

Деформация деталей, изготовленных методом литья под давлением, часто кажется бесконечной борьбой с низким качеством.
Для решения проблем деформации деталей, изготовленных методом литья под давлением, экспертам необходимо сосредоточиться на системе охлаждения, конструкции литниковых каналов и материалах. Система охлаждения должна работать эффективно. Правильное расположение литникового канала имеет большое значение. Выбор материала имеет решающее значение. Таким образом, деформация, вероятно, уменьшится. Качество продукции значительно улучшается благодаря этим шагам.
Я помню свой первый опыт решения проблем с деформацией. Наблюдать, как тщательно изготовленные детали гнутся, было очень неприятно. Первоначальные методы, такие как улучшение охлаждения и изменение расположения литниковых каналов, быстро помогают. Внимательное изучение каждой детали показывает незначительные различия, которые обещают долгосрочный успех. В следующих разделах эти методы объясняются более подробно. Они предлагают идеи, которые не только решают проблему деформации, но и поднимают весь процесс литья под давлением на очень высокий уровень. Очень высокий уровень. Они дают вам способы создания высококачественных деталей без деформации.
Оптимизация системы охлаждения снижает деформацию формованных деталей.Истинный
Эффективное охлаждение сводит к минимуму неравномерную усадку, уменьшая деформацию.
Использование любого материала позволит устранить дефекты деформации при литье под давлением.ЛОЖЬ
Выбор материала влияет на скорость усадки, что, в свою очередь, сказывается на деформации.
- 1. Как оптимизация системы охлаждения помогает уменьшить деформацию?
- 2. Как корректировка конструкции литникового канала может помочь минимизировать деформацию?
- 3. Почему контроль температуры имеет решающее значение в процессе литья под давлением?
- 4. Какие материалы могут предотвратить деформацию?
- 5. Заключение
Как оптимизация системы охлаждения помогает уменьшить деформацию?
Знаете ли вы, как неприятно, когда при литье под давлением деформируются детали? Я вас прекрасно понимаю. Решение этой проблемы заключается в совершенствовании системы охлаждения.
Для предотвращения деформации деталей, изготовленных методом литья под давлением, необходимо оптимизировать систему охлаждения, конструкцию литникового канала и выбор материала. Эффективное охлаждение, стратегическое расположение литникового канала и выбор подходящих материалов являются важнейшими шагами. Эти меры помогают уменьшить деформацию и значительно повысить качество продукции.
Важность проектирования охлаждающих каналов
Конструкция каналов охлаждения 1 влияет на скорость охлаждения формованной детали. Правильно спроектированные каналы обеспечивают равномерное охлаждение, что крайне важно для минимизации термических напряжений и предотвращения деформации. Для сложных деталей предпочтительны многослойные и разделенные каналы
Для толстостенных деталей более высокая плотность каналов охлаждения или использование эффективных охлаждающих сред могут ускорить процесс. Напротив, для тонкостенных деталей требуется контролируемое охлаждение во избежание чрезмерной усадки.
| Тип детали | Стратегия охлаждения |
|---|---|
| Толстостенный | Увеличьте плотность каналов |
| Тонкостенные | Регулировка скорости охлаждения |
Регулярное техническое обслуживание систем охлаждения
Регулярные проверки и техническое обслуживание предотвращают такие проблемы, как засорение или протечки в каналах охлаждения. Засоренный канал может привести к неравномерному охлаждению, что способствует деформации. Регулярные осмотры и чистки помогают поддерживать оптимальную производительность.
Корректировка конструкции ворот
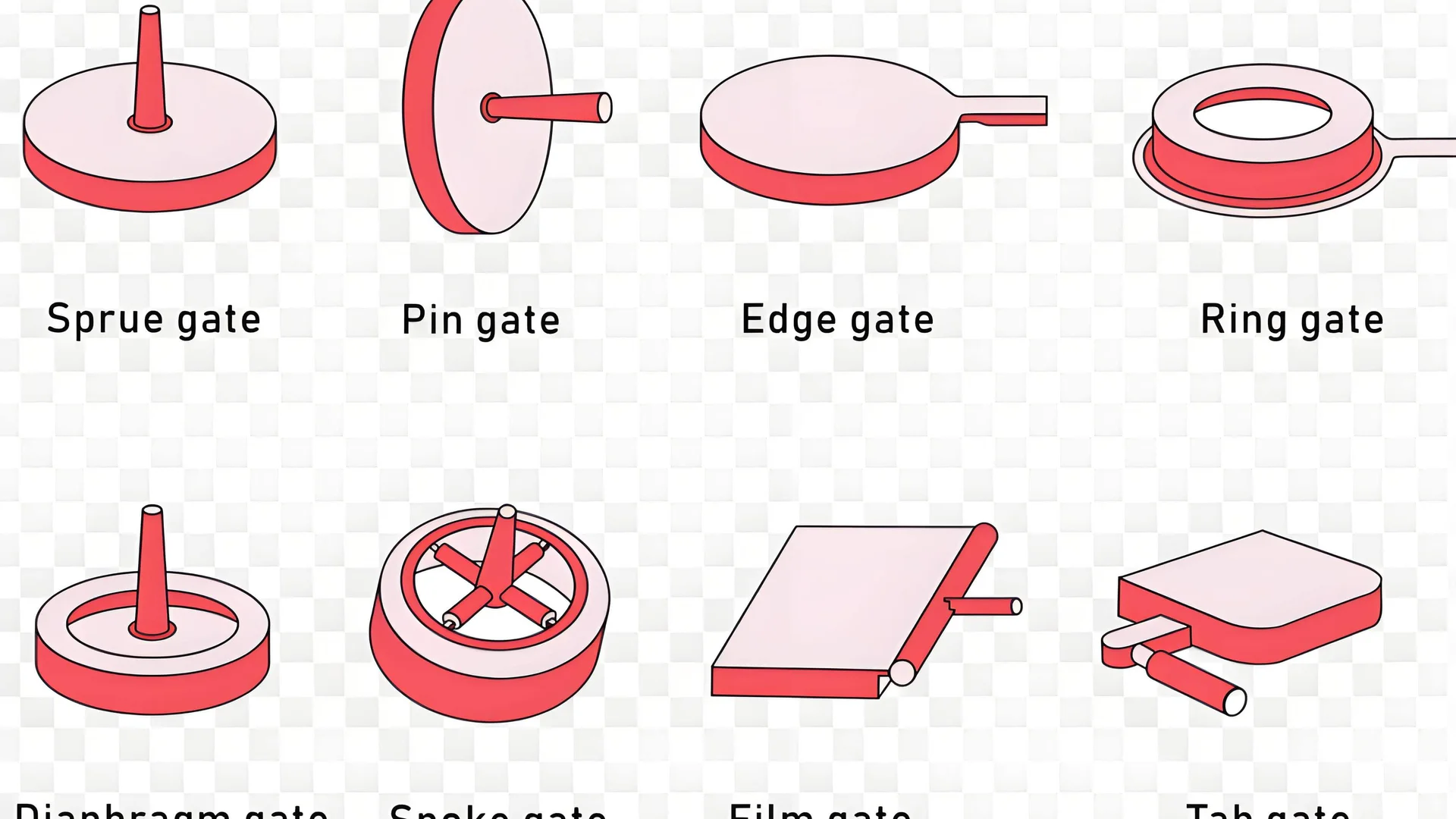
Изменение конструкции литникового канала — еще один способ оптимизации системы охлаждения. Располагая литник в более толстой части или геометрическом центре, расплав пластика более равномерно заполняет полость, снижая риск деформации. Различные типы литниковых каналов, такие как точечные литники или боковые литники, обеспечивают разные преимущества в зависимости от геометрии детали.
Интеграция охлаждения и контроля температуры
Сочетание оптимизированного охлаждения с точным контролем температуры дополнительно повышает эффективность снижения деформации. Точное управление температурой пресс-формы позволяет производителям контролировать кристаллизацию в кристаллических пластмассах, уменьшая разницу в усадке объема.
Влияние на эффективность литья под давлением
, но и повышает эффективность производства. Более быстрое охлаждение означает сокращение циклов, что приводит к увеличению производительности и экономии средств. Эта оптимизация имеет решающее значение для крупномасштабного производства³ .
Многослойные каналы уменьшают деформацию сложных деталей.Истинный
Многослойная конструкция каналов обеспечивает равномерное охлаждение, минимизируя тепловое напряжение.
Для предотвращения деформации толстостенных деталей требуется более медленное охлаждение.ЛОЖЬ
Для предотвращения деформации толстостенных деталей требуется более быстрое охлаждение.
Как корректировка конструкции литникового канала может помочь минимизировать деформацию?
Изменение конструкции литникового канала в процессе литья под давлением действительно улучшает качество продукции.
Тщательная настройка конструкции литниковых каналов при литье под давлением уменьшает деформацию. Инженеры выбирают правильное место и тип литниковых каналов. Правильное расположение литниковых каналов обеспечивает равномерный поток и охлаждение. Уменьшаются отклонения усадки. Снижается вероятность дефектов. Отклонения усадки значительно уменьшаются.
Важность конструкции литникового канала в литье под давлением
Я помню тот момент, когда впервые узнал о роли конструкции литниковых каналов в литье под давлением. Это произошло во время ночного занятия, когда я понял, насколько важно контролировать путь расплавленного пластика в пресс-форме. Неправильное расположение литниковых каналов или их неподходящие типы приводят к неравномерному потоку, вызывая дифференциальную усадку и деформацию. Хорошая конструкция литниковых каналов имеет ключевое значение; она помогает поддерживать стабильный поток и уменьшает эти дефекты.
Оптимальное размещение ворот
Однажды на заводе я увидел, что размещение литникового канала в более толстой стенке или в центре детали может обеспечить равномерное распределение расплава. Расплав течет равномерно при центральном расположении литникового канала, компенсируя усадку, что крайне важно.
| Форма детали | Рекомендуемое расположение ворот |
|---|---|
| Дискообразная форма | Центр |
| Длинноформованный | Вдоль всей длины |
| Сложные формы | Множество ворот в стратегически важных точках |
Выбор подходящего типа ворот
Выбор правильного типа литникового канала стал уроком, позволяющим учиться на ошибках. Различные типы по-разному влияют на поток расплава. Например, точечный литник обеспечивает фонтанное заполнение, что уменьшает следы сварки и деформацию. В то же время боковые литники идеально подходят для длинных деталей, способствуя равномерному потоку расплава по всей их длине.
Узнайте больше о контрольных пунктах4
Влияние конструкции затвора на охлаждение
Равномерное охлаждение очень важно, поскольку оно предотвращает деформацию. Продуманная конструкция литниковой системы обеспечивает равномерное заполнение расплавом, снижая напряжение и деформацию.
Интеграция с системами охлаждения
Настройки конструкции затвора хорошо работают с оптимизированными системами охлаждения. Моя цель — проектирование путей охлаждения для обеспечения равномерности, особенно для сложных форм.
Узнайте о стратегиях создания каналов охлаждения5
Стабильность материалов и конструкция затвора
Наконец, выбор материалов с низкой усадкой и эффективной конструкцией литниковых каналов уменьшает деформацию. Я часто использую такие материалы, как полистирол (ПС) с наполнителями для лучшей стабильности размеров.
Благодаря этим методам мне удалось значительно снизить деформацию. Разработка литниковых каналов теперь является важной частью моего арсенала инструментов для совершенствования производственных процессов в литье под давлением.
Расположение литникового канала по центру уменьшает деформацию дискообразных деталей.Истинный
Центральный затвор обеспечивает равномерный поток расплава, уменьшая различия в усадке.
Точечные литники увеличивают деформацию из-за неравномерного распределения расплава.ЛОЖЬ
Точечные литники создают фонтанообразный поток заполнения, уменьшая следы сварки и деформацию.
Почему контроль температуры имеет решающее значение в процессе литья под давлением?
Вы когда-нибудь задумывались, почему контроль температуры при литье под давлением так важен? Дело не только в предотвращении проблем. Речь идет о поиске правильного баланса между качеством и эффективностью.
Контроль температуры важен в литье под давлением. Он обеспечивает хорошую текучесть материала и предотвращает дефекты. Качество продукции улучшается при правильном контроле температуры. Кристаллизация, усадка и скорость охлаждения зависят от температуры. Для обеспечения стабильности и точности продукции необходимо правильное соблюдение этих параметров.

Роль температуры в движении материалов
В начале моей работы с литьем под давлением температура показала свою силу. Температура действительно могла существенно повлиять на результат проекта. Представьте, как вы льете сироп в холодный день. Он плохо течет, верно? Расплавы пластика ведут себя аналогично при литье. Каждый материал лучше всего течет при определенных температурах. АБС- пластику необходима температура от 180 до 250 °C. Это как найти правильную смесь для блинов – слишком густая или слишком жидкая – и ничего не получится.
Правильное регулирование температуры 7 обеспечивает оптимальную текучесть расплавленного пластика, снижая внутренние напряжения, которые приводят к таким дефектам, как деформация.
Влияние на кристаллизацию и усадку
Мой первый опыт работы с кристаллическими пластиками оказался неожиданным. Регулировка температуры пресс-формы для таких материалов, как полипропилен ( ПП ), значительно изменяет скорость кристаллизации и усадку. Это как выпечка торта – неправильная температура приведет к тому, что он развалится. Правильная температура предотвращает деформацию и обеспечивает однородность деталей.
| Материал | Диапазон температур ствола (°C) | Эффект |
|---|---|---|
| АБС | 180-250 | Обеспечивает контроль текучести и усадки |
| Полипропилен ( ПП ) | Различный | Контролирует кристаллизацию и усадку |
Оптимизация системы охлаждения
Усовершенствование системы охлаждения было похоже на решение головоломки. Равномерное охлаждение по всей поверхности пресс-формы имеет решающее значение. Я научился проверять наличие засоров или протечек – представьте себе садовый шланг, который перегнулся, и вода перестает течь. Эта тщательная проверка предотвращает неравномерное охлаждение и деформацию, особенно сложных деталей.
Использование многослойных и разделенных каналов охлаждения 8 обеспечивает равномерное распределение тепла, особенно в деталях сложной формы или с толстыми стенками.
Влияние давления и скорости
Баланс между давлением и скоростью подобен грамотному управлению автомобилем: слишком высокая или слишком низкая скорость приводит к проблемам. Высокое давление вызывает проблемы с заполнением и деформацию. Мягкое давление обеспечивает полное заполнение, что значительно повышает качество деталей.
- Оптимальные настройки давления:
- Давление впрыска: отрегулируйте его для снижения внутреннего напряжения.
- Давление удержания: обычно составляет 50–80% от давления впрыска.
Выбор материалов и предварительная обработка
Выбор материалов напоминал подбор ингредиентов, где нет места ошибкам. Такие материалы, как полистирол (ПС), отлично подходят, когда проблема заключается в усадке. Удаление влаги из материалов было еще одним ключевым шагом – как высушивание рук перед замешиванием теста; влага меняет все.
Кроме того, предварительная обработка материалов 9 для удаления влаги имеет решающее значение, поскольку содержание влаги влияет на тепловые характеристики и текучесть пластмасс, таких как нейлон (ПА).
В заключение, контроль температуры при литье под давлением — это не просто цифры; это создание чего-то особенного с заботой. Улучшая конструкцию пресс-формы, настройки давления и выбор материала, можно добиться действительно лучшей стабильности качества продукции — подобно настройке музыкального инструмента, требующей практики, сосредоточенности и, возможно, немного страсти к работе.
Для производства ABS требуется температура цилиндра в диапазоне 180-250°C.Истинный
Для обеспечения надлежащей вязкости и текучести АБС-пластику необходимы определенные температуры.
Повышение температуры пресс-формы для полипропилена снижает деформацию.Истинный
Более высокие температуры пресс-формы способствуют кристаллизации, сводя к минимуму деформацию полипропилена.
Какие материалы могут предотвратить деформацию?
Бывало ли так, что проект сбивался с курса из-за того, что пластиковые детали деформировались неожиданным образом? Выбор правильного материала действительно имеет значение для дальнейшего продвижения проекта.
Важно выбирать материалы, которые мало дают усадку и сохраняют термостойкость. Полистирол отлично подходит для этой цели. Еще один отличный вариант — полипропилен, армированный стекловолокном. Эти материалы помогают уменьшить деформацию деталей, изготовленных методом литья под давлением.

Понимание свойств материалов
Проблемы с деформацией меня впервые удивили. Решение одной проблемы напоминало игру «Ударь крота»: одна решена, другая возникает. Причиной проблемы была неравномерная усадка при охлаждении. Выбор материалов с низким коэффициентом усадки и высокой термической стабильностью имеет решающее значение. Полистирол является предпочтительным вариантом из-за меньшей усадки, а добавление стекловолокна¹⁰ полипропилену повышает стабильность размеров.
Влияние филлеров и модификаций
Наполнители удивили меня, оказавшись одновременно и друзьями, и врагами. Когда я добавил тальк в полипропилен, качество изделия значительно улучшилось. Включение наполнителей, таких как тальк или минералы, может изменить характеристики усадки материала. Например, использование полипропилена, наполненного тальком, может уменьшить деформацию за счет стабилизации усадки в разных областях детали.
| Таблица: Влияние наполнителей на свойства материала | Материал | Наполнитель | Коэффициент усадки | Снижение деформации |
|---|---|---|---|---|
| Полипропилен | Стекловолокно | Низкий | Высокий | |
| Полипропилен | Тальк | Умеренный | Умеренный |
Предварительная обработка материалов
Сушка таких материалов, как нейлон, имеет огромное значение. Пропуск этого этапа однажды привел к деформации из-за влаги. Крайне важно обеспечить надлежащую сушку сырья перед обработкой. Нейлон , известный своей гигроскопичностью, значительно выигрывает от сушки, предотвращая неравномерную усадку , , которая приводит к деформации.
Температурная чувствительность материалов
Контроль температуры творит чудеса в борьбе с деформацией. Разные виды пластика имеют определенные диапазоны температур обработки. При работе с АБС- пластиком точное регулирование температуры позволяет контролировать текучесть и усадку. Правильное управление температурой может эффективно смягчить проблемы, связанные с деформацией.
Понимание этих деталей заставляет меня ценить сочетание искусства и науки в выборе правильных материалов. Как и Джеки 12 , опытный дизайнер потребительской электроники, он считает, что выбор идеальных материалов позволяет идеально объединить все элементы.
Полистирол обладает высокой степенью усадки.ЛОЖЬ
Полистирол выбирается из-за более низкой степени усадки, что снижает деформацию.
Стекловолокно уменьшает деформацию полипропилена.Истинный
Добавление стекловолокна в полипропилен повышает стабильность размеров и уменьшает деформацию.
Заключение
В данной статье рассматриваются эффективные стратегии снижения деформации деталей, изготовленных методом литья под давлением, с акцентом на оптимизацию системы охлаждения, корректировку конструкции литниковых каналов, контроль температуры и выбор материалов.
-
Изучение передовых методов проектирования каналов может значительно снизить деформацию формованных деталей. ↩
-
Понимание преимуществ точечного литографического контроля может улучшить вашу стратегию проектирования литографических контролей для повышения качества деталей. ↩
-
Изучение преимуществ повышения эффективности за счет оптимизации систем охлаждения может привести к улучшению производственных результатов. ↩
-
Понимание принципов работы точечных затворов может помочь проектировщикам оптимизировать схемы потока, уменьшая количество дефектов, таких как следы сварки и деформация. ↩
-
Правильно выстроенные каналы охлаждения способствуют равномерному охлаждению, предотвращая деформацию и улучшая качество деталей. ↩
-
Правильный выбор материалов снижает риск деформации, повышая общую стабильность и качество деталей. ↩
-
Узнайте о конкретных температурных диапазонах, необходимых для АБС-пластика, чтобы обеспечить оптимальную текучесть и качество продукции. ↩
-
Изучите, как многослойные каналы охлаждения способствуют равномерному охлаждению и предотвращают такие дефекты, как деформация. ↩
-
Узнайте о необходимых этапах предварительной обработки нейлона для сохранения его желаемых свойств в процессе формования. ↩
-
Узнайте, как армирование стекловолокном улучшает свойства полипропилена, уменьшая усадку и повышая стабильность. ↩
-
Поймите, почему сушка нейлона имеет решающее значение для предотвращения дефектов, связанных с влагой, при литье под давлением. ↩
-
Узнайте, как дизайнеры, такие как Джеки, обеспечивают оптимальный выбор материалов для функциональности и эффективности производства. ↩






