Поиск идеального угла для освобождения подъемника при литье под давлением каждый раз кажется решением новой головоломки. Каждый расчет уникален.
Чтобы определить угол извлечения изделия из пресс-формы с помощью подъемника, учтите такие факторы, как усадка материала, глубина изделия и движение подъемника. Примите во внимание изменения размера и формы при охлаждении материала. Используйте проверенные формулы для определения угла, обеспечивающего легкое извлечение изделия. Учитывайте характеристики материала и особенности конструкции при расчетах.
Формула — это только начало. Каждый проект уникален и требует тщательного внимания. Такие материалы, как полипропилен, действительно сильно влияют на ситуацию. Однажды мне пришлось много раз корректировать углы, чтобы предотвратить залипание, потому что полипропилен сильно сжимается. Глубокие конструкции — это сложная задача. Из-за глубины приходится пересчитывать углы, чтобы добиться плавного извлечения. Проверка размера и движения подъемника имеет решающее значение. Мелкие детали могут вас удивить. Однажды подъемник сместился неправильно, чуть не создав проблему. Теперь я всегда проверяю эти размеры. Сложные формы могут показаться трудными. Разбиение их на более простые части помогает. Это как решение головоломки. Использование программного обеспечения CAD или пробной формы может уменьшить количество проблем в дальнейшем.
Для материалов с большей усадкой требуется меньший угол высвобождения.ЛОЖЬ
Для предотвращения слипания материалам с большей усадкой необходим больший угол отрыва.
Для точного определения углов сложной формы застежки требуется моделирование.Истинный
Моделирование помогает оптимизировать углы для сложных форм из-за потенциальных помех.
- 1. Как углы освобождения подъемника влияют на литье под давлением?
- 2. Как свойства материала влияют на расчет угла освобождения подъемника?
- 3. Почему форма и размер продукта имеют решающее значение при определении угла выпуска?
- 4. Как скорректировать габариты и технику выполнения упражнения с атлетом?
- 5. Как учесть сложные формы пряжек при расчете углов?
- 6. Заключение
Как углы освобождения подъемника влияют на литье под давлением?
Углы извлечения продукта с помощью подъемника часто кажутся техническими. Однако они являются скрытыми героями плавного извлечения продукта. Эти углы помогают продуктам извлекаться без проблем. Они действительно играют важную роль.
Углы подъема груза способствуют плавному извлечению изделия из формы во время литья под давлением. Тип материала влияет на эти углы. Форма и размер изделия также имеют значение. Ход подъема груза также влияет на углы.
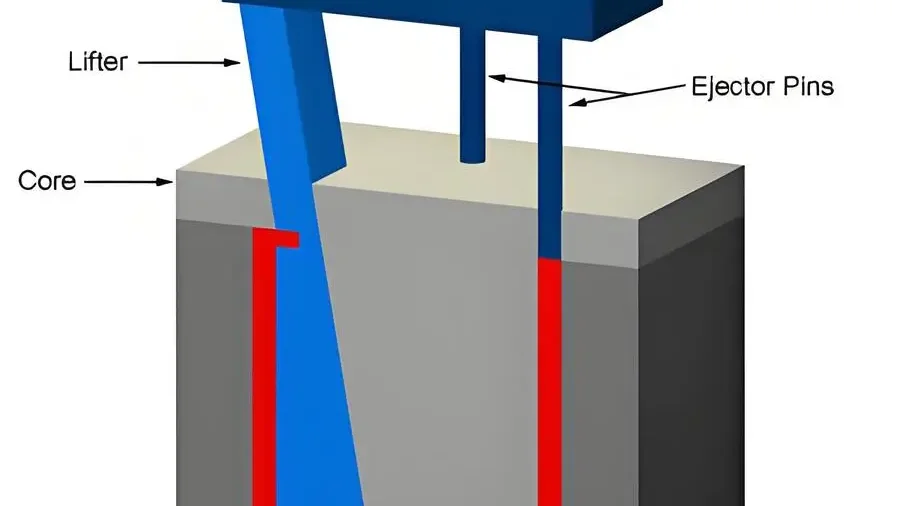
Понимание углов освобождения подъемника
Угол подъема изделия с помощью подъемника играет ключевую роль в литье под давлением, обеспечивая беспрепятственное извлечение изделий из пресс-форм. Основная цель — предотвратить прилипание изделия к подъемнику, что может повредить как изделие, так и пресс-форму. Размер угла подъема тесно связан с такими факторами, как материал, форма и размер изделия, а также ход подъемника.
Материальные вопросы
Различные виды пластмасс ведут себя по-разному. Например, материалы с высокой степенью усадки, такие как полипропилен ( ПП ), требуют большего угла извлечения для обеспечения плавного извлечения из формы. Как правило, ПП составляет от 1,0 до 2,5%. Новичкам необходимо хорошо знать эти характеристики материалов, поскольку их знание имеет решающее значение. Чтобы узнать больше о том, как свойства материалов влияют на конструкцию пресс-формы, изучите свойства материалов в процессе литья¹ .
Форма и размер изделия
Геометрия изделия существенно влияет на требуемый угол освобождения. Для более глубоких изделий, таких как цилиндрические формы глубиной более 50 мм, требуется больший угол освобождения подъемника. Обычно используется эмпирическая формула tan a = S/H, где S — горизонтальное перемещение подъемника, а H — глубина изделия. Например, если глубина изделия составляет 100 мм, а подъемник перемещается на 5 мм, то:
- H = 100 мм
- S = 5 мм
- Следовательно, a≈2,86°.
Для более плавного выхода следует внести корректировки, увеличив этот угол как минимум до 3°.
Корректировки для сложных конструкций
Сложные формы создают трудности при расчетах, требующих учета размеров подъемного механизма и хода движения. Конструкции, подобные перевернутым пряжкам, сложно точно рассчитать без точных инструментов или программного обеспечения.
Например:
- Если глубина перевернутой пряжки составляет 5 мм,
- Горизонтальная ширина составляет 20 мм
- Ширина подъемника составляет 10 мм.
Тогда: tan a≥5/(20-10)=0,5.
Это означает: ≥arctan(0,5)=26,6°
Точность расчетов предотвращает проблемы; поэтому использование программного обеспечения САПР для моделирования и проверки может быть полезно для сложных конструкций. Узнайте, как программное обеспечение САПР помогает точно рассчитать эти параметры.
Понимание этих принципов и соображений позволяет обеспечить эффективное и безошибочное извлечение изделий из форм в процессе литья под давлением.
Угол освобождения подъемника влияет на отделение изделия от пресс-формы.Истинный
Угол освобождения подъемника имеет решающее значение для плавного извлечения изделия из пресс-формы.
Для всех пластиковых изделий требуется одинаковый угол освобождения подъемника.ЛОЖЬ
Различные виды пластика имеют разную усадку и трение, что влияет на углы высвобождения.
Как свойства материала влияют на расчет угла освобождения подъемника?
Свойства материала имеют решающее значение для понимания углов освобождения подъемника. Они влияют на эффективность и качество изделий, изготовленных методом литья под давлением. Эти свойства очень важны.
Свойства материала, такие как степень усадки и коэффициент трения, имеют очень важное значение. Эти характеристики влияют на углы освобождения подъемника. Большая усадка требует больших углов. Высокое трение также требует больших углов. Большие углы предотвращают прилипание и способствуют плавному извлечению из формы.
Понимание коэффициентов усадки материалов
Я помню свой первый проект с использованием полипропилена ( ПП ). Коэффициент усадки варьировался от 1,0% до 2,5%. Это научило меня менять углы извлечения. Это было похоже на выпечку хлеба, когда не знаешь, насколько он поднимется. Без большего угла извлечения из формы было бы трудно плавно вынуть изделие из формы. Это было бы похоже на отклеивание наклейки без следа.
Одним из ключевых аспектов расчета углов освобождения подъемника является понимание степени усадки материала³ . Такие материалы, как полипропилен ( ПП ), известные своей значительной усадкой в диапазоне от 1,0% до 2,5%, требуют тщательной корректировки углов освобождения.
Коэффициенты трения и их влияние
Коэффициенты трения могут быть сложными. Я понял это, работая с липкими материалами. Они прилипают к формовочным формам, как малыш к любимой игрушке. Высокое трение означало, что мне нужен был больший угол извлечения. Я нашел способы уменьшить эту «прилипаемость». Это гарантировало легкое отделение изделий от форм. Это было похоже на прощание старых друзей после долгой ночи.
Коэффициент трения материала является еще одним критически важным фактором при проектировании пресс-форм и подъемников, что требует корректировки угла извлечения для обеспечения плавного выталкивания.
Геометрические аспекты углов выпуска
Геометрия всегда была моей сильной стороной. Разработка сложных изделий требовала дополнительных расчетов. Для более глубоких изделий, более 50 мм, были необходимы специальные вычисления. Формула tan a=S/H оказалась очень полезной. Я использовал её для цилиндрической конструкции, где угол выпуска должен был быть больше 3°. Это было похоже на поиск нужной точки в дротиках.
Геометрия изделия также играет важную роль в определении подходящих углов высвобождения, особенно для более глубоких предметов, превышающих определенную глубину.
Решение проблем, связанных со сложными формами пряжек
Сложные формы ощущались как решение головоломок. Я разбивал их на более простые части, чтобы рассчитать углы. Программное обеспечение CAD часто мне помогало; оно действовало как помощник, показывая возможные условия взаимодействия, которые были столь же непредсказуемы, как изменения погоды.
При работе со сложными формами инженерам может потребоваться разложить их на более простые геометрические формы и использовать САПР -программах для уточнения этих расчетов.
Из-за высокой усадки полипропилену требуется больший угол высвобождения.Истинный
Полипропилен обладает высокой степенью усадки, что требует большего угла извлечения.
Ширина подъемника влияет на расчет необходимого угла освобождения.Истинный
Ширина рычага и ход его перемещения влияют на необходимый угол отпускания.
Почему форма и размер продукта имеют решающее значение при определении угла выпуска?
Вы когда-нибудь пекли торт и испытывали трудности с извлечением его из формы? Это похоже на то, как форма изделия и углы извлечения из формы влияют на процесс формования.
Форма и размер изделия очень важны для определения угла извлечения. Они существенно влияют на то, насколько легко изделие покидает форму. Для более крупных или сложных форм часто требуются большие углы извлечения. Это помогает предотвратить прилипание. Плавное извлечение имеет важное значение.
Важность материала изделия
Помню, как впервые пыталась сделать свечи дома. Я использовала разные виды воска и быстро поняла, что материал очень важен. В литье под давлением такие материалы, как полипропилен, имеют определенные коэффициенты усадки и то, как они соприкасаются с поверхностями. Например, материалы, которые сильно усаживаются или сильно трутся, требуют большего угла извлечения, чтобы предотвратить их застревание при извлечении.
Размышления о форме и размере
Вспомните высокие, тонкие свечи, которые я создавал. Когда изделия имеют большую глубину – например, цилиндры диаметром более 50 мм – угол выпуска требует очень тщательного обдумывания. Полезная формула помогает рассчитать углы на основе глубины H и хода подъемника S. При глубине 100 мм и ходе 5 мм вы можете увидеть tan a≈2,86°. Корректировка до 3° или более может помочь избежать проблем.
Сложные геометрические формы: расчеты и испытания
Когда я начал изготавливать мыло с детальным дизайном, я разбил сложные узоры на более простые части. В дизайне изделий сложные формы застежек также требуют более детального расчета углов. Моделирование или тестовые формы проверяют эти углы с помощью инструментов САПР, чтобы убедиться в их правильной подгонке, особенно для нестандартных форм.
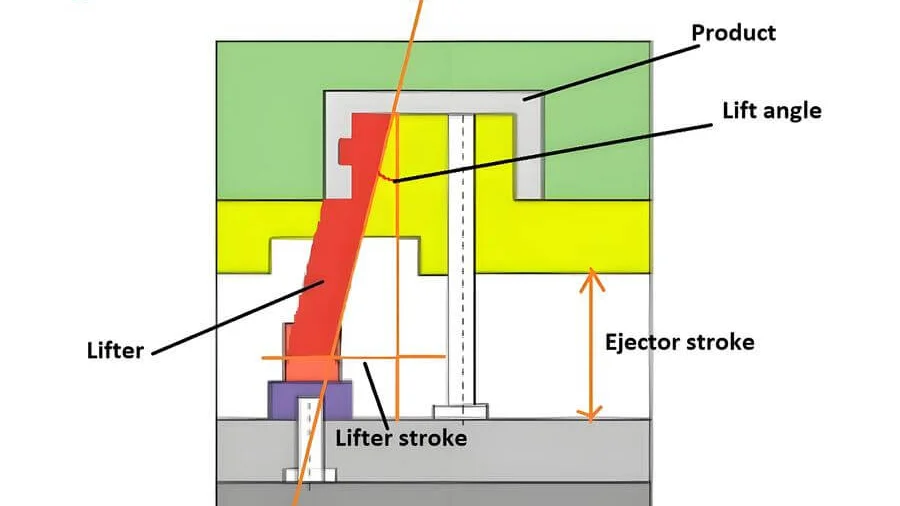
С учетом габаритов подъемника
Проектирование подъемников похоже на решение головоломки. Оно включает в себя правильное расположение деталей. Их размер и движение имеют ключевое значение. Необходимо учитывать ширину w и горизонтальное перемещение s, чтобы избежать столкновений при отпускании. Угол отпускания α должен удовлетворять условию tan a=h/(bw) для плавного отсоединения. Это очень важно для сложных конструкций, таких как перевернутые пряжки, где расчеты углов должны соответствовать грузоподъемности подъемника.
Для более глубоких продуктов необходимы большие углы высвобождения.Истинный
Для более глубоких изделий требуются большие углы наклона, чтобы обеспечить плавное извлечение из формы.
Для всех пластиковых материалов действуют одинаковые требования к углу отрыва.ЛОЖЬ
Различные материалы обладают разной усадкой и трением, что влияет на углы.
Как скорректировать габариты и технику выполнения упражнения с атлетом?
Задумывались ли вы когда-нибудь о том, как правильно подобранные размеры толкателей определяют успех вашей конструкции пресс-формы? Правильные размеры имеют решающее значение. Именно они определяют, будет ли конструкция успешной или нет.
Корректировка расчетов размеров подъемника означает поиск оптимального угла извлечения. Это зависит от материала, формы и хода подъемника. Подъемник должен плавно извлекать изделие из формы. Это очень важно.

Понимание углов освобождения подъемника
Когда я только начал работать с пресс-формами, я быстро понял, как угол извлечения меняет всё. Это как небольшой трюк, который помогает изделиям легко извлекаться. Изучение этого угла очень важно, независимо от того, работаете ли вы с полипропиленом или другими материалами. Представьте, как вы отрываете наклейку, не порвав её – угол имеет решающее значение! Для простых форм или глубоких цилиндрических изделий диаметром более 50 мм необходимо тщательно регулировать угол.
Основное назначение угла высвобождения подъёмника — обеспечение плавного извлечения изделия из формы. Этот угол имеет решающее значение, поскольку он влияет на качество отделения изделия после формования. Угол высвобождения зависит от нескольких факторов, включая материал, форму и размер изделия, а также ход подъёмника.
Расчет углов отпускания для различных форм и материалов
Однажды мне довелось работать с материалами, которые сильно сжимались. Решением проблемы прилипания стала регулировка угла извлечения. Это как в кулинарии – для разных материалов требуются разные изменения. Более глубокие изделия или изделия с высоким трением требуют большего угла. Найти этот идеальный баланс действительно приятно; это как достать из духовки идеальный пирог!
Различные пластиковые материалы имеют уникальные показатели усадки и коэффициенты трения. Для изделий из материалов с высокой усадкой увеличение угла отрыва может предотвратить проблемы с прилипанием. Для более глубоких изделий также требуются большие углы отрыва.
Например, если у вас есть цилиндрическое изделие глубиной более 50 мм, вы можете рассчитать угол выпуска, используя следующую формулу:
tan a = S/H
где S обозначает горизонтальное перемещение атлета.
В практических целях этот угол 6 обычно не должен быть меньше 3°.
Корректировка расчетов с учетом размеров толкателя и хода поршня
Теперь перейдём к размерам и ходу подъёмника — ключевым моментам формовки. Однажды подъёмник работал плохо, потому что его ширина не соответствовала ширине застёжки. Я понял, что точное соответствие этих размеров позволяет избежать проблем.
Помимо учета характеристик изделия, следует также принимать во внимание габариты и технику выполнения упражнений вашим спортсменом:
- Допустим, ваш атлет имеет ширину w и движется горизонтально со скоростью s.
- Убедитесь, что если ширина вашего подъемника w меньше горизонтальной ширины застежки b, то ход механизма позволяет полностью отсоединиться от застежки.
- Угол выпуска 7 может удовлетворять условию:
tan a≥ h/(bw)
Угол освобождения подъемника зависит от материала изделия.Истинный
Различные материалы имеют разные показатели усадки и коэффициенты трения.
Для сложных форм застежек требуется единый расчет угла расстегивания.ЛОЖЬ
Сложные геометрические фигуры разлагаются на простые части, каждая из которых рассчитывается отдельно.
Как учесть сложные формы пряжек при расчете углов?
Вы когда-нибудь сталкивались с трудностями при вычислении углов сложных форм пряжек? Вы не одиноки! Изучите эти простые стратегии. Эти советы, вероятно, значительно упростят задачу.
Разделите сложные формы пряжек на простые геометрические элементы для расчета углов. Определите угол расстегивания каждого элемента и возьмите наибольшее значение за эталон. Моделирование в CAD-программах может обеспечить более точную корректировку этих углов.
Понимание основных принципов
Я помню, как впервые попытался без проблем извлечь изделие из формы. Это было похоже на распутывание клубка пряжи — запутанно и раздражающе. Но открытие угла извлечения изделия с помощью подъемника стало для меня откровением. Этот угол важен, потому что он зависит от материала изделия, его формы, размера и даже от движения подъемника.
Основная цель расчета углов в контексте сложных форм застежек — обеспечение плавного извлечения изделия из пресс-форм. Это включает в себя изучение таких факторов, как свойства материала и угол высвобождения подъемника. Величина угла высвобождения зависит от материала изделия, его формы, размера и хода подъемника, поэтому крайне важно адаптировать подход в зависимости от конкретных требований к изделию.
Учет материалов и формы
Представьте, как ведут себя различные материалы. Например, полипропилен ( ПП ) имеет высокую степень усадки, поэтому ему нужен больший угол извлечения. Это похоже на извлечение липкого торта из формы; для чистого извлечения необходим правильный наклон. Для изделий с глубокими полостями требуются специальные расчеты. Например, для цилиндрических изделий глубиной более 50 мм.
Характеристики материала, такие как степень усадки, существенно влияют на расчеты углов. Например, для материалов с большей усадкой могут потребоваться большие углы высвобождения. В таких случаях использование эмпирических формул имеет решающее значение:
tan a = S/H
, где S — горизонтальное перемещение, а H — глубина.
Если глубина изделия составляет 100 мм, а ход — 5 мм:
tan a = 5/100 = 0,05,
что приводит к углу примерно 2,86°. Увеличение этого значения как минимум до 3° обеспечит более плавное извлечение изделия из формы.
Скорректированные методы расчета
При рассмотрении размеров и движений возникают сложности. Подъемник не должен мешать застежке во время отсоединения — урок, который я усвоил, когда допустил ошибку в расчетах и пришлось переделывать один участок.
При работе со сложными формами крайне важно учитывать как размеры механизма подъема, так и ход его перемещения:
здесь решающее значение имеет tan a≥h/(b – w).
Например:
глубина перевернутой пряжки = 5 мм,
ширина пряжки = 20 мм,
ширина механизма подъема = 10 мм,
угол должен удовлетворять условию:
a≥26,6°,
или проверяться по длине хода.
Применение этого правила спасло меня от еще одной ошибки.
Обработка сложных форм пряжек
Сложные пряжки с изгибами или необычными формами напоминают головоломки — их следует разбить на простые формы и вычислить каждый угол расстегивания отдельно, используя методы, упомянутые ранее.
Инструменты моделирования, такие как программное обеспечение CAD, бесценны для проверки этих вычисленных углов — они действуют как дополнительная пара глаз, замечая то, что я мог упустить.
Эти инструменты могут прогнозировать условия помех, не очевидные на предварительных проектах, что позволяет вносить корректировки, обеспечивающие функциональность и соответствие инженерным стандартам.
Для получения более подробной информации о том, как инструменты моделирования 8 могут повысить точность проектирования, или для ознакомления с эмпирическими формулами 9 для расчета углов, рекомендуется дальнейшее изучение вопроса.
Для плавного извлечения изделия из формы угол раскрытия должен составлять не менее 3°.Истинный
Для обеспечения плавного извлечения изделия из формы угол извлечения обычно составляет не менее 3°.
Для полипропиленовых материалов требуется меньший угол высвобождения из-за низкой усадки.ЛОЖЬ
Полипропилен обладает высокой усадкой, поэтому требуется больший угол высвобождения.
Заключение
Расчет углов освобождения подъемника при литье под давлением включает в себя учет усадки материала, глубины изделия и движения подъемника для обеспечения плавного извлечения из формы без прилипания.
-
Поймите, как различные материалы влияют на конструкцию пресс-формы и углы извлечения готового изделия. ↩
-
Узнайте, как инструменты САПР помогают эффективно оптимизировать конструкции пресс-форм. ↩
-
Узнайте, как коэффициенты усадки влияют на процессы формования и расчеты. ↩
-
Изучите инструменты САПР для моделирования сложных форм при литье. ↩
-
На примерах вы узнаете, как рассчитать оптимальные углы выпуска мяча. ↩
-
Узнайте о конкретных методах расчета для различных материалов. ↩
-
Ознакомьтесь с практическими примерами расчета размеров подъемника. ↩
-
Узнайте, как программное обеспечение САПР повышает точность проектирования в инженерных расчетах. ↩
-
Откройте для себя полезные эмпирические формулы для инженерных расчетов. ↩