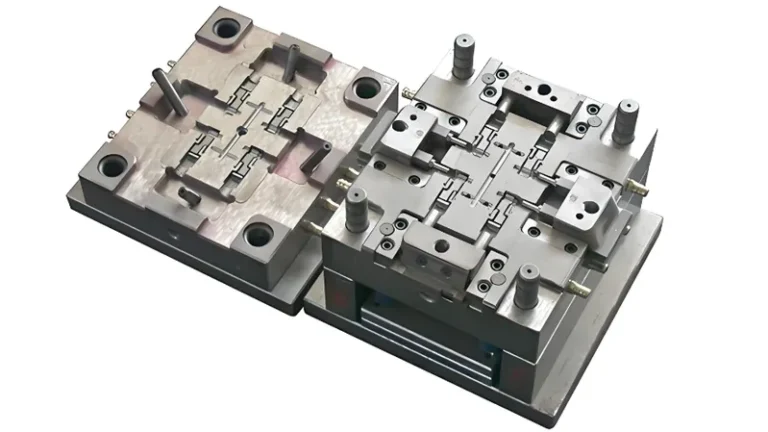

Балансирующие бегуны в мульти-кавити-формах 1 являются критическим аспектом литья под давлением, который гарантирует, что каждая полость заполняется равномерно, создавая последовательные, высококачественные детали. В мульти-кавитичных формах, которые предназначены для производства нескольких идентичных частей в одном цикле, система бегунов-каналы, которые распределяют расплавленный пластик от точки инъекции в каждую полость,-не будет тщательно разработана для предотвращения дефектов, таких как недостаточно, переполнение или деформация.
Балансировать бегуны 2 обеспечивает равномерное заполнение всех полостей в мультиколевых формах, что важно для производства идентичных высококачественных деталей в литье под давлением.
Понимание того, как сбалансировать бегунов имеет решающее значение для тех, кто занимается дизайном плесени, литья 3 или производства пластиковых деталей. Это руководство проведет вас через основы, практические приложения и передовые методы, которые помогут вам достичь оптимальных результатов.
Балансирующие бегуны уменьшают материалы отходов в литье под давлением.Истинный
Обеспечивая равномерное заполнение, сбалансированные бегуны сводят к минимуму дефекты и уменьшают необходимость в переработке или ломом, экономя затраты на материалы.
Уравновешивание необходимо только для больших мульти-кавити.ЛОЖЬ
Даже небольшие мульти-кавитовые плесени извлекают выгоду из сбалансированных бегунов для поддержания консистенции и качества части.
Что такое бегун, балансирующий в мультиколевых формах?
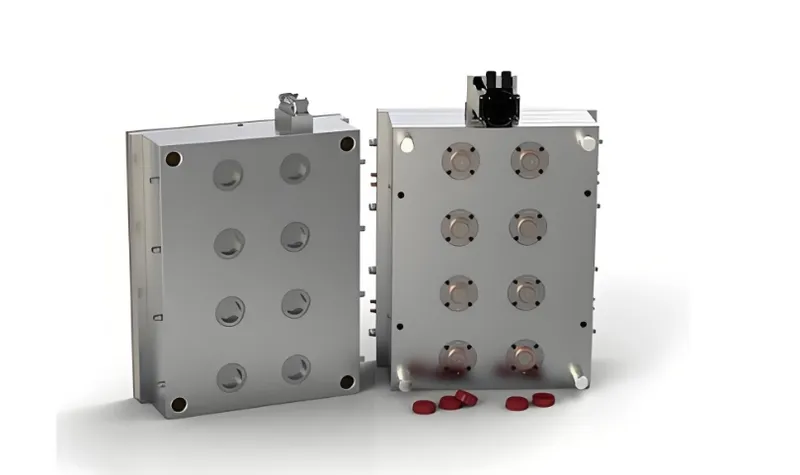
Уравновешивание бегуна в мульти-кавити-формах-это процесс проектирования системы бегунов, так что расплавленный пластик достигает каждой полости одновременно и с одинаковым давлением, обеспечивая равномерное качество части.

Балансировка бегуна 4 обеспечивает равный поток расплавленного пластика по каждой полости в мультиколевых формах, предотвращает дефекты и обеспечивая постоянное качество части.
| Тип системы бегуна | Описание | Примечания |
|---|---|---|
| Холодный бегун5 | Пластик в бегунах затвердевает и удаляется как отходы. | Подходит для производства с более низким объемом. |
| Горячий бегун6 | Бегуны остаются расплавленными, сокращают отходы и повышают эффективность. | Идеально подходит для масштабного производства. |
Ключевые понятия в балансировке бегунов
-
Многокавитанная плесень : плесень с несколькими одинаковыми полостями для производства нескольких частей на цикл.
-
Бегуны : каналы, которые направляют расплавленный пластик из точки впрыска к полостям.
-
Балансировка 7 : проектирование бегунов для обеспечения равных длины пути потока и последовательных поперечных сечений для равномерного заполнения.
Типы бегунков
-
Системы бегунов H-типа 8 : Симметричная планировка, по своей сути сбалансированной, но может потребовать корректировки для более крупных форм.
-
Fishbone или произвольные макеты : используется для конкретных конструкций, требующих точного баланса.
Балансировка бегуна имеет важное значение в таких отраслях, как автомобильная, упаковка и потребительская электроника, где постоянное качество части имеет решающее значение.
Системы горячих бегунов всегда лучше для балансировки.ЛОЖЬ
В то время как горячие бегуны предлагают лучший контроль, холодные бегуны также могут быть эффективно сбалансированы с правильным дизайном.
Сбалансированные бегуны повышают эффективность производства.Истинный
Единое заполнение сокращает время цикла и сводит к минимуму дефекты, повышая общую эффективность.
Почему бегун сбалансирует в литье под давлением?
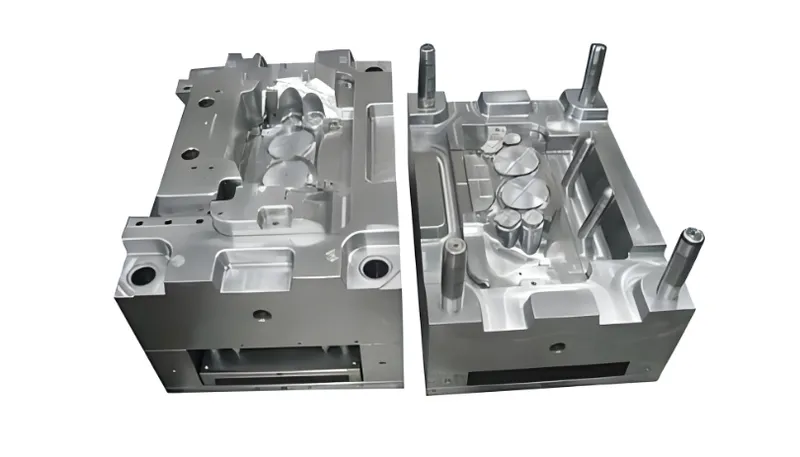
Уравновешивание бегуна имеет решающее значение в литье под давлением, поскольку он напрямую влияет на качество части, эффективность производства и экономическую эффективность.
Сбалансированные бегуны обеспечивают однородное качество части, снижают дефекты и оптимизируют использование материалов в мультиколевых формах.

Типичные сценарии применения
-
Производство большого объема 9 : необходимо для массового производства идентичных деталей, таких как крышки для бутылок или автомобильные разъемы.
-
Сложные детали : критические при формовании деталей с плотными допусками или сложной геометрией.
- Проекты, чувствительные к затратам 10 : помогает снизить затраты на час, путем минимизации отходов и переделки.
Плюсы и минусы сбалансированных бегунов
| Аспект | Плюсы | Минусы |
|---|---|---|
| Качество | Последовательные размеры и свойства. | Требуется точный дизайн и тестирование. |
| Эффективность | Более быстрое время цикла из -за равномерного наполнения. | Более высокие начальные затраты на установку. |
| Расходы | Снижение отходов материала и более низкие показатели дефектов. | Сложные формы могут быть дорогими для изменения. |
По сравнению с несбалансированными системами, сбалансированные бегуны предлагают значительные преимущества в качестве качества и эффективности, хотя они требуют более предварительных инвестиций в проектирование и инструменты.
Сбалансированные бегуны устраняют все дефекты литья.ЛОЖЬ
В то время как они уменьшают множество дефектов, другие факторы, такие как свойства материала или настройки машины, все еще могут вызвать проблемы.
Сбалансированные бегуны необходимы для высококачественного литья под давлением.Истинный
Они обеспечивают равномерное заполнение, которое имеет решающее значение для создания последовательных, без дефектных деталей.
Как сбалансировать бегунов в мульти-кавити-формах?
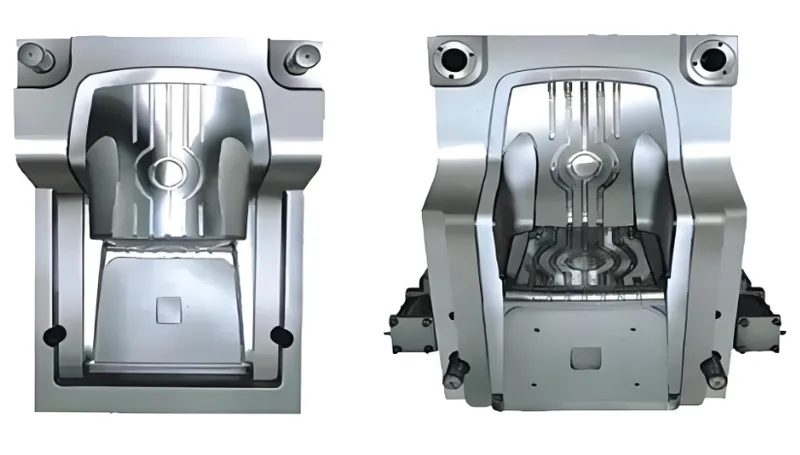
Балансирующие бегуны в мультиколевых формах включают в себя тщательный дизайн, выбор материалов и использование передовых инструментов для обеспечения равномерного заполнения всех полостей.
Чтобы сбалансировать бегунов, разработать равные пути потока, выберите соответствующие материалы и используйте программное обеспечение для моделирования или системы горячих бегунов для точного управления.
Шаги в процессе балансировки бегуна
-
Определить расположение полости : расположить полости симметрично, чтобы минимизировать различия в пути потока.
-
Рассчитайте размеры бегуна : убедитесь, что постоянные диаметры и длины бегуна для равного сопротивления потока.
-
Выберите систему бегуна : выберите между холодными или горячими бегунами на основе объема производства и материала.
-
Используйте программное обеспечение для моделирования : такие инструменты, как Moldflow, предсказывают поведение потока и определяют потенциальный дисбаланс.
-
Проведите пробные прогоны : проверьте форму и поправкой на размеры или температуру бегуна по мере необходимости.
Существенные соображения
- Вязкость : материалы с высокой искривленностью требуют больших бегунов или более высоких давлений.
-
Расплавление распределения : влияет на то, насколько легко материал заполняет форму; Непоследовательные ставки могут нарушить баланс.
-
Тепловая стабильность : материалы, чувствительные к температурным изменениям, пользуются отдачи от систем горячих бегунов.
Например, поликарбонат (ПК) обладает хорошей стабильностью размеров, но требует тщательной конструкции бегуна из -за его высокой вязкости.
Программное обеспечение для моделирования необходимо для балансировки бегунов.ЛОЖЬ
Несмотря на полезные, опытные дизайнеры плесени могут балансировать бегунов без программного обеспечения, хотя это повышает точность.
Материал воздействия на балансировку бегунов.Истинный
Различные материалы обладают различными свойствами потока, что влияет на то, как должны быть разработаны бегуны.
Какие инструменты и методы помогают в балансировке бегунов?
Несколько инструментов и методов доступны, чтобы помочь в балансировке бегунов, от программного обеспечения для дизайна до передовых технологий литья.
Программное обеспечение для моделирования, системы горячих бегунов и регулируемые полости переполнения являются ключевыми инструментами для достижения сбалансированных бегунов в мульти-кавити.

Практические инструменты для балансировки бегунов
-
Программное обеспечение для моделирования : Moldflow или Autodesk Moldflow Insight прогнозирует поведение потока и оптимизируйте конструкцию бегуна.
-
Системы горячих бегунов : обеспечивают точный контроль температуры, снижение эффектов сдвига и улучшение баланса.
-
Технология затвора клапана : позволяет индивидуально управлять потоком к каждой полости, идеально подходит для сложных форм.
-
Технологии вращения плавления : такие методы, как распределение расплавленного распределения распределения, для устранения дисбаланса вызванного сдвигом.
Руководство по принятию решений
- Для производства большого объема : используйте системы горячих бегунов для лучшего контроля и уменьшения отходов.

-
Для сложных частей : рассмотрим технологию или программное обеспечение для моделирования клапана или программное обеспечение для тонкой настройки.
-
Для чувствительных к стоимости проектов : начните с холодных бегунов и используйте симуляцию для оптимизации дизайна.
Системы горячих бегунов всегда необходимы для балансировки.ЛОЖЬ
Холодные бегуны могут быть эффективно сбалансированы, особенно для производства с более низким объемом.
Программное обеспечение для моделирования уменьшает пробную версию и ошибку в дизайне плесени.Истинный
Это позволяет дизайнерам предсказывать и исправлять проблемы перед изготовлением формы.
Каковы проблемы в балансировке бегунов?
Балансирующие бегуны в мультиколевых формах могут быть сложными из-за таких факторов, как дисбаланс, вызванные сдвигом, и вариации материала.
Эффекты сдвига, свойства материала и сложность плесени могут усложнить уравновешивание бегунов, требуя передовых методов и тщательного дизайна.

Общие проблемы
-
Дисбаланс, вызванный сдвигом : когда пластиковые течет через бегунов, сдвиговое тепло может вызвать изменения вязкости, что приводит к неравномерному начинке.
-
Изменения материала : различия в скорости расплава или скорости сокращения могут нарушить баланс.
-
Сложность плесени : большие формы со многими полостями сложнее сбалансировать из -за кумулятивных различий в пути потока.
Решения для преодоления проблем
- Используйте системы горячих бегунов : поддерживайте постоянные температуры расплава, чтобы уменьшить эффекты сдвига.

-
Включите балансирующие особенности : добавьте лидеров потока, ограничителей или регулируемые полости переполнения в тонкую настройку.
-
Программное обеспечение для моделирования левереджа : прогнозируйте и решайте потенциальные проблемы перед построением плесени.
Например, в формах с восемью или более полостями внутренние полости могут заполняться быстрее из -за эффектов сдвига, требующих таких методов, как вращение расплава, для исправления.
Балансирующие бегуны устраняют все проблемы производства.ЛОЖЬ
Хотя он решает проблемы с потоком, другие факторы, такие как калибровка машины или согласованность материала, все еще могут повлиять на производство.
Расширенные методы, такие как вращение расплава, могут решать дисбаланс вызванного сдвигом.Истинный
Такие технологии, как плату, корректируют распределение расплава, чтобы обеспечить равномерное заполнение.
Заключение
Балансирующие бегуны в мультиколевых плеснях имеют важное значение для производства высококачественных, последовательных частей в литье под давлением. Проектируя равные пути потока, выбирая подходящие материалы и используя такие инструменты, как программное обеспечение для моделирования и системы горячих бегунов, производители могут оптимизировать производство и снизить затраты. Хотя существуют такие проблемы, как дисбаланс, вызванные сдвигом, передовые методы и тщательное планирование могут преодолеть их. Понимание принципов и методов балансировки бегунов является ключом к успеху в литье инъекций.
-
Эта ссылка поможет вам понять преимущества мульти-кавити и их влияние на эффективность производства. ↩
-
Изучение этого ресурса предоставит вам основные методы и идеи для оптимизации процесса литья под давлением. ↩
-
Откройте для себя передовые технологии и инновации в литье инъекционного литья, которые могут улучшить ваши производственные процессы. ↩
-
Понимание балансировки бегунов имеет решающее значение для оптимизации дизайна плесени и обеспечения высококачественного производства. Исследуйте этот ресурс для углубленного понимания. ↩
-
Узнайте о преимуществах систем холодного бегуна, особенно для производства с более низким объемом, для улучшения процесса производства. ↩
-
Узнайте, как горячие системы бегунов могут повысить эффективность и уменьшить отходы в сценариях производства с большим объемом. ↩
-
Узнайте о значении балансировки в литье под давлением, чтобы обеспечить равномерное качество и эффективность в производстве. ↩
-
Откройте для себя различные системы бегунов, используемые в литье под давлением и как они влияют на производственный процесс и качество части. ↩
-
Эта ссылка поможет вам понять значение масштабного производства в достижении экономической эффективности и качества в формовании инъекций. ↩
-
Откройте для себя эффективные стратегии для минимизации затрат на литье инъекционного литья, особенно для проектов с бюджетными ограничениями, изучив этот ресурс. ↩





