В мире литья под давлением угол разъемной поверхности является критически важным, но часто упускаемым из виду фактором, который существенно влияет на срок службы пресс-формы.
Угол разъемной поверхности влияет на долговечность пресс-формы, воздействуя на износ и усталостные повреждения. Неправильные углы могут привести к плохому прилеганию, увеличению трения и неравномерному распределению давления, что ускоряет износ пресс-формы.
Продолжайте читать, чтобы узнать, как оптимизация этих углов может предотвратить повреждения, увеличить срок службы пресс-форм и повысить эффективность производства. Мы подробно рассмотрим механизмы, лежащие в основе этих эффектов, и дадим практические советы по улучшению конструкции пресс-форм.
Неправильный угол разъема увеличивает износ пресс-формы.Истинный
Неправильный угол разъемной поверхности приводит к плохому прилеганию и повышенному износу.
Равномерное распределение давления приводит к усталости пресс-формы.ЛОЖЬ
Неравномерное давление приводит к усталостному повреждению пресс-форм.
- 1. Какова роль прилегания разъемной поверхности в износе пресс-формы?
- 2. Как трение в процессе извлечения пресс-формы влияет на её долговечность?
- 3. Почему распределение давления при формовании имеет решающее значение для здоровья плесени?
- 4. Как правильный выбор углов разъемной поверхности может продлить срок службы пресс-формы?
- 5. Заключение
Какова роль прилегания разъемной поверхности в износе пресс-формы?
Точность соединения разъемных поверхностей имеет решающее значение для определения срока службы пресс-форм, влияя как на износ, так и на усталость материала.
Соответствие разъемных поверхностей влияет на износ пресс-формы, воздействуя на трение при извлечении из формы и распределение давления. Неправильная посадка приводит к ускоренному износу и усталостному повреждению, сокращая срок службы пресс-формы.
Важность точной подгонки разъемной поверхности
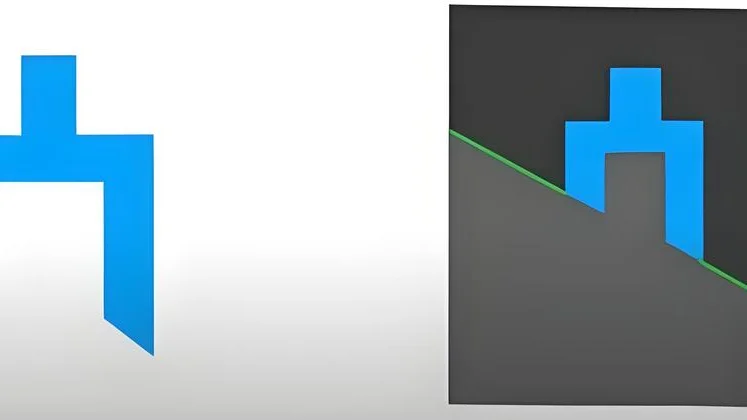
Угол разъемной поверхности имеет решающее значение для обеспечения точной подгонки компонентов пресс-формы. Правильный угол минимизирует зазоры, предотвращая проникновение расплавленного пластика в процессе литья под давлением. При неточной подгонке даже зазоры размером всего 0,1 мм приводят к образованию пластиковых бахромок, вызывая повышенный износ при каждом открытии и закрытии пресс-формы. Это многократное истирание может значительно сократить срок службы пресс-формы.
Трение при извлечении из формы
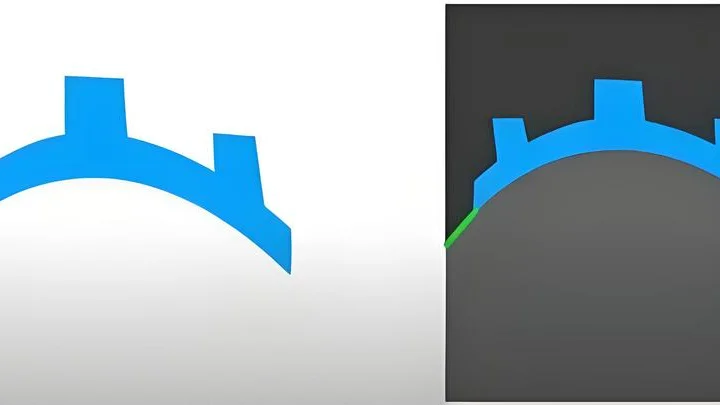
Соответствие поверхности разъема также влияет на уровень трения при извлечении из формы. Когда направление извлечения из формы не совпадает с углом разъема, изделие может выйти из формы под наклоном. Это увеличивает трение между изделием и формой, ускоряя износ. Для сложных конструкций оптимизированный угол имеет решающее значение для предотвращения царапин, которые со временем могут разрушать твердый слой поверхности.
Распределение давления при формовании
Угол разъемной поверхности определяет, как распределяется давление по пресс-форме в закрытом состоянии. Неправильный угол может концентрировать давление на одной стороне, что приводит к усталостному повреждению. В результате многочисленных циклов такое неравномерное распределение может вызвать образование мелких трещин в материале, в конечном итоге нарушая целостность пресс-формы. Понимание распределения давления при формовании помогает оптимизировать конструкцию и продлить срок службы пресс-формы.
Влияние силы раскрытия пресс-формы
Угол разъемной поверхности влияет как на величину, так и на направление силы, необходимой для открытия пресс-формы. Неправильный угол может потребовать большей силы открытия, что со временем может повредить компоненты пресс-формы, такие как направляющие или полости. Постоянное воздействие боковых сил из-за неправильных углов может привести к деформации и сокращению срока службы. Изучение влияния силы открытия пресс-формы может дать представление о способах минимизации таких рисков.
Угловые отклонения в поверхностях разъема вызывают износ пресс-формы.Истинный
Неправильные углы приводят к образованию зазоров, через которые проникает расплавленный пластик, что увеличивает износ.
Равномерное распределение давления предотвращает усталостное повреждение пресс-формы.Истинный
Равномерное распределение давления снижает концентрацию напряжений, сводя к минимуму образование трещин.
Как трение в процессе извлечения пресс-формы влияет на её долговечность?
Понимание роли трения при извлечении изделия из формы имеет решающее значение для продления срока службы пресс-формы и оптимизации производства.
Трение в процессе извлечения изделия из формы влияет на долговечность пресс-формы, увеличивая износ разъемных поверхностей и способствуя усталостному разрушению, особенно если угол разъемной поверхности неточен.
Влияние посадки отрезной поверхности на качество соединения
Точность подгонки разъемной поверхности 3 имеет решающее значение для минимизации трения при извлечении из формы. Неправильный угол может привести к плохой подгонке, образованию зазоров, через которые проникает расплавленный пластик, что приводит к образованию бахромы. Каждый раз, когда форма закрывается, эта бахрома усугубляет износ разъемных поверхностей. Например, зазор в 0,1 мм может позволить пластику проникнуть внутрь, вызывая дополнительное трение и последующий износ.
Аномальное трение при извлечении из формы
Когда извлечение изделия из формы происходит под углом, не соответствующим геометрии изделия, это приводит к увеличению трения. Этот сценарий более выражен в изделиях сложной формы. Поскольку изделие извлекается из формы под неправильным углом, оно может царапать форму, что приводит к аномальному трению⁴ . Это царапание может постепенно удалять твердый слой с поверхностей разъема, тем самым сокращая срок службы формы.
Влияние распределения давления при формовании
Угол разъемной поверхности также влияет на распределение давления по пресс-форме. Неравномерное распределение приводит к концентрации давления в определенных областях, что со временем может вызвать усталостное повреждение . Поскольку с каждым циклом впрыска образуются и расширяются небольшие трещины, в конечном итоге это может привести к значительному разрушению пресс-формы.
Динамика силы раскрытия пресс-формы
Необходимое усилие для открытия пресс-формы может зависеть от угла разъема. Если угол вызывает боковые силы при открытии, такие компоненты, как направляющие и полости, могут подвергаться длительной усталости и деформации. Эта проблема подчеркивает важность учета динамики усилия открытия пресс-формы при ее проектировании для продления срока ее службы.
Зазор в 0,1 мм на разъемной поверхности ускоряет износ.Истинный
Попадание расплавленного пластика в зазор 0,1 мм приводит к образованию бахромы, что усиливает износ.
Неправильные углы разъема сокращают срок службы пресс-формы на 50%.ЛОЖЬ
Хотя неправильные углы увеличивают износ, доказано, что он не снижается на 50%.
Почему распределение давления при формовании имеет решающее значение для здоровья плесени?
Понимание того, как распределение давления при формовании влияет на состояние пресс-формы, имеет решающее значение для предотвращения износа, усталости и обеспечения качества продукции.
Распределение давления при литье имеет решающее значение для исправной работы пресс-формы, поскольку предотвращает неравномерное напряжение, снижая износ и усталостные повреждения. Правильное распределение обеспечивает долговечность и стабильное качество продукции за счет поддержания равномерного давления по всей поверхности пресс-формы во время впрыска.

Влияние износа
Одним из важнейших аспектов распределения давления при формовании является его влияние на износ, особенно на разъемную поверхность. Точность подгонки верхней и нижней частей пресс-формы имеет решающее значение, поскольку любое угловое отклонение может привести к плохому прилеганию. Когда угол разъемной поверхности неточен, могут образовываться зазоры, позволяющие расплавленному пластику проникать внутрь. Это проникновение может вызвать фреттинг, который ускоряет износ с каждым циклом. Например, зазор в 0,1 мм может привести к образованию бахромы из пластика, царапающей разъемную поверхность при открытии и закрытии пресс-формы, что приводит к увеличению износа 7 .
Трение при извлечении из формы
Ещё одним фактором, который следует учитывать, является трение в процессе извлечения из формы. Если направление извлечения не совпадает с углом разделительной поверхности, возникает аномальное трение. Изделия могут извлекаться из формы под наклоном, что увеличивает трение о разделительную поверхность. Эта ситуация усугубляется при частых циклах впрыска, особенно для сложных форм, требующих точных углов для чистого извлечения из формы. Без оптимизированных углов изделия могут царапать разделительную поверхность, сокращая срок службы пресс-формы из-за истирания твердого слоя.
Устранение последствий усталости
Распределение давления при формовании также существенно влияет на усталостное повреждение. Неравномерное распределение давления из-за неправильных углов разъема может концентрировать напряжение в определенных областях. Это концентрированное напряжение может привести к усталостному повреждению, например, к образованию мелких трещин, которые со временем расширяются. Такое повреждение ставит под угрозу целостность и долговечность пресс-формы. Обеспечение равномерного давления помогает предотвратить эти проблемы, тем самым повышая долговечность и эффективность 8 .
Вопросы, касающиеся усилия раскрытия пресс-формы
Кроме того, угол разъемной поверхности влияет на усилие, необходимое для открытия пресс-формы. Неправильный угол может увеличить усилие, требуемое для открытия пресс-формы, и потенциально направить усилие вбок, воздействуя на компоненты пресс-формы, такие как направляющие или стержни. Это несоосность может привести к деформации из-за длительного воздействия неподходящих сил. Правильная регулировка угла необходима для уменьшения боковых сил и продления срока службы пресс-формы, обеспечивая структурную целостность всего производственного цикла.
Неправильный угол разъема приводит к износу пресс-формы.Истинный
Неправильный угол разъема может привести к плохому прилеганию и увеличению трения.
Равномерное давление снижает усталость пресс-формы.Истинный
Равномерное распределение давления предотвращает концентрацию напряжений, снижая усталостное повреждение.
Как правильный выбор углов разъемной поверхности может продлить срок службы пресс-формы?
Понимание влияния углов разъема может значительно увеличить срок службы пресс-формы, снизить износ и затраты на техническое обслуживание.
Правильные углы разъемной поверхности улучшают посадку пресс-формы, снижая износ и усталость материала за счет обеспечения равномерного распределения давления во время литья под давлением.
Важность соответствия разъемной поверхности
Точность угла разъемной поверхности имеет решающее значение для обеспечения плотного прилегания верхней и нижней частей пресс-формы. Неправильный угол может привести к локальному плохому прилеганию, вызывая просачивание расплавленного пластика в зазоры во время литья под давлением. Это приводит к фреттингу, который ускоряет износ разъемных поверхностей. Например, даже незначительное отклонение, создающее зазор в 0,1 мм, может привести к образованию бахромы и увеличению износа пресс-формы на 10% с каждым циклом.
Трение и процесс извлечения из формы
Несоответствие угла разъемной поверхности может привести к аномальному трению при извлечении из формы. Если направление извлечения не совпадает с углом разъемной поверхности, изделия могут извлекаться из формы под углом, что увеличивает трение о форму. Со временем это приводит к более быстрому износу, особенно изделий сложной формы. Обеспечение соответствия угла разъемной поверхности траектории извлечения минимизирует эти проблемы, сохраняя твердый слой формы и продлевая срок ее службы.
Влияние на распределение давления при формовании
Угол также влияет на распределение давления по пресс-форме во время закрытия. Неправильные углы вызывают неравномерное распределение давления, концентрируя напряжение на одной стороне пресс-формы и приводя к усталостному повреждению. Это может проявляться в виде небольших трещин, которые расширяются при повторных циклах, в конечном итоге разрушая структуру пресс-формы. Балансировка распределения давления с помощью правильных углов является ключом к предотвращению таких повреждений.
Динамика силы раскрытия пресс-формы
Угол разъема влияет как на величину, так и на направление силы, необходимой для открытия пресс-формы. Неправильный угол разъема приводит к необходимости приложения большей силы или направлению силы вбок, что со временем деформирует такие компоненты, как направляющие и полости пресс-формы. Оптимизация углов разъемной поверхности уменьшает эти боковые силы, тем самым защищая пресс-форму от усталости и обеспечивая более длительный срок службы.
Устранение этих факторов позволяет производителям значительно улучшить конструкцию пресс-форм для повышения долговечности и производительности в процессах литья под давлением. Внедрение передовых методов проектирования пресс-форм имеет важное значение для достижения этих улучшений.
Неправильный угол разъема увеличивает износ пресс-формы.Истинный
Неправильные углы приводят к плохому прилеганию, что способствует проникновению расплава и усиленному износу.
Правильный угол разъема снижает усталостные повреждения.Истинный
Правильные углы обеспечивают равномерное распределение давления, предотвращая усталость материала.
Заключение
Угол разъема в литьевых формах оказывает критическое влияние на износ, трение и распределение давления, что, в свою очередь, влияет на срок службы и производительность пресс-формы в процессе производства.
-
Узнайте, как распределение давления влияет на долговечность и конструкцию пресс-форм. ↩
-
Узнайте, как оптимизировать усилие открытия пресс-формы для повышения её долговечности. ↩
-
Узнайте, как точная подгонка разъемной поверхности снижает износ пресс-формы. ↩
-
Выясните факторы, приводящие к увеличению трения при извлечении изделия из формы. ↩
-
Поймите, как распределение давления влияет на усталость пресс-формы. ↩
-
Изучите, как усилие при открытии влияет на долговечность плесени. ↩
-
Узнайте, как износ влияет на долговечность пресс-форм и потребности в техническом обслуживании. ↩
-
Изучите методы повышения долговечности пресс-форм за счет более равномерного распределения давления. ↩
-
Поймите, почему структурная целостность имеет решающее значение для стабильных результатов производства. ↩
-
Узнайте о том, как минимизировать зазоры, чтобы уменьшить износ, вызванный плесенью. ↩
-
Изучите, как равномерное давление снижает риск усталости плесени. ↩
-
Узнайте о стратегиях проектирования, позволяющих продлить срок службы плесени. ↩