![]()
Dans le monde trépidant de la fabrication, la perfection est l'objectif, mais des imperfections comme les lignes de soudure peuvent compromettre vos plans. Aussi appelées lignes de flux ou lignes de jointure ces lignes sont ces coutures visibles qui apparaissent sur les pièces moulées par injection, là où deux flux de plastique fondu se rencontrent sans fusionner complètement. Ces lignes ne sont pas de simples défauts esthétiques : elles peuvent fragiliser vos pièces, notamment les conceptions complexes comportant des trous, plusieurs points d'injection ou des géométries délicates. La bonne nouvelle ? Grâce à des stratégies judicieuses, vous pouvez minimiser, voire éliminer, les lignes de soudure. Voyons ensemble ce que sont ces lignes, pourquoi elles se forment et comment les éviter grâce à des ajustements de conception, de choix de matériaux et de processus.
Les lignes de tricotage peuvent réduire considérablement la résistance des pièces moulées par injection.Vrai
Des études montrent que les lignes de tricotage peuvent réduire la résistance à la traction jusqu'à 50 %, en particulier dans les zones critiques de support de charge.
- 1. Que sont les lignes de tricotage en moulage par injection ?
- 2. Qu’est-ce qui provoque les lignes tricotées ?
- 3. Comment éviter les plis ?
- 4. Quelles sont les meilleures pratiques pour la sélection des matériaux ?
- 5. Comment ajuster les paramètres de processus pour minimiser les lignes de tricotage ?
- 6. Quelles stratégies de conception permettent d'éviter les lignes de tricot ?
- 7. Existe-t-il des techniques avancées pour éliminer les lignes de tricot ?
- 8. Conclusion
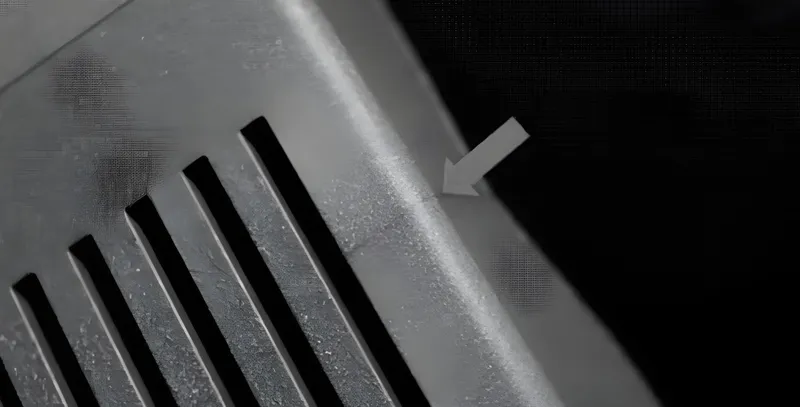
Que sont les lignes de tricotage en moulage par injection ?
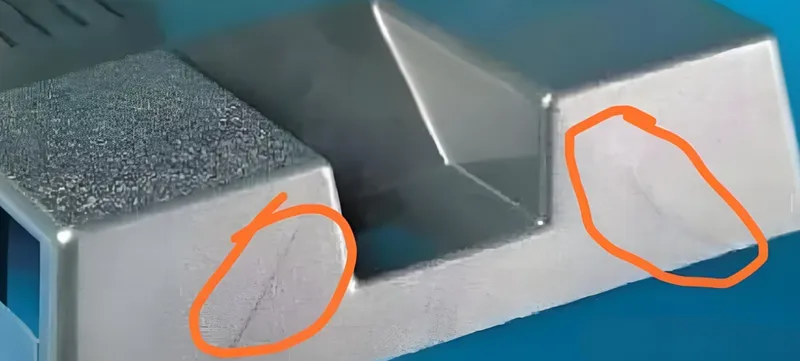
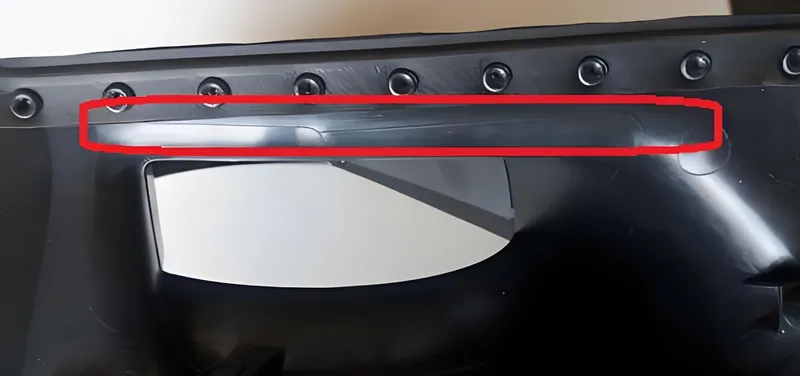
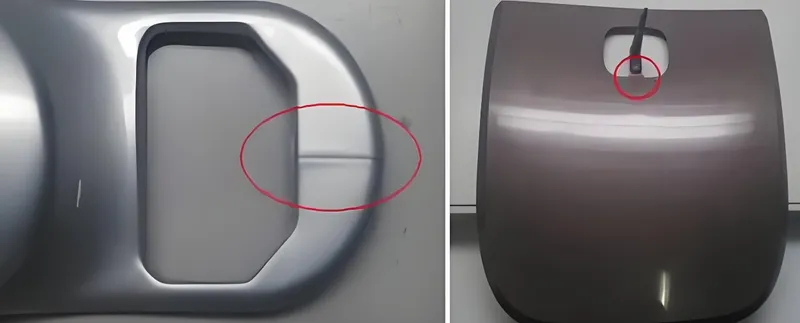
Des lignes de soudure se forment lorsque deux ou plusieurs fronts d'écoulement de plastique en fusion convergent dans la cavité du moule sans fusionner complètement. Il en résulte une ligne de soudure visible à la surface de la pièce, qui peut en altérer l'aspect et la solidité. On les observe fréquemment sur les pièces présentant des éléments qui divisent le flux de plastique (trous, bossages ou points d'injection multiples), ce qui en fait un problème courant dans les conceptions complexes.
Qu’est-ce qui provoque les lignes tricotées ?
Les lignes de tricot n'apparaissent pas par hasard. Voici ce qui les favorise :
-
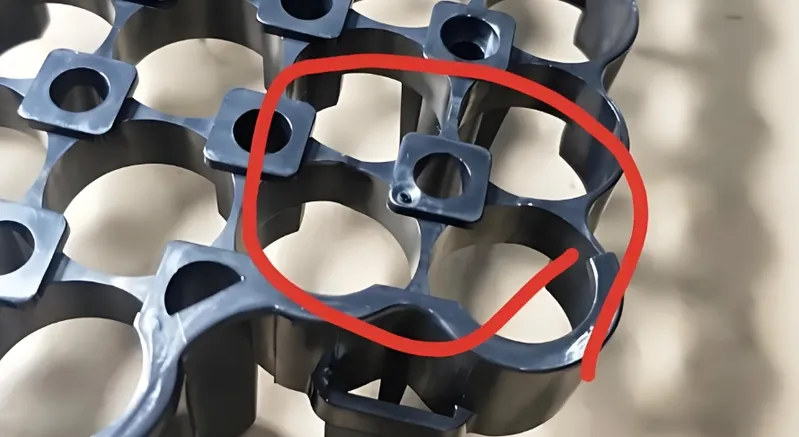
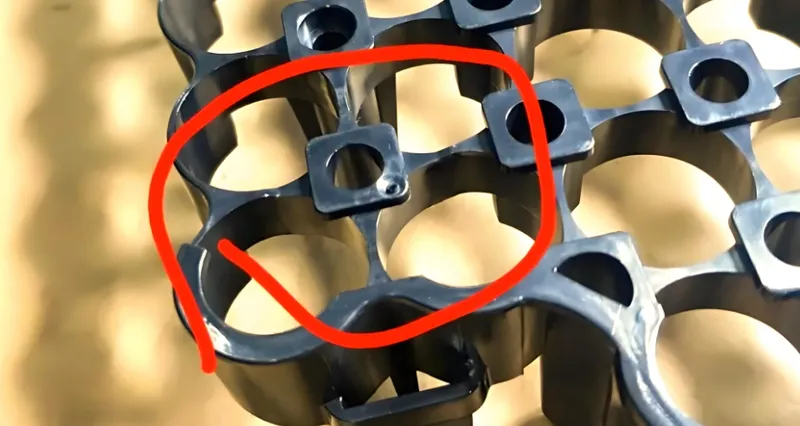
Portes multiples 2 : Lorsqu'un moule possède plus d'un point d'entrée, les flux de plastique provenant de chaque porte peuvent entrer en collision, créant des lignes de tricotage.
-
Obstacles dans le moule : les trous, les inserts ou les noyaux divisent le flux, le forçant à se reconnecter et à former des joints.
-
Pression ou vitesse d'injection faible 3 : Si le plastique n'est pas injecté assez rapidement ou assez fort, les fronts d'écoulement refroidissent trop tôt pour se lier correctement.
-
Température basse du moule ou du matériau : des températures plus basses entraînent la solidification du plastique avant qu’il ne puisse fusionner.
-
Mauvaises propriétés d'écoulement du matériau : Certains plastiques, en raison de leur viscosité élevée ou de leur refroidissement rapide, sont plus sujets à la formation de lignes de pliage.
| Cause | Description |
|---|---|
| Plusieurs portes | Les flux provenant de différentes portes se rejoignent, formant des lignes entrelacées. |
| Obstacles (trous, inserts) | Les caractéristiques divisent le flux, entraînant une reconvergence et des coutures. |
| Pression/vitesse d'injection faible | Une injection lente ou faible provoque un refroidissement prématuré. |
| Basses températures | Le moule froid ou le matériau se solidifie trop tôt. |
| Propriétés des matériaux4 | Un débit insuffisant ou un refroidissement rapide augmentent le risque de formation de plis. |
Comment éviter les plis ?
Prévenir les plis est un travail d'équipe : la conception, le processus et les matériaux ont tous un rôle à jouer. Voici comment y remédier :
Optimisation de la conception des pièces
-
Placement des vannes : Positionnez les vannes de manière à éloigner le flux des zones critiques ou à garantir que les joints se forment dans des endroits moins visibles.
-
Épaisseur de paroi : Veillez à ce qu’elle soit uniforme afin d’éviter les perturbations d’écoulement dues à un refroidissement inégal.
-
Déplacement des éléments : Déplacer les trous ou les bossages vers des zones où les lignes de tricot n'affecteront ni la solidité ni l'esthétique.
Ajuster les paramètres du processus
-
Vitesse d'injection 5 : Augmentez-la au maximum pour que les fronts de flux se rencontrent lorsqu'ils sont encore chauds et fluides.
-
Pression d'injection : Augmenter la pression pour favoriser une meilleure fusion au niveau de la soudure.
-
Contrôle de la température : Augmenter la température du moule et du matériau pour retarder le refroidissement et améliorer l’adhérence.
Choisir les matériaux appropriés
- Choisissez des plastiques à bonne fluidité, comme le polypropylène, qui masque mieux les lignes de tricot que l'ABS.

- Évitez les additifs qui perturbent l'écoulement ou la fusion.
Utiliser un logiciel de simulation
- Des outils comme Moldflow permettent de prédire les profils d'écoulement, ce qui vous permet d'ajuster la conception ou les paramètres avant le début du moulage.
Utiliser des techniques avancées
-
Systèmes à canaux chauds : Maintiennent le plastique à température et en flux constants.
-
Vannes à guillotine : Contrôlent le débit pour minimiser la formation de joints.
L'augmentation de la vitesse d'injection permet d'éliminer complètement les lignes de tricotage.FAUX
Une vitesse plus élevée aide, mais elle n'éliminera pas complètement les lignes de tricot, surtout dans les pièces complexes comportant plusieurs flux.
Quelles sont les meilleures pratiques pour la sélection des matériaux ?
Le choix de vos matériaux peut faire toute la différence en matière de prévention des lignes de tricot :

-
Matériaux non chargés 6 : Mieux s'écouler et fusionner plus fortement (par exemple, le polypropylène).
-
Matériaux de remplissage : Les fibres (comme dans l’ABS chargé de verre) peuvent affaiblir les lignes de tricot en perturbant la fusion.
-
Additifs : Les retardateurs de flamme ou les lubrifiants peuvent aggraver les problèmes de couture en modifiant l’écoulement.
| Type de matériau | Impact sur les lignes de tricot | Exemple |
|---|---|---|
| Thermoplastiques non chargés | Lignes de tricot plus résistantes, meilleure fusion | Polypropylène (PP) |
| Rempli de fibres courtes | Bonne adhérence, moins faible que les fibres longues | PP rempli de billes de verre |
| Rempli de fibres longues | Lignes de tricot plus faibles en raison d'un mauvais alignement des fibres | ABS chargé de fibres de verre |
| Additifs (ex. : FR) | Peut aggraver les lignes de tricot | ABS ignifugé |
Le polypropylène est moins sujet aux plis que l'ABS.Vrai
Grâce à sa fluidité supérieure et à son refroidissement plus lent, le polypropylène forme des lignes de tricot moins visibles.
Comment ajuster les paramètres de processus pour minimiser les lignes de tricotage ?
Modifier légèrement votre processus de moulage peut faire des merveilles :
-
Vitesse et pression d'injection : des valeurs plus élevées garantissent que les fronts d'écoulement entrent en collision avec suffisamment de chaleur et de force pour se lier.
-
Température du moule 7 : Des moules plus chauds ralentissent le refroidissement, donnant au plastique plus de temps pour fusionner.
- Température du matériau : Un plastique plus chaud reste fondu plus longtemps, ce qui améliore la résistance des coutures.
| Paramètre | Effet sur les lignes de tricot | Action recommandée |
|---|---|---|
| Vitesse d'injection | Une vitesse plus élevée améliore la fusion | Augmenter pour une meilleure fusion |
| Pression d'injection8 | Une pression accrue favorise l'adhérence du front d'écoulement | Ajustez pour éviter le sur-emballage |
| Température du moule | Les moules plus chauds retardent le refroidissement | Augmenter pour améliorer la fusion |
| Température du matériau | Le plastique chaud s'écoule mieux | Augmenter la quantité pour le maintenir fondu plus longtemps |
Quelles stratégies de conception permettent d'éviter les lignes de tricot ?
Concevez plus intelligemment pour éviter les lignes de tricot :
-
Minimiser le nombre de vannes : moins de vannes signifie moins de collisions de flux.
-
Emplacement des vannes : Placez les vannes aux points de rencontre des flux dans les zones non critiques.
-
Épaisseur de paroi uniforme : empêche la formation de zones minces à refroidissement rapide qui perturbent l’écoulement.
-
Transitions fluides : les rayons au niveau des angles vifs assurent une fluidité optimale.
-
Déplacer les éléments : Éloigner les éléments de répartition du flux, comme les orifices, des zones clés.
Liste de contrôle de conception:
-
Utilisez le moins de portes possible.
-
Maintenir une épaisseur de paroi uniforme.
-
Ajoutez des rayons pour éviter les angles vifs.
-
Optimiser l'emplacement des portails.
-
Caractéristiques du décalage provoquant des divisions de flux.
Existe-t-il des techniques avancées pour éliminer les lignes de tricot ?
Dans les cas les plus complexes, les solutions de haute technologie brillent :

-
Logiciel de simulation 9 : Autodesk Moldflow cartographie les flux pour affiner les conceptions et les paramètres.
-
Systèmes à canaux chauds 10 : Maintenir le plastique chaud, réduisant ainsi les joints liés au refroidissement.

- Vannes Gates 11 : Synchroniser le débit pour un remplissage sans faille.
Ces outils coûtent plus cher, mais permettent d'obtenir des pièces de précision.
Conclusion
Les défauts de tricotage peuvent être un véritable casse-tête, mais ils ne sont pas insurmontables. En combinant un design soigné, des choix de matériaux judicieux, des optimisations de processus précises et des technologies de pointe, vous pouvez en réduire considérablement l'impact, voire les éliminer complètement. Il n'est pas toujours possible de les faire disparaître totalement sur des pièces complexes, mais ces bonnes pratiques vous permettront de vous en approcher au plus près et de proposer des produits plus résistants, plus esthétiques et qui résistent à l'examen le plus minutieux.
Les logiciels de simulation sont essentiels pour prévenir les plis.FAUX
C'est un excellent outil, mais des corrections de conception et de processus de base peuvent souvent suffire sans lui.
-
Comprendre les défauts de tricotage est essentiel pour améliorer la qualité des produits en fabrication. Suivez ce lien pour découvrir des stratégies efficaces pour les minimiser. ↩
-
Découvrez comment la multiplication des points d'entrée peut engendrer des lignes de tricotage et apprenez des stratégies de conception pour les éviter. Ces connaissances vous permettront d'optimiser votre processus de fabrication. ↩
-
Explorez les effets de la pression et de la vitesse d'injection sur les lignes de tricotage afin d'optimiser votre processus de moulage par injection et d'améliorer la qualité des pièces. ↩
-
Choisir les bons matériaux est essentiel pour éviter les plis. Découvrez les matériaux les plus adaptés à vos applications. ↩
-
Découvrez comment l'ajustement de la vitesse d'injection peut améliorer la fusion et réduire les défauts des pièces moulées. Cette ressource propose des techniques précieuses. ↩
-
Se renseigner sur les matériaux non chargés peut vous aider à choisir les plastiques adaptés pour une meilleure fluidité et fusion, améliorant ainsi votre efficacité de production. ↩
-
L'étude des effets de la température du moule peut permettre une meilleure fusion et des produits plus résistants lors de votre processus de fabrication. ↩
-
Comprendre la pression d'injection peut considérablement améliorer vos techniques de moulage et la qualité de vos produits. ↩
-
Découvrez comment les logiciels de simulation peuvent optimiser votre processus de conception et améliorer la qualité de vos produits. ↩
-
Découvrez comment les systèmes à canaux chauds peuvent optimiser votre moulage par injection et réduire les défauts. ↩
-
Découvrez les avantages des vannes à obturateur pour un remplissage homogène de vos moules. ↩





