारण है?
बुनना लाइनें अभी से बाहर दिखाई नहीं देती हैं। यहाँ उनके लिए मंच क्या है:
-
एकाधिक गेट्स 2 : जब एक मोल्ड में एक से अधिक प्रवेश बिंदु होते हैं, तो प्रत्येक गेट से प्लास्टिक का प्रवाह टकरा सकता है, जिससे बुना हुआ लाइनें बन सकती हैं।
-
मोल्ड में बाधाएं: छेद, आवेषण, या कोर प्रवाह को विभाजित करते हैं, इसे फिर से जोड़ने और सीम बनाने के लिए मजबूर करते हैं।
-
कम इंजेक्शन दबाव या गति 3 : यदि प्लास्टिक को तेज या कठिन रूप से इंजेक्ट नहीं किया जाता है, तो प्रवाह मोर्चों को बहुत जल्द ठंडा करने के लिए ठीक से बंध जाता है।
-
कम मोल्ड या सामग्री का तापमान: कूलर की स्थिति फ्यूज करने से पहले प्लास्टिक को ठोस बनाने का कारण बनती है।
-
खराब सामग्री प्रवाह गुण: कुछ प्लास्टिक, उच्च चिपचिपाहट या तेजी से कूलिंग के कारण, अधिक बुनना-लाइन-प्रवण हैं।
| कारण | विवरण |
|---|---|
| एकाधिक द्वार | अलग -अलग गेट्स से बहता है, जिससे बुनना रेखाएं बनती हैं। |
| बाधाएं (छेद, आवेषण) | सुविधाओं ने प्रवाह को विभाजित किया, जिससे पुनर्संरचना और सीम हो गए। |
| कम इंजेक्शन दबाव/गति | धीमी या कमजोर इंजेक्शन से समय से पहले ठंडा होता है। |
| कम तामपान | कोल्ड मोल्ड या सामग्री बहुत जल्दी जम जाती है। |
| भौतिक गुण4 | खराब प्रवाह या तेजी से कूलिंग से बुनना लाइन जोखिम बढ़ जाता है। |
बुनना लाइनों को कैसे रोकें?
निट लाइनों को रोकने में एक टीम का प्रयास होता है - डाइजाइन, प्रक्रिया और सामग्री सभी एक भूमिका निभाते हैं। यहां बताया गया है कि उनसे कैसे निपटें:
भाग डिजाइन का अनुकूलन करें
-
गेट प्लेसमेंट: स्थिति गेट्स को महत्वपूर्ण क्षेत्रों से दूर प्रवाहित करने के लिए या कम ध्यान देने योग्य स्थानों में सीम के रूप को सुनिश्चित करें।
-
दीवार की मोटाई: असमान शीतलन से प्रवाह में व्यवधान से बचने के लिए इसे समान रखें।
-
फ़ीचर रिलोकेशन: होल या बॉस को उन क्षेत्रों में शिफ्ट करें जहां बुनना लाइनें ताकत या दिखती हैं।
प्रक्रिया मापदंडों को समायोजित करें
-
इंजेक्शन की गति 5 : इसे क्रैंक करें इसलिए प्रवाह मोर्चों से मिलते हैं जबकि अभी भी गर्म और तरल पदार्थ हैं।
-
इंजेक्शन दबाव: सीम में बेहतर संलयन को मजबूर करने के लिए दबाव बढ़ावा।
-
तापमान नियंत्रण: शीतलन में देरी करने और बॉन्डिंग को बढ़ाने के लिए मोल्ड और मटेरियल टेम्पों को बढ़ाएं।
उपयुक्त सामग्री चुनें
- पॉलीप्रोपाइलीन की तरह अच्छे प्रवाह के साथ प्लास्टिक चुनें, जो एबीएस से बेहतर बुनना लाइनों को छुपाता है।

- प्रवाह या संलयन के साथ खिलवाड़ करने वाले एडिटिव्स के स्पष्ट स्टीयर।
सिमुलेशन सॉफ्टवेयर का उपयोग करें
- मोल्डफ्लो जैसे उपकरण प्रवाह पैटर्न की भविष्यवाणी करते हैं, जिससे आपको मोल्डिंग शुरू होने से पहले डिजाइन या सेटिंग्स ट्वीक करने की अनुमति मिलती है।
उन्नत तकनीकों को नियोजित करें
-
हॉट रनर सिस्टम: प्लास्टिक को गर्म रखें और लगातार बहते रहें।
-
वाल्व गेट्स: सीम गठन को कम करने के लिए नियंत्रण प्रवाह समय।
बढ़ती इंजेक्शन की गति पूरी तरह से बुनना लाइनों को समाप्त कर सकती है।असत्य
उच्च गति मदद करती है, लेकिन यह पूरी तरह से बुनना लाइनों को मिटा नहीं देगा, विशेष रूप से कई प्रवाह के साथ जटिल भागों में।
सामग्री चयन के लिए सर्वोत्तम प्रथाएं क्या हैं?
आपकी सामग्री की पसंद बुनना लाइन की रोकथाम कर सकती है या तोड़ सकती है:

-
अधूरा सामग्री 6 : बेहतर प्रवाह और फ्यूज मजबूत (जैसे, पॉलीप्रोपाइलीन)।
-
भरी हुई सामग्री: फाइबर (जैसे कांच से भरे एबीएस में) फ्यूजन को बाधित करके बुनना लाइनों को कमजोर कर सकते हैं।
-
एडिटिव्स: फ्लेम रिटार्डेंट्स या स्नेहक प्रवाह को बदलकर सीम को खराब कर सकते हैं।
| सामग्री प्रकार | बुनना रेखाओं पर प्रभाव | उदाहरण |
|---|---|---|
| अनिच्छित थर्माप्लास्टिक्स | मजबूत बुनना लाइनें, बेहतर संलयन | पॉलीप्रोपाइलीन (पीपी) |
| छोटे फाइबर से भरा हुआ | सभ्य बॉन्डिंग, लंबे फाइबर की तुलना में कम कमजोर | ग्लास बीड से भरा पीपी |
| लंबे फाइबर से भरा हुआ | फाइबर मिसलिग्न्मेंट के कारण कमजोर बुनना लाइनें | ग्लास फाइबर से भरे एब्स |
| Additives (जैसे, fr) | बुनना लाइनों को खराब कर सकते हैं | लौ-रिटार्डेंट एब्स |
पॉलीप्रोपाइलीन एबीएस की तुलना में लाइनों को बुनने के लिए कम प्रवण है।सत्य
इसके बेहतर प्रवाह और धीमी शीतलन के लिए धन्यवाद, पॉलीप्रोपाइलीन कम दृश्यमान बुनना लाइनों का निर्माण करता है।
बुनना लाइनों को कम करने के लिए प्रक्रिया मापदंडों को कैसे समायोजित करें?
अपनी मोल्डिंग प्रक्रिया को ट्विक करने से वंडर काम कर सकते हैं:
-
इंजेक्शन की गति और दबाव: उच्च मान सुनिश्चित करते हैं कि प्रवाह मोर्चों को पर्याप्त गर्मी और बंधन के लिए बल से टकराता है।
-
मोल्ड तापमान 7 : गर्म मोल्ड धीमी गति से ठंडा होता है, जिससे प्लास्टिक को फ्यूज करने का अधिक समय मिलता है।
- सामग्री का तापमान: गर्म प्लास्टिक पिघला हुआ रहता है, सीम की ताकत में सुधार करता है।
| पैरामीटर | बुनना लाइनों पर प्रभाव | अनुशंसित कार्रवाई |
|---|---|---|
| इंजेक्शन की गति | तेजी से गति संलयन में सुधार करती है | बेहतर मेलिंग के लिए वृद्धि |
| इंजेक्शन का दबाव8 | अधिक दबाव एड्स सामने के बंधन को प्रवाहित करते हैं | ओवरपैकिंग से बचने के लिए समायोजित करें |
| मोल्ड तापमान | गर्म सांचे शीतलन में देरी करते हैं | संलयन को बढ़ाने के लिए बढ़ाएं |
| सामग्री तापमान | हॉट्टर प्लास्टिक बेहतर बहता है | इसे लंबे समय तक पिघला रखने के लिए बढ़ाएं |
क्या डिजाइन रणनीतियाँ बुनना लाइनों से बचने में मदद करती हैं?
डिज़ाइन होशियार टू साइडस्टेप बुनना लाइनों:
-
कम से कम गेट्स: कम गेट का मतलब कम प्रवाह टकराव है।
-
गेट प्लेसमेंट: गेट्स को रखें जहां प्रवाह गैर-महत्वपूर्ण क्षेत्रों में मिलते हैं।
-
एकसमान दीवार की मोटाई: तेजी से ठंडा करने वाले पतले धब्बों को रोकता है जो प्रवाह को बाधित करते हैं।
-
चिकनी संक्रमण: तेज कोनों पर रेडी प्रवाह स्थिर रखते हैं।
-
स्थानांतरित सुविधाएँ: प्रमुख क्षेत्रों से दूर छेद जैसे प्रवाह-विभाजन तत्वों को स्थानांतरित करें।
डिजाइन चेकलिस्ट:
-
सबसे कम फाटकों का उपयोग करें।
-
समान दीवार की मोटाई बनाए रखें।
-
तेज कोनों से बचने के लिए रेडी जोड़ें।
-
गेट स्थानों का अनुकूलन करें।
-
फ्लो स्प्लिट्स के कारण शिफ्ट फीचर्स।
क्या बुनना लाइनों को खत्म करने के लिए उन्नत तकनीकें हैं?
कठिन मामलों के लिए, उच्च तकनीक समाधान चमक:

-
सिमुलेशन सॉफ्टवेयर 9 : ऑटोडेस्क मोल्डफ्लो मैप्स फाइन-ट्यून डिज़ाइन और सेटिंग्स में प्रवाहित होते हैं।
-
हॉट रनर सिस्टम्स 10 : प्लास्टिक को गर्म रखें, कूलिंग से संबंधित सीम को कम करें।

- वाल्व गेट्स 11 : समय सहज भरने के लिए प्रवाह।
इन उपकरणों की लागत अधिक है, लेकिन सटीक भागों में भुगतान करें।
निष्कर्ष
बुनना लाइनें आपके पक्ष में एक कांटा हो सकती हैं, लेकिन वे अपराजेय नहीं हैं। तेज डिजाइन, प्रेमी सामग्री पिक्स, डायल-इन प्रक्रिया ट्वीक्स और अत्याधुनिक तकनीक को सम्मिश्रण करके, आप उनके प्रभाव को कम कर सकते हैं-या उन्हें पूरी तरह से गायब कर सकते हैं। यह हमेशा जटिल भागों में हर ट्रेस को मिटाना संभव नहीं होता है, लेकिन ये सर्वोत्तम प्रथाएं आपको करीब से मिलेंगी, जो मजबूत, बेहतर दिखने वाले उत्पादों को वितरित करती हैं जो जांच के लिए खड़े हैं।
बुनना लाइनों को रोकने के लिए सिमुलेशन सॉफ्टवेयर आवश्यक है।असत्य
यह एक महान उपकरण है, लेकिन बुनियादी डिजाइन और प्रक्रिया फिक्स अक्सर इसके बिना चाल कर सकते हैं।
-
विनिर्माण में उत्पाद की गुणवत्ता में सुधार के लिए बुनना लाइनों को समझना महत्वपूर्ण है। उन्हें कम करने के लिए प्रभावी रणनीतियों को सीखने के लिए इस लिंक का अन्वेषण करें। ↩
-
पता चलता है कि कैसे कई गेट्स बुनना लाइनों को जन्म दे सकते हैं और उनसे बचने के लिए डिजाइन रणनीतियों को सीख सकते हैं। यह ज्ञान आपकी विनिर्माण प्रक्रिया को बढ़ा सकता है। ↩
-
अपने इंजेक्शन मोल्डिंग प्रक्रिया को अनुकूलित करने और भाग की गुणवत्ता में सुधार करने के लिए बुनना लाइनों पर इंजेक्शन दबाव और गति के प्रभावों का अन्वेषण करें। ↩
-
सही सामग्री चुनना बुनना लाइनों को रोकने के लिए महत्वपूर्ण है। पता करें कि आपके अनुप्रयोगों के लिए कौन सी सामग्री सबसे अच्छा काम करती है। ↩
-
जानें कि कैसे इंजेक्शन की गति को समायोजित करना फ्यूजन को बढ़ा सकता है और ढाला भागों में दोषों को कम कर सकता है। यह संसाधन मूल्यवान तकनीक प्रदान करता है। ↩
-
अधूरे सामग्रियों के बारे में सीखना आपको बेहतर प्रवाह और संलयन के लिए सही प्लास्टिक चुनने में मदद कर सकता है, जिससे आपकी उत्पादन दक्षता बढ़ जाती है। ↩
-
मोल्ड तापमान प्रभाव की खोज करने से आपकी विनिर्माण प्रक्रिया में बेहतर संलयन और मजबूत उत्पाद हो सकते हैं। ↩
-
इंजेक्शन के दबाव को समझना आपकी मोल्डिंग तकनीकों को काफी बढ़ा सकता है और उत्पाद की गुणवत्ता में सुधार कर सकता है। ↩
-
अन्वेषण करें कि सिमुलेशन सॉफ्टवेयर आपकी डिजाइन प्रक्रिया को कैसे बढ़ा सकता है और उत्पाद की गुणवत्ता में सुधार कर सकता है। ↩
-
जानें कि हॉट रनर सिस्टम आपके इंजेक्शन मोल्डिंग को कैसे अनुकूलित कर सकते हैं और दोषों को कम कर सकते हैं। ↩
-
अपने सांचों में सहज भरने को प्राप्त करने के लिए वाल्व गेट के फायदों की खोज करें। ↩



