

Проектирование системы формования напоминает приготовление идеального блюда. Каждый маленький фактор важен.
Проектирование системы направляющих форм требует внимания к нескольким факторам. Характеристики потока материала играют ключевую роль. Размер и форма бегуна имеют большое значение. Необходима сбалансированная планировка. Особые требования к горячеканальным системам требуют тщательного рассмотрения. Эти ключевые элементы приводят к эффективному производству. Качественный результат – это результат.
Когда я начал создавать системы подачи пресс-форм, мне казалось, что я решил сложную головоломку. Каждая деталь – например, поток материала и расположение направляющих – должна идеально подходить друг к другу. Плавное течение было важно. Размеры были не единственным приоритетом; знание того, как части работают вместе, было ключевым моментом. Правильный размер полозьев имел жизненно важное значение. Это особенно справедливо для материалов, имеющих различное поведение текучести. Небольшие изменения сильно повлияли на эффективность производства и качество продукции. Небольшие изменения! Теперь мы изучим эти детали подробнее, чтобы узнать, как они действительно меняют ваш процесс проектирования.
Характеристики потока материала влияют на конструкцию направляющей.Истинный
Поток материала влияет на эффективность и качество, что имеет решающее значение для проектирования направляющих.
Размер направляющей не имеет значения при проектировании пресс-формы.ЛОЖЬ
Размер питателя имеет решающее значение для сбалансированного потока и эффективного производства.
- 1. Как характеристики потока материала влияют на конструкцию литника?
- 2. Как выбрать правильный размер и форму беговой дорожки?
- 3. Как спланировать эффективную планировку бегунов?
- 4. Какие особенности следует учитывать при использовании горячеканальных систем?
- 5. Почему контроль температуры имеет решающее значение при литье под давлением?
- 6. Заключение
Как характеристики потока материала влияют на конструкцию литника?
Вы когда-нибудь задумывались о том, как материалы, используемые при литье под давлением, меняют конструкцию бегунков? Давайте исследуем интересную связь между движением материалов и формой полозьев.
Характеристики потока материала определяют конструкцию бегунка. Они определяют размер, форму и расположение канала. Дизайнеры концентрируются на оптимизации потока. Это уменьшает дефекты. Дизайнеры думают о совместимости материалов. Текучесть также играет важную роль. Температурные воздействия имеют решающее значение для получения хороших результатов формования.
Согласование потока и размер канала
Чтобы добиться оптимального потока материала, проектировщики должны согласовать размер канала потока со скоростью течения расплава 1 ( MFR ) формовочного материала. Я помню, когда мне впервые нужно было об этом подумать; это было похоже на решение секретной головоломки. Например, полистирол (ПС), известный своей высокой MFR , требует более узких каналов. И наоборот, работа с полиамидом (PA), армированным стекловолокном, который имеет более низкую текучесть, требует более широких каналов для плавной работы.
Пример таблицы: материал в зависимости от размера канала
| Тип материала | Рекомендуемая ширина канала |
|---|---|
| Высокая MFR (например, PS) | Узкий |
| Низкая текучесть (например, ПА) | Широкий |
Изменения температуры могут нарушить процессы, особенно в горячеканальных системах. Однажды, проектируя термопластичные эластомеры ( ТПЭ ), я понял, что точный контроль температуры является ключом к поддержанию идеального состояния потока.
Совместимость материалов
Выбор подходящего материала для беговых дорожек напоминает поиск подходящих партнеров; все должно работать хорошо, без неожиданных реакций. Материал литника не должен вступать в химическую реакцию с формовочными материалами. Например, я усвоил этот урок, когда проект с поликарбонатом чуть не провалился, потому что он плохо реагировал на медные направляющие при высоких температурах. С тех пор отказ от таких комбинаций продлевает срок службы бегунов и обеспечивает стабильные характеристики материала 2 .
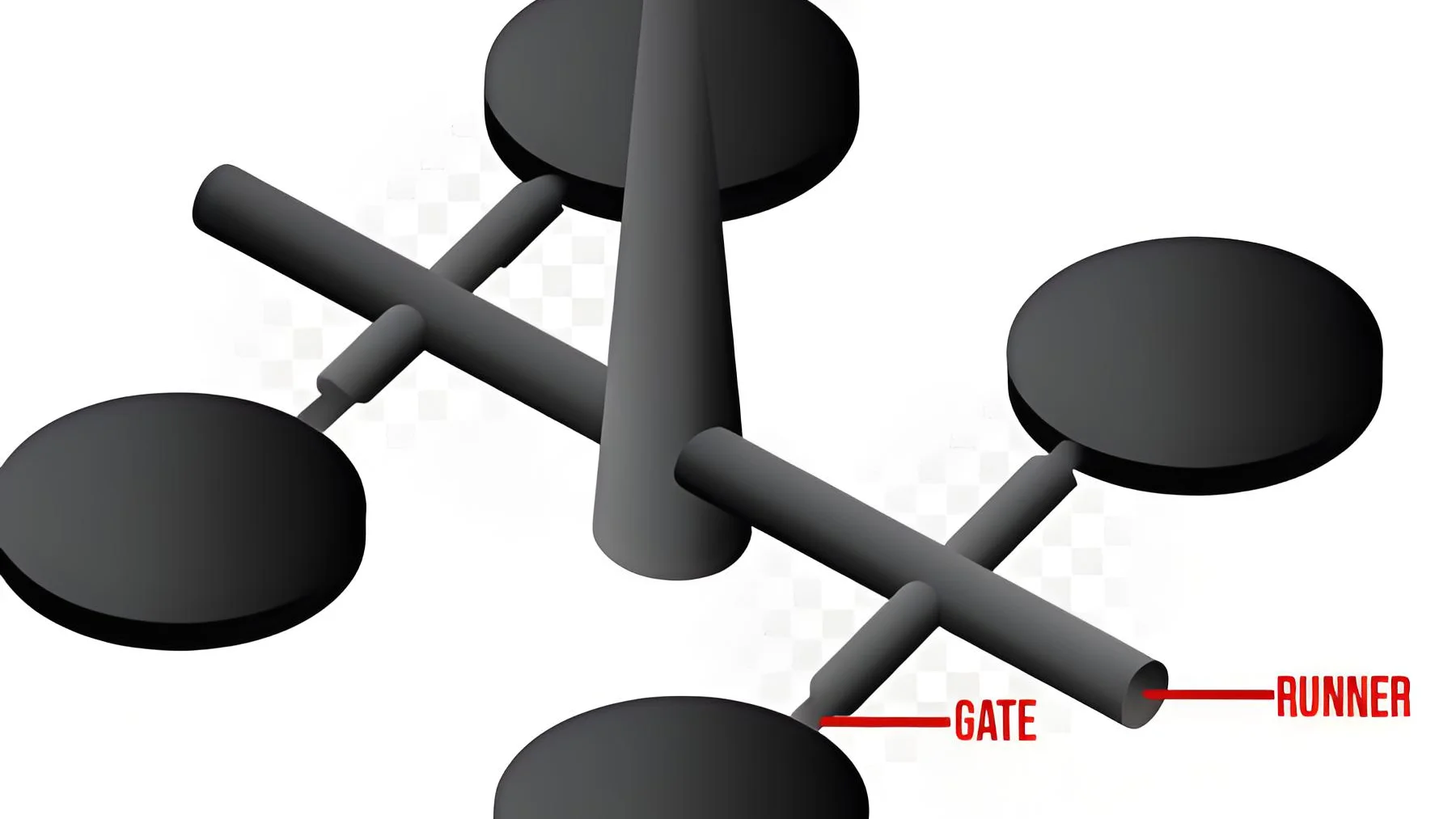
Размер и форма бегуна
Выбор размеров направляющих включает в себя больше, чем просто размеры; это предполагает понимание того, как связаны объем впрыска и размер сопла. Размер бегуна должен учитывать эти факторы. Я часто осознавал, что немного больший диаметр главной направляющей, чем диаметр сопла, помогает улучшить соединение и свести к минимуму потери давления. Регулировка направляющих ответвлений в зависимости от количества гнезд и размеров продукта требует изящества.
Примеры размеров ворот
- Точечный затвор : Диаметр от 0,5 до 1,5 мм.
- Веерообразные ворота : Толщина от 0,2 до 1 мм.
Выбор круглых форм, когда сопротивление должно быть низким, или прямоугольных, когда пространство ограничено, имеет значение для управления сопротивлением потоку и сложностью.
Планирование расположения направляющих
Всегда стремитесь к сбалансированной конструкции направляющих в многоместных формах, чтобы обеспечить одновременное заполнение, экономию времени и усилий. Асимметричные планировки могут потребовать корректировок или дроссельных клапанов для достижения равновесия.
- Избегайте мертвых углов : используйте дугообразные углы с радиусом, в ≥ 1,5 раза превышающим диаметр желоба, чтобы предотвратить задержку расплава.
- Проверки застойных зон : убедитесь, что никакие детали не вызывают длительного хранения во избежание деградации.
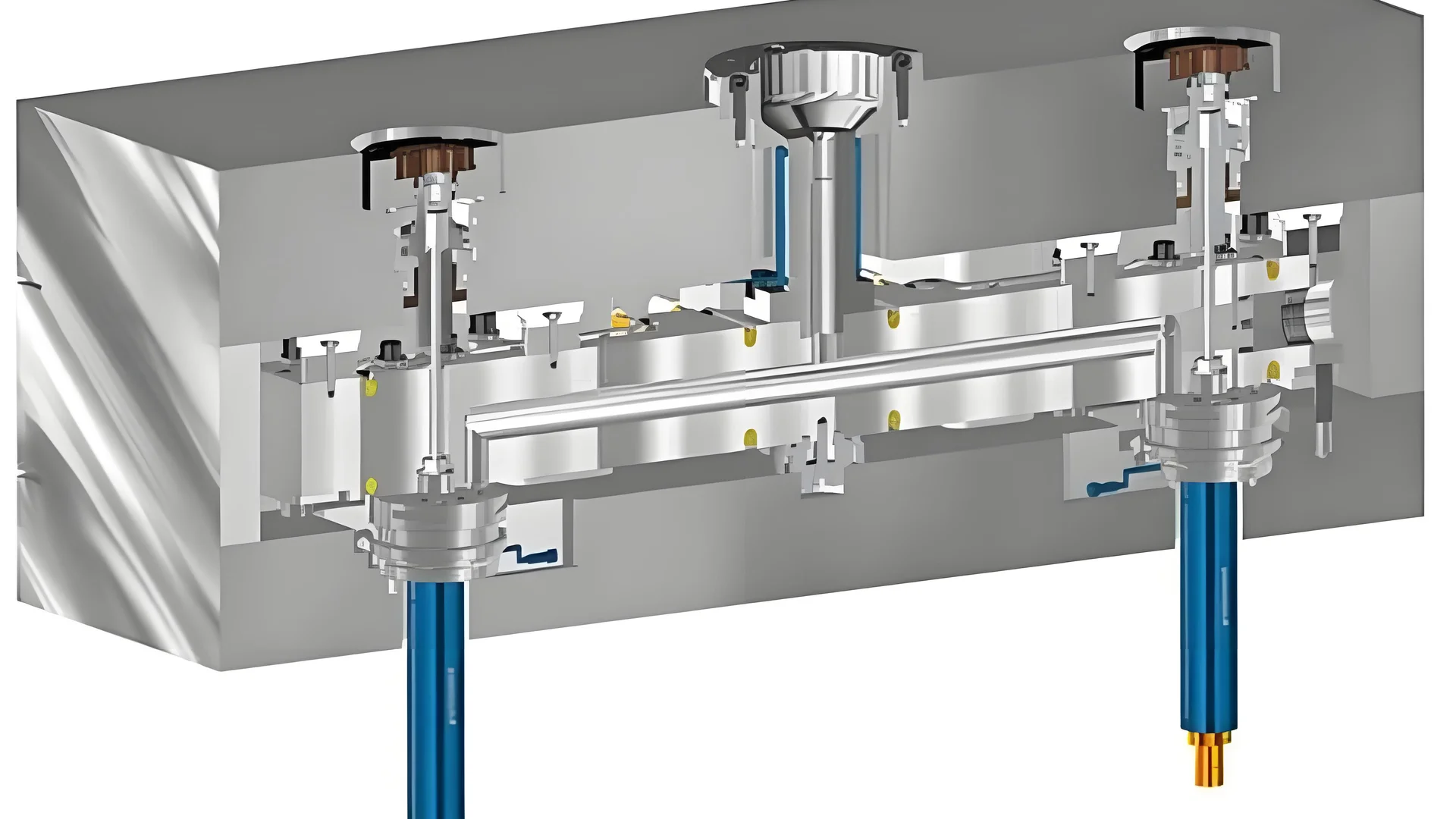
Особые соображения по горячеканальным системам
Отопление и контроль температуры
Поддержание равномерного тепла в горячеканальных системах кажется точной научной задачей; Равномерное распределение тепла имеет решающее значение для горячеканальных систем. Установите нагревательные элементы, такие как стержни или катушки, вокруг пластины равномерно для равномерного распределения. Для более крупных установок для обеспечения точности используйте зональное управление обогревом 3 с отдельными датчиками.
Герметизация и предотвращение утечек
Предотвращение утечек имеет жизненно важное значение; высококачественные уплотнения, такие как жаростойкая резина или металл, сохраняют качество продукции и целостность формы. Регулярные проверки и своевременная замена являются важнейшими задачами, имеющими большое значение.
Материалы с высоким MFR требуют узких каналов.Истинный
Материалы с высоким MFR, такие как полистирол, нуждаются в узких каналах для оптимального потока.
Медные полозья подходят для формования из поликарбоната.ЛОЖЬ
Поликарбонат вступает в реакцию с медью при высоких температурах, вызывая деградацию.
Как выбрать правильный размер и форму беговой дорожки?
Вы когда-нибудь задумывались о том, почему выбор правильного размера и формы беговой дорожки напоминает сбор головоломки?
Выбирая размер и форму беговой дорожки, подумайте, куда она направляется. Домашний декор требует правильного сочетания размера и стиля. Заводы получают выгоду от бесперебойного потока материала и хорошего контроля температуры для достижения лучших производственных результатов.

Понимание различий
Мне всегда интересно выбрать правильный размер и форму беговой дорожки. Выбирая коврик для прихожей или проектируя систему в моей мастерской, кажется, что у каждого решения есть свои правила. Сделать это правильно — все равно, что решить секретную головоломку.
Как движутся материалы
В производстве важно знать, как ведут себя материалы. Особенно с такими материалами, как полистирол или полиамид, армированный стекловолокном. Мой первый раз с проблемами потока был трудным. Ключевым моментом было понимание того, что размер канала потока должен соответствовать скорости течения расплава материала. Этому было трудно научиться, но это научило меня уважать то, как материалы изменяются под воздействием тепла. Это особенно актуально для сложных материалов, таких как термопластичные эластомеры.
Рассмотрим, как температура влияет на сыпучесть материала. В горячеканальных системах точный контроль температуры 4 имеет жизненно важное значение.
Проблемы совместимости и реакции
Изучение совместимости материалов научило меня многому. Дело не только в том, чтобы избегать плохих реакций; речь также идет о том, чтобы ваши бегуны служили долго. В одном проекте я видел реакцию поликарбоната с медью. Он показал мне, как маленькие ошибки приводят к большим проблемам.
Обеспечение того, чтобы проточный канал не вступал в химическую реакцию с формовочным материалом, предотвращает деградацию и продлевает срок службы канала.
Проектирование размера и формы
Размер основного бегуна
Основная направляющая должна быть немного больше сопла машины на 0,5-1 мм для плотного прилегания и меньшей потери давления. Также полезно делать его коротким, точно так же, как избегать слишком длинного коврика в прихожей, о который вы спотыкаетесь.
Размер направляющей для ветвей
Размер действительно зависит от работы. Маленькие, деликатные детали или материалы, которые легко текут, требуют меньшего диаметра; Для более крупных продуктов или более толстых материалов требуется больший диаметр.
Размеры ворот
Выбор подходящего размера ворот – это умелая работа. Оптимальное решение можно найти в зависимости от толщины стенок вашего продукта и типа материала.
| Тип продукта | Рекомендуемый тип ворот | Диапазон диаметров |
|---|---|---|
| Мелкие продукты | Точка-пойнт | 0,5 – 1 мм |
| Плоские изделия | Сторона | Зависит от дизайна |
| Автоматизированные формы | Скрытый | Переменная |
Ворота с точечной заточкой отлично подходят для детализации, а веерообразные ворота имеют свои преимущества.
Выбор фигур
Мне нравятся круговые бегуны, потому что они имеют низкое сопротивление, но их трудно сформировать. Прямоугольные и трапециевидные формы проще создать, но они требуют более высокого сопротивления.
Планирование планировки и избежание застоя
Хорошая компоновка направляющих означает, что полости формы заполняются равномерно — это похоже на настройку домино, чтобы все падали последовательно. Избегайте тупиков, выбирая дугообразные повороты вместо острых углов; это уменьшает потерю давления.
Во избежание деградации убедитесь, что в системе нет увеличенных или уменьшенных частей.
Особенности системы горячеканальных систем
Контроль температуры.
Зональный обогрев в более крупных системах имеет решающее значение; это все равно что следить за тем, чтобы в каждой комнате дома была идеальная температура – не слишком жарко и не слишком холодно.
Расположите нагревательные элементы равномерно вокруг горячеканальных пластин для равномерного распределения тепла.
В больших системах используйте зональное управление обогревом с помощью независимых датчиков и контроллеров.
Предотвращение утечек.
Хорошие уплотнения необходимы; они подобны бесшумным защитникам, предотвращающим утечки, которые могут нанести вред продукту и оборудованию.
Используйте качественные уплотнения между компонентами системы, чтобы предотвратить утечку расплава; регулярные проверки и своевременная замена обеспечивают целостность системы.
Узнайте больше 5 о горячеканальных системах, позволяющих остановить утечки и обеспечить эффективность производственных процессов. Эти шаги помогают поддерживать высокое качество и предотвращать повреждение пресс-форм или машин.
В моей работе, будь то декорирование или промышленность, применение этих принципов помогает мне каждый раз эффективно достигать целей дизайна.
Полистирол требует узких желобов.Истинный
Скорость течения расплава полистирола требует узких каналов для оптимального потока.
Круглые направляющие имеют более высокое сопротивление потоку, чем прямоугольные.ЛОЖЬ
Круглые направляющие обладают низким сопротивлением потоку, в отличие от прямоугольных форм.
Как спланировать эффективную планировку бегунов?
Вы когда-нибудь задумывались о том, как хорошая компоновка направляющих влияет на процесс формования? Любопытные умы действительно задаются этим вопросом. Правильное планирование играет жизненно важную роль. Дизайн влияет на успех или неудачу.
Спланируйте хорошую компоновку направляющих, подумав о том, как движется материал, о размере и форме направляющих, а также сохраняя сбалансированность компоновки, чтобы избежать областей, где ничего не происходит. Эти вещи очень важны для получения наилучших результатов литья под давлением.

Характеристики потока материала
Понимание потока, соответствующего 6 принципам, имеет важное значение. Размер канала потока должен соответствовать скорости течения расплава ( MFR ) формовочного материала. Например, материалы с высоким MFR , такие как полистирол, требуют более узких каналов, чем материалы, такие как полиамид, армированный стекловолокном, которым нужны более широкие каналы.
- Совместимость: убедитесь, что материал канала потока химически инертен по отношению к формовочному материалу, избегая реакций при высоких температурах, которые могут привести к разрушению материалов.
Я сразу понял, что соответствие канала потока и формовочного материала имеет решающее значение. Использование меди в бегунах с поликарбонатом однажды привело к неожиданным реакциям. Я обнаружил эту ошибку во время проекта, и это был тяжелый урок.
Размер и форма бегуна
При выборе размера бегуна необходимо учитывать множество факторов:
| Компонент | Рекомендации по размеру |
|---|---|
| Главный бегун | Чуть больше сопла, 0,5-1 мм. |
| Бегун по веткам | 3-6 мм для небольших изделий, 8-12 мм для более крупных. |
| Ворота | Точечный: 0,5–1,5 мм, веерообразный: 0,2–1 мм. |
Форма бегуна также имеет решающее значение:
- Круглые направляющие обладают низким сопротивлением потоку, но сложны в обработке.
- Прямоугольные и трапециевидные полозья легче обрабатывать, но они обладают более высокой стойкостью.
Поиск подходящего размера беговой дорожки часто напоминает решение головоломки. Я придерживаюсь простой идеи: выбрать форму тоже сложно.
Сбалансированное планирование планировки
Для форм с несколькими полостями жизненно важно иметь сбалансированную компоновку направляющих 7 Направляющие от основного канала к каждой полости должны быть одинаковыми по длине и форме, чтобы обеспечить одновременное заполнение.
Балансировка планировки напоминает организацию ужина; все нужно подавать одновременно и при одной и той же температуре.
- Избегайте мертвых зон: устраните повороты под прямым углом и узкие каналы, чтобы предотвратить потерю давления и задержку расплава, которые могут ухудшить качество продукции.
Однажды я столкнулся с постоянными проблемами качества из-за мертвых зон — сложных поворотов под прямым углом, которые задерживают таяние и портят качество продукции — и это стало важным уроком.
Специальные замечания по горячеканальным системам
Система горячеканальных систем требует тщательного планирования:
- Управление обогревом: используйте зональное управление обогревом с помощью независимых датчиков для поддержания оптимальной температуры во всем помещении.
- Герметизация: используйте термостойкие уплотнения для предотвращения утечек, которые могут повлиять на качество продукции и повредить оборудование.
Горячеканальные системы требуют точности. Независимые датчики контролируют зоны нагрева, поддерживая идеальную температуру материалов. Плохое уплотнение однажды привело к утечке, испортившей всю партию; теперь всегда использую очень термостойкие пломбы.
Эти советы значительно повысили мою эффективность и качество продукции при литье под давлением. Небольшие изменения в расположении желобов могут существенно изменить производственные результаты — это действительно впечатляет.
Круглые направляющие обеспечивают низкое сопротивление потоку.Истинный
Круглые направляющие предназначены для минимизации сопротивления, возникающего при потоке расплава.
Повороты направляющих под прямым углом повышают эффективность потока.ЛОЖЬ
Повороты под прямым углом создают мертвые зоны, вызывая потерю давления и снижая эффективность потока.
Какие особенности следует учитывать при использовании горячеканальных систем?
Хотите узнать, как работает горячеканальная система при литье под давлением? Узнайте о деталях, обеспечивающих высокую эффективность и отличное качество продукции.
При проектировании горячеканальной системы я сосредотачиваюсь на важных деталях. Материальный поток имеет значение. Размер и форма бегуна имеют решающее значение. Также необходима сбалансированная планировка. Точный контроль температуры жизненно важен для максимальной производительности. Качество продукции, вероятно, является результатом всех этих факторов.
Характеристики потока материала
Помню свой первый проект с хитрым материалом — полиамидом, армированным стекловолокном. Это преподало мне важный урок: материалы ведут себя по-другому. Каналы потока должны соответствовать скорости течения расплава ( MFR ). с высоким MFR , такие как некоторые полистиролы, скользят через меньшие каналы, тогда как материалам с низкой текучестью требуется больше места. Каждому материалу нужно свое место на дороге.
Кроме того, большое значение имеет температура. Поддержание термопластичного эластомера при правильной температуре означает, что он хорошо течет. Обеспечьте совместимость материалов 8 , чтобы избежать химических реакций между каналом потока и формовочными материалами.
Размер и форма бегуна
Подумайте об открытии аквапарка. Слайды должны быть подходящего размера, чтобы все могли двигаться плавно. При литье под давлением размер и форма направляющей имеют решающее значение:
| Параметр | Рассмотрение |
|---|---|
| Главный бегун | Плотно присоединяется к насадке машины, немного больше на 0,5-1 мм для хорошего соединения. Более короткие основные направляющие означают меньшую потерю давления. |
| Бегун по веткам | Отрегулируйте диаметр в зависимости от размера продукта и вязкости материала. |
| Размер ворот | Зависит от толщины стенки, материала и скорости впрыска. |
Круглые формы идеальны, но их сложно обрабатывать; прямоугольные и трапециевидные формы лучше подходят для ограниченного пространства.
Планирование расположения направляющих
Балансировка беговой дорожки похожа на планирование поездки с друзьями: каждому нужно одинаковое начало, чтобы получить удовольствие от поездки. Равные длины полозьев от основного канала одновременно заполняют полости — это все равно, что поровну делить закуски в путешествии.
Крайне важно избегать тупиков и застойных мест, как и следить за тем, чтобы никто не застрял в пробке. Используйте дугообразные углы с радиусом, в 1,5 раза превышающим диаметр направляющей, чтобы все двигалось плавно.
Отопление и контроль температуры
Эффективный горячеканальный нагрев подобен выпечке печенья: важно равномерное распределение тепла:
- Хорошо расположенные нагревательные элементы вокруг пластин и насадок обеспечивают равномерное приготовление каждой части.
- Управление обогревом зон обеспечивает точность благодаря независимым датчикам для каждой зоны.
- Изоляционные материалы, такие как керамические волокна, повышают термическую эффективность без перегрева деталей пресс-формы.
Герметизация и предотвращение утечек имеют жизненно важное значение: используйте высококачественные уплотнения между компонентами, чтобы предотвратить утечку расплава, которая может повредить продукты и оборудование. Регулярные проверки герметичности необходимы, так же, как и проверка сохранения тепла внутри духовки.
Материалы с высоким MFR требуют более широких каналов горячеканальных каналов.ЛОЖЬ
Материалы с высоким MFR требуют более узких каналов для оптимального потока.
Сбалансированная конструкция направляющих предотвращает задержку расплава.Истинный
Одинаковая длина направляющих обеспечивает равномерное заполнение и предотвращает задержку.
Почему контроль температуры имеет решающее значение при литье под давлением?
Вы когда-нибудь задумывались о том, почему температура важна при литье под давлением? Это похоже на выпекание торта. Неправильно нагрейте, и все развалится.
Контроль температуры при литье под давлением важен для поддержания стабильного потока материала. Это предотвращает такие проблемы, как деформация. Правильная температура защищает механические свойства конечного продукта. Этот процесс занимает ключевое место в обеспечении качества и эффективности.

Характеристики потока материала
Мой первый проект в области литья под давлением был похож на прогулку по канату. Температура сыграла решающую роль. Небольшое изменение может привести к успеху или неудаче. Представьте, что вы проталкиваете мед через соломинку. Слишком холодно и ничего не движется. Слишком жарко, и оно разливается повсюду.
При формовании различные материалы нуждаются в особых условиях текучести. Это все равно, что менять заварку кофе в зависимости от зерна. Например, согласование потока 9 гарантирует, что размер канала будет соответствовать скорости течения расплава материала. Это предотвращает такие проблемы, как неполное заполнение или слишком высокое давление.
Размер и форма бегуна
Проектирование системы направляющих с учетом температуры напоминает планирование поездки. Вам нужно понять землю. Размер полозья должен соответствовать толщине материала при различных температурах.
| Материал | Низкая вязкость | Высокая вязкость |
|---|---|---|
| Полистирол | 3-6 мм | 8-12 мм |
| Полиамид, армированный стекловолокном | 6-10 мм | 10-15 мм |
Представьте себе работу с полистиролом или полиамидом, армированным стекловолокном. Размер бегунков меняется в зависимости от того, хотите ли вы плавного хода или рискуете столкнуться с неровностями.
Горячие канальные системы
Системы с горячими каналами подобны изысканной кухне. Каждая деталь требует точного контроля. Нагревательные части должны распределять тепло равномерно, чтобы поддерживать одинаковую температуру во всей системе. В больших системах зональный нагрев обеспечивает точный контроль различных секций, что позволяет выполнять регулировки, аналогичные приготовлению нескольких блюд.
Изменения температуры могут повлиять на совместимость материалов 10 . Это может вызвать реакции, которые нанесут ущерб качеству материала или долговечности бегунка. Регулярные проверки герметичности и изоляции предотвращают утечки и поддерживают прочность системы.
Как избежать дефектов
Хороший контроль температуры позволяет избежать таких дефектов, как деформация и вмятины. Когда я начал, я узнал, что контроль скорости охлаждения формы обеспечивает равномерное затвердевание, снижение напряжений и изгибов конечного продукта — почти так же, как медленное охлаждение пирога, чтобы предотвратить появление трещин.
Хорошо сбалансированная конструкция направляющих предотвращает локальный перегрев и обеспечивает равномерное заполнение полости, гарантируя идеальное пропекание каждого куска пирога.
Системы автоматизации и управления
Современное литье под давлением — это тонко отлаженное ремесло с передовыми системами, автоматизирующими контроль температуры. Они контролируют температуру пресс-формы и регулируют настройки в режиме реального времени для достижения оптимальных условий, подобно использованию интеллектуального термостата дома.
Изоляционные материалы, такие как керамические волокна 11 , сокращают потери тепла и повышают энергосбережение.
Знание того, как температура влияет на каждую часть процесса литья под давлением, помогает таким дизайнерам, как Джеки, эффективно создавать высококачественные изделия.
Температура влияет на текучесть материала при литье под давлением.Истинный
Разные материалы требуют определенных температур для обеспечения надлежащего потока.
Горячеканальные системы не требуют контроля температуры.ЛОЖЬ
Равномерный нагрев имеет решающее значение для поддержания равномерной температуры в горячеканальных системах.
Заключение
Проектирование системы направляющих форм включает в себя рассмотрение характеристик потока материала, размера и формы направляющих, сбалансированной компоновки и контроля температуры для эффективного производства и высококачественной продукции.
-
Понимание скорости течения расплава помогает выбрать подходящие размеры каналов для различных материалов. ↩
-
Знания о совместимости материалов помогают выбрать материалы для направляющих, которые не будут разлагаться и не вступать в химическую реакцию. ↩
-
Зональный контроль нагрева обеспечивает точное регулирование температуры в крупных горячеканальных системах. ↩
-
Узнайте, как точный контроль температуры может повысить эффективность и предотвратить проблемы в горячеканальных системах. ↩
-
Откройте для себя эффективные методы герметизации горячеканальных систем, позволяющие избежать утечек и сохранить качество продукции. ↩
-
Узнайте, как согласование размера канала потока со свойствами материала повышает эффективность литья под давлением. ↩
-
Узнайте, как сбалансированная компоновка обеспечивает равномерное заполнение многоместных форм, улучшая консистенцию продукта. ↩
-
По этой ссылке представлены стратегии предотвращения химических реакций между различными материалами в горячеканальных системах. ↩
-
Узнайте о согласовании потоков, чтобы лучше понять его роль в повышении эффективности и качества литья под давлением. ↩
-
Узнайте, как несовместимые материалы могут повлиять на целостность формы и качество продукции из-за реакций, связанных с температурой. ↩
-
Изоляционные материалы имеют решающее значение для поддержания энергоэффективности и предотвращения потерь тепла в системах литья под давлением. ↩




