В мире литья под давлением важна каждая деталь. Одна из деталей, которую часто упускают из виду, — это угол извлечения из формы для подъемных механизмов, аспект, который может как повысить, так и снизить эффективность производства.
Угол извлечения пресс-формы из формы с помощью механизма подъема зависит от таких факторов, как свойства материала, ход подъемника и точность пресс-формы. Для гибких материалов может быть достаточно угла от 3° до 5°, тогда как для жестких материалов может потребоваться угол от 5° до 10° во избежание повреждений.
Хотя этот краткий обзор дает базовое понимание, более глубокое изучение таких деталей, как форма пряжки и точность пресс-формы, повысит эффективность и долговечность вашей конструкции. Читайте дальше, чтобы подробно изучить эти важные аспекты.
Для гибких материалов требуются меньшие углы извлечения из формы.Истинный
Для гибких материалов, таких как термоэластопласт (TPE), из-за высокой эластичности необходимы углы 3°-5°.
- 1. Какова роль свойств материала в определении угла выпуска пули?
- 2. Как форма и глубина пряжек влияют на расчет угла раскрытия?
- 3. Почему ход подъемника имеет решающее значение при проектировании углов извлечения пресс-формы из формы?
- 4. Как точность и структура пресс-формы влияют на требуемый угол извлечения?
- 5. Заключение
Какова роль свойств материала в определении угла выпуска пули?
Свойства материалов оказывают существенное влияние на проектирование углов извлечения из формы, что сказывается на эффективности и целостности изделия.
Свойства материала определяют углы извлечения, задавая эластичность, жесткость и устойчивость к деформации формованного изделия. Для гибких материалов, таких как термопластичные эластомеры, требуются меньшие углы, в то время как для жестких, таких как полистирол, необходимы большие углы, чтобы предотвратить повреждения.

Понимание свойств материалов
При проектировании пресс-формы для литья под давлением выбор правильного угла извлечения имеет решающее значение как для функциональности, так и для долговечности. Различные материалы обладают уникальными характеристиками, которые влияют на то, насколько безопасно и эффективно их можно извлечь из формы.
Упругость против жесткости
Рассмотрим эластичность термопластичных эластомеров¹ ТПЭ ). Известные своей высокой гибкостью, ТПЭ способны выдерживать значительные деформации без разрушения. Это означает, что угла извлечения из формы часто бывает достаточно от 3° до 5°. Напротив, такие материалы, как полистирол² , известные своей жесткостью, требуют больших углов от 5° до 10° для снижения напряжения и предотвращения разрыва в процессе извлечения.
| Тип материала | Типичный угол спуска затвора |
|---|---|
| Термопластичный эластомер (ТПЭ) | 3° – 5° |
| Полистирол (ПС) | 5° – 10° |
Влияние деформации материала
Степень деформации материала под воздействием напряжения также влияет на угол высвобождения. Материалы с более высокой устойчивостью к деформации позволяют использовать меньшие углы, поскольку они легко адаптируются к движениям поднимающего. Напротив, материалы с низкой устойчивостью к деформации требуют больших углов во избежание повреждений.
Примеры из практики: Практическое применение
На практике эти принципы находят применение в различных отраслях промышленности. Например, в автомобилестроении, где пластиковые детали должны выдерживать различные условия окружающей среды, выбор правильного материала и соответствующего угла извлечения обеспечивает долговечность и безопасность.
Пример: Автомобильные компоненты
- Гибкие бамперы: как правило, изготавливаются из термоэластопласта (TPE) благодаря его упругости, что позволяет эффективно извлекать эти компоненты из формы под минимальным углом.
- Компоненты приборной панели: Часто используются жесткие материалы, требующие тщательного учета больших углов для предотвращения растрескивания или расщепления при извлечении из формы.
Учитывая эти факторы, производители могут оптимизировать свои процессы, сокращая отходы и повышая эффективность производства. Понимание свойств материала — это не просто выбор угла, это обеспечение качества и характеристик конечного продукта.
Для термопластичных эластомеров (TPE) необходимы углы высвобождения от 3° до 5°.Истинный
Термопластичные эластомеры (ТПЭ) обладают гибкостью, что позволяет использовать меньшие углы для эффективного извлечения изделий из формы.
Для удаления полистирола необходимы углы высвобождения более 10°.ЛОЖЬ
Для предотвращения повреждений пенополистирола необходимо использовать углы наклона от 5° до 10°.
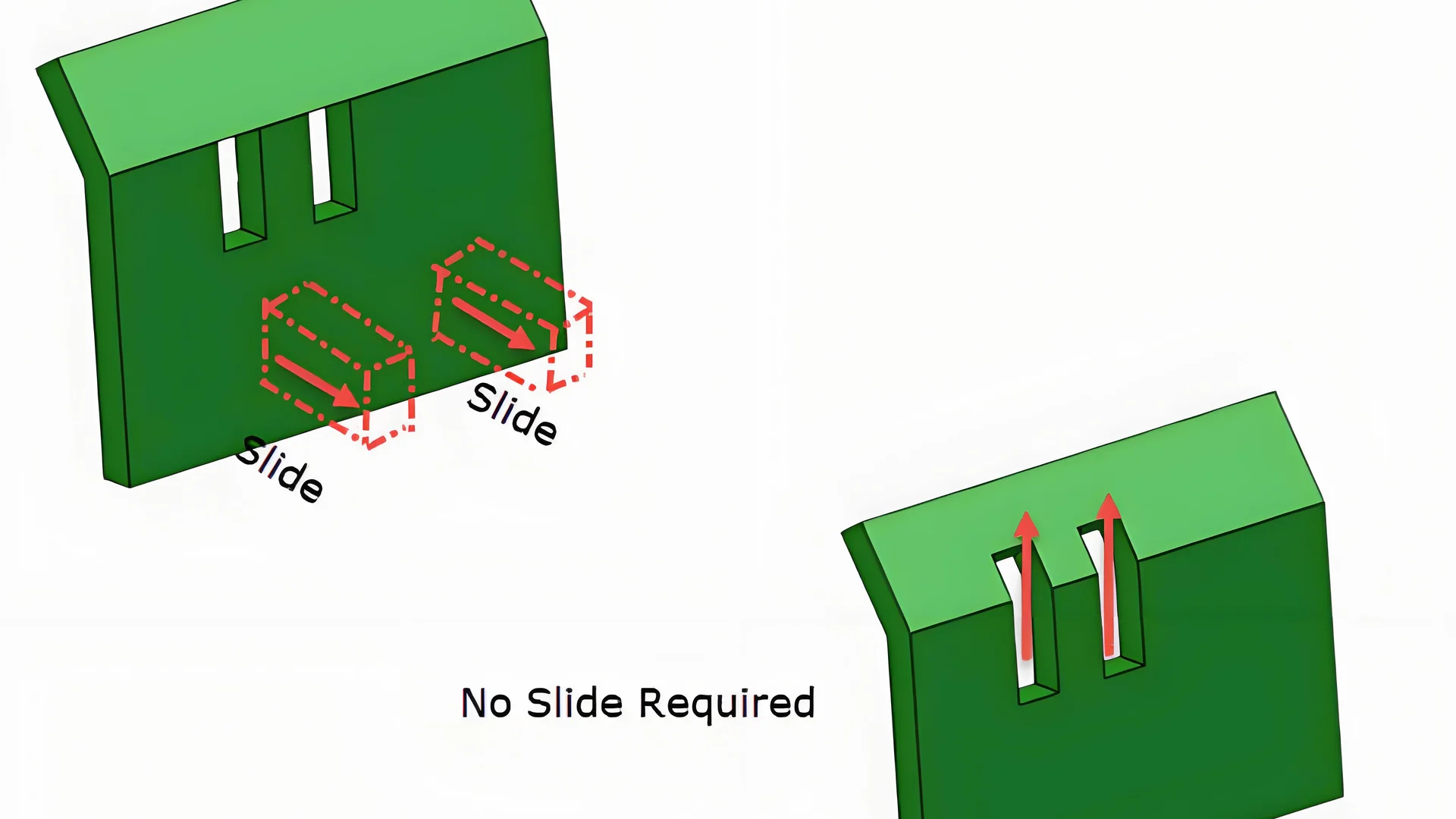
Как форма и глубина пряжек влияют на расчет угла раскрытия?
Конструкция застежки является ключевым фактором, определяющим угол раскрытия при литье под давлением, влияя на эффективность и целостность изделия.
Форма и глубина пряжки существенно влияют на расчеты угла раскрытия. Неглубокие, простые пряжки позволяют использовать меньшие углы (3°-5°), в то время как более глубокие или сложные конструкции требуют увеличения углов (7°-10°) для обеспечения плавного раскрытия подъемника и предотвращения повреждений.
Понимание динамики изгиба
Сложности конструкции защелки, включая ее форму и глубину, играют важную роль в эффективности процессов литья под давлением. Эти факторы напрямую влияют на расчет углов освобождения, которые имеют решающее значение для обеспечения возможности отсоединения подъемников от формованных деталей без причинения повреждений.
Влияние формы пряжки
Формы пряжек могут варьироваться от простых геометрических форм, таких как круги и квадраты, до более сложных форм с изгибами и наклонами. Сложность формы пряжки часто определяет необходимый угол расстегивания:
- Простые формы : Для простых круглых или квадратных пряжек обычно достаточно меньшего угла расстегивания. Это связано с тем, что снижается риск помех во время движений атлета.
- Сложные формы : Изогнутые или неправильной формы пряжки требуют большего угла раскрытия. Увеличенный угол предотвращает зацепление подъемника за контур во время извлечения, тем самым избегая потенциальных повреждений.
Например, если для круглой пряжки угол расстегивания может составлять всего 3°-5°, то для сложной конструкции может потребоваться 6°-10°.
Влияние глубины застежки
Глубина защелки также существенно влияет на необходимый угол раскрытия. С увеличением глубины возрастает и потенциальное сопротивление в процессе извлечения изделия из формы.
| Глубина пряжки | Рекомендуемый угол спуска затвора |
|---|---|
| 0,5 – 1 мм | 3° – 5° |
| 2–3 мм | 7° – 10° |
Неглубокие пряжки обеспечивают более плавное управление подъемником при меньших углах, тогда как более глубокие пряжки требуют увеличения углов для эффективного расстегивания.
Пример из практики: Сочетание формы и глубины
Рассмотрим ситуацию, когда пресс-форма имеет глубоко утопленную, изогнутую защелку. Уже сама глубина может указывать на необходимость увеличения угла высвобождения, а сложная форма дополнительно подтверждает эту потребность. Увеличив угол, например, до 8° или даже 10°, можно снизить риски, связанные с высоким сопротивлением и потенциальным повреждением детали.
Практическое применение: баланс между формой и свойствами материала
Хотя форма и глубина имеют решающее значение, их необходимо учитывать наряду со свойствами материала. Например, термопластичные эластомерные материалы (ТПЭ) 4 с их высокой эластичностью могут выдерживать несколько меньшие углы даже при сложных застежках, тогда как полистирол (ПС) 5 потребует больших углов из-за своей жесткости.
Понимание этих взаимодействий имеет решающее значение для оптимизации конструкции пресс-форм для литья под давлением, обеспечения эффективного производства и получения качественных результатов.
Для простых пряжек необходим угол расстегивания 7°-10°.ЛОЖЬ
Для простых пряжек требуются меньшие углы, обычно 3°-5°, а не 7°-10°.
Более глубокие пряжки увеличивают необходимые углы расстегивания.Истинный
Увеличение глубины требует больших углов наклона, чтобы предотвратить сопротивление при извлечении из формы.
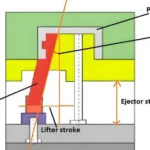
Почему ход подъемника имеет решающее значение при проектировании углов извлечения пресс-формы из формы?
Понимание значимости перемещения подъемника при определении углов извлечения из формы имеет решающее значение для эффективного и результативного литья под давлением.
Ход подъемника определяет необходимый угол извлечения из формы, чтобы минимизировать сопротивление и обеспечить плавное извлечение изделия. Меньший ход позволяет использовать меньшие углы (3°-6°), тогда как больший ход требует больших углов (7°-10°) для компенсации суммарного сопротивления.
Взаимосвязь между ходом штанги и сопротивлением
При проектировании литьевых форм ход толкателя является фундаментальным аспектом, влияющим на выбор угла извлечения. Термин «ход толкателя» обозначает расстояние, на которое толкатель перемещается от своего исходного положения до полного выхода из формованного изделия. Это движение имеет решающее значение, поскольку по мере перемещения толкатель испытывает сопротивление, которое может возрастать при больших ходах.
Когда ход подъемника невелик, обычно от 5 до 10 мм, требуемый угол освобождения может быть относительно небольшим, около 3°–6°. Это связано с тем, что меньший ход минимизирует сопротивление, испытываемое подъемником при извлечении из формы. Однако, если ход подъемника превышает 15 мм, становится необходим больший угол освобождения, обычно от 7° до 10°. Эта регулировка компенсирует выраженное суммарное сопротивление, возникающее при большем ходе.
Примеры и практические соображения
Рассмотрим ситуацию, когда в пресс-форме для изделия из термопластичного эластомера (ТПЭ) используется подъемник с ходом 8 мм. Учитывая эластичность ТПЭ и короткий ход подъемника, угла извлечения 4° может быть достаточно. Однако, если в той же пресс-форме используется полистирол (ПС), который более жесткий и имеет больший ход подъемника (20 мм), может потребоваться больший угол — 9° — для предотвращения повреждений при извлечении.
| Lifter Travel | Рекомендуемый угол отсоединения для TPE | Рекомендуемый угол спуска затвора для PS |
|---|---|---|
| 5-10 мм | 3°-5° | 5°-7° |
| >15 мм | 6°-8° | 7°-10° |
Влияние на долговечность и эффективность плесени
Правильная регулировка угла извлечения в зависимости от хода подъемника не только способствует плавному извлечению изделия, но и увеличивает срок службы пресс-формы и повышает эффективность работы. Использование оптимальных углов извлечения 6 снижает износ компонентов пресс-формы, минимизирует потребность в техническом обслуживании и продлевает срок службы пресс-формы. Кроме того, обеспечение плавного извлечения из формы сокращает время цикла и повышает производительность.
Понимание этих закономерностей позволяет конструкторам более точно адаптировать конструкции пресс-форм к конкретным производственным требованиям, повышая как качество продукции, так и эффективность производства.
Меньший ход толкателя клапана требует меньшего угла отпускания.Истинный
Меньший ход сводит к минимуму сопротивление, что позволяет использовать меньшие углы отпускания.
Увеличенный ход толкателя снижает сопротивление плесени.ЛОЖЬ
Увеличение хода увеличивает сопротивление, что требует больших углов отпускания.
Как точность и структура пресс-формы влияют на требуемый угол извлечения?
Точность конструкции пресс-формы существенно влияет на угол извлечения, необходимый для плавного выхода из формы.
Точность пресс-формы влияет на угол извлечения; высокая точность позволяет использовать меньшие углы, тогда как более низкая точность требует больших углов для предотвращения помех.
Точность в проектировании пресс-форм
Точность пресс-формы играет решающую роль в определении необходимого угла извлечения для подъемного механизма. В высокоточных пресс-формах точность выравнивания и перемещения подъемного механизма имеет первостепенное значение. Например, в прецизионных литьевых формах с точностью обработки ±0,01 мм угол извлечения может составлять всего 4°–6°, обеспечивая плавное и эффективное извлечение. Это объясняется тем, что прецизионные пресс-формы позволяют более жестко контролировать допуски, снижая вероятность помех во время работы подъемного механизма.
И наоборот, при низкой точности пресс-формы — например, около ±0,05 мм — возрастает риск смещения и помех между подъемником и другими компонентами пресс-формы. В таких случаях для компенсации этих неточностей и обеспечения более плавного процесса извлечения требуется больший угол извлечения, обычно от 6° до 10°.
Влияние структуры плесени
Структура самой пресс-формы, включая ее общую конструкцию и сложность, также существенно влияет на требуемый угол извлечения. Хорошо спроектированная пресс-форма обеспечивает гармоничное функционирование всех деталей, тем самым минимизируя трение и износ во время движения подъемника. Например, пресс-формы со сложной внутренней структурой могут потребовать больших углов извлечения, чтобы предотвратить застревание или повреждение подъемником сложных элементов во время выталкивания.
Для иллюстрации этого рассмотрим пресс-формы, включающие множество внутренних подрезов или сложные геометрические конструкции. Такие конструкции могут потребовать тщательного подхода к определению оптимального угла извлечения, часто включающего обширные симуляции и испытания 7, чтобы гарантировать бесперебойное взаимодействие всех компонентов без причинения повреждений.
Баланс между точностью и функциональностью
Достижение баланса между точностью и функциональностью пресс-формы имеет решающее значение для эффективного проектирования пресс-форм. Высокоточные пресс-формы, как правило, дороже из-за сложных требований к механической обработке; однако они предлагают такие преимущества, как сокращение времени цикла и снижение затрат на техническое обслуживание в течение всего срока службы. С другой стороны, хотя менее точные пресс-формы могут быть дешевле на начальном этапе, они часто требуют больших углов извлечения и могут привести к повышенному износу подъемных механизмов с течением времени.
Тщательно учитывая как точность , так и структурные аспекты пресс-формы, конструкторы могут оптимизировать угол извлечения для конкретных применений, повышая как производительность, так и долговечность процесса литья под давлением.
Для высокоточных пресс-форм требуются меньшие углы извлечения.Истинный
Высокая точность позволяет осуществлять более жесткий контроль допусков, снижая помехи.
Для сложных конструкций пресс-форм необходимы меньшие углы извлечения.ЛОЖЬ
Для сложных конструкций часто требуются большие углы наклона, чтобы избежать препятствий.
Заключение
Понимание тонкостей углов извлечения из формы позволит оптимизировать конструкцию подъемников для более плавной работы и увеличения срока службы. Учитывайте эти факторы для эффективного повышения эффективности процессов литья под давлением.
-
Узнайте, как гибкость термоэластопласта влияет на углы извлечения из формы: способность растягиваться до умеренных значений удлинения. После снятия напряжения изделие возвращается к форме, близкой к первоначальной. ↩
-
Поймите, почему полистиролу необходимы большие углы высвобождения: Полистирол — это тип полимера, который в неизмененном виде прозрачен, жесток, хрупк и умеренно прочен. Это пластик, изготовленный из… ↩
-
Узнайте, почему выбор материала имеет решающее значение для автомобильных деталей: благодаря своей прочности и химической стойкости полипропилен используется во всем, от бамперов до изоляции кабелей и волокон ковровых покрытий. ↩
-
Изучите уникальную эластичность термопластичных эластомеров (ТПЭ), которая позволяет достигать меньших углов высвобождения: ознакомьтесь с различными химическими составами термопластичных эластомеров (материалов ТПЭ), а также с их применением, структурой, типами, свойствами и областями конечного использования. ↩
-
Узнайте, почему полистиролу требуются большие углы из-за его хрупкости: Свойства и механические характеристики полистирола · Предел прочности на разрыв: 28 МПа · Относительное удлинение при разрыве: 55% · Модуль упругости при изгибе: 1930 МПа … ↩
-
Узнайте, почему выбор оптимальных углов извлечения улучшает долговечность и эффективность пресс-формы: 1) Для большинства деталей требуется угол уклона от 1,5 до 2 градусов. Это эмпирическое правило применимо к деталям с глубиной пресс-формы до 2 дюймов. При таком размере уклон должен быть… ↩
-
Узнайте, как моделирование обеспечивает оптимальные углы извлечения в сложных пресс-формах: подавляющее большинство пресс-форм должны работать в рамках определенного набора параметров, которые необходимо учитывать при проведении надлежащего моделирования. В случае… ↩
-
Узнайте, почему инвестиции в высокоточные пресс-формы могут быть экономически выгодными в долгосрочной перспективе: Еще одно преимущество высокоточного литья пластмасс под давлением заключается в возможности изготовления компонентов с высокой степенью детализации и точности. Эти детали могут быть абсолютно точными. ↩