

Задумывались ли вы когда-нибудь о том, как толщина формы может реально повлиять на вашу работу по литью под давлением?
Толщина формы сильно влияет на процесс литья под давлением. Он влияет на открытие формы, скорость и давление во время формования. Это также влияет на давление впрыска, объем и время, необходимое для охлаждения и удерживания продукта. Корректировка этих настроек в зависимости от толщины имеет решающее значение. Качество продукции и эффективность производства зависят от этих корректировок.
Однажды я был глубоко погружен в проект и понял, насколько важно понимать толщину пресс-формы. Речь идет не только о правильных измерениях. Крайне важно предвидеть необходимые изменения в этом процессе. Например, ход открытия формы необходимо отрегулировать в соответствии с нужным диапазоном толщины формы. Эта регулировка обеспечивает плавный выпуск продукта без каких-либо задержек. Регулировка скорости и давления формования помогает избежать дорогостоящих происшествий, таких как повреждение от столкновения с пресс-формой. Понимание этих деталей спасло мой проект. Это также повысило мое уважение к точности в производстве. Сделав эти корректировки правильно, я повысил эффективность нашего производства. Отходы сократились. Это был большой успех для любого инженера.
Более толстые формы требуют более длительного времени охлаждения.Истинный
Более толстые формы имеют более длинные пути теплопередачи, что увеличивает время охлаждения.
Давление впрыска ниже для более толстых форм.ЛОЖЬ
Для более толстых форм требуется более высокое давление впрыска из-за повышенного сопротивления полости.
- 1. Как определить правильный ход открытия формы для изделий различной толщины?
- 2. Как толщина формы влияет на скорость и давление формования?
- 3. Почему давление впрыска имеет решающее значение для толстых форм?
- 4. Как регулировка времени охлаждения и времени выдержки влияет на качество продукции?
- 5. Заключение
Как определить правильный ход открытия формы для изделий различной толщины?
Представьте себе идеальную настройку формы — это как настроить гитару для получения наилучшего звука.
Оптимальный ход открытия формы балансирует толщину формы и эффективность цикла. Тонкие формы требуют короткого хода для быстрого выброса. Толстые формы нуждаются в более длинном ходе, чтобы избежать повреждений. Более длинный ход помогает продуктам высвобождаться плавно.
Понимание хода открытия формы
Я помню, как впервые регулировал ход открытия формы – это было похоже на решение головоломки. При литье под давлением ход определяет, насколько далеко разойдутся две половины формы. Это движение важно для плавного выхода продукта. Речь идет не только о их разделении; речь идет о том, чтобы сделать это правильно. Короткое движение может привести к застреванию продуктов; длинный ход отнимает время.
Влияние толщины формы
Толщина формы очень важна. Я работал с тонкими формами, которые казались хрупкими, как бумага: им требовалось лишь небольшое толчок, чтобы высвободить изделие. Однако толстые формы напоминали горы. Им нужно больше места, поэтому более длинный ход помогает защитить их и позволяет легко вынимать все.
Настройка параметров открытия формы
Установка этих параметров подобна подбору костюма по индивидуальному заказу: один размер никогда не подойдет всем. Это зависит от толщины формы и возможностей машины. Когда формы находились на нижнем пределе машины, я уменьшил ход, чтобы все было плавно и чтобы избежать дополнительного давления на машину. При использовании более толстых форм увеличение хода действительно помогало без проблем выталкивать изделия даже при немного более длительном цикле.
Регулировка открытия формы также должна учитывать скорость и давление формования 1 . Более толстые формы, имеющие большую массу и инерцию, могут потребовать более низких скоростей и более высокого давления для правильного закрытия.
Роль времени и давления охлаждения
Время охлаждения добавляет еще один слой к этой задаче. Толстым формам требуется больше времени для охлаждения, поскольку они дольше сохраняют тепло, что влияет на скорость и качество продукции. Терпение здесь действительно окупается, обеспечивая высококачественные результаты без таких дефектов, как следы усадки.
Понимая эти факторы, мне удалось усовершенствовать процессы для форм различной толщины, добившись эффективности и качества моей продукции. Те, кто хочет улучшить свою технику литья под давлением, могут изучить возможности регулировки давления впрыска 2 , чтобы найти еще больше способов добиться большего.
Более толстые формы требуют более длительного времени охлаждения.Истинный
Более толстые формы обладают большей термической стойкостью, поэтому время охлаждения требуется на 30–50 % больше.
Толщина формы не влияет на объем впрыска.ЛОЖЬ
Для более толстых форм может потребоваться увеличенный объем впрыска из-за большего размера полости.
Как толщина формы влияет на скорость и давление формования?
Вы когда-нибудь задумывались о том, как толщина формы меняет все в литье под давлением? Этот баланс хрупкий. Это очень сильно влияет на качество продукции.
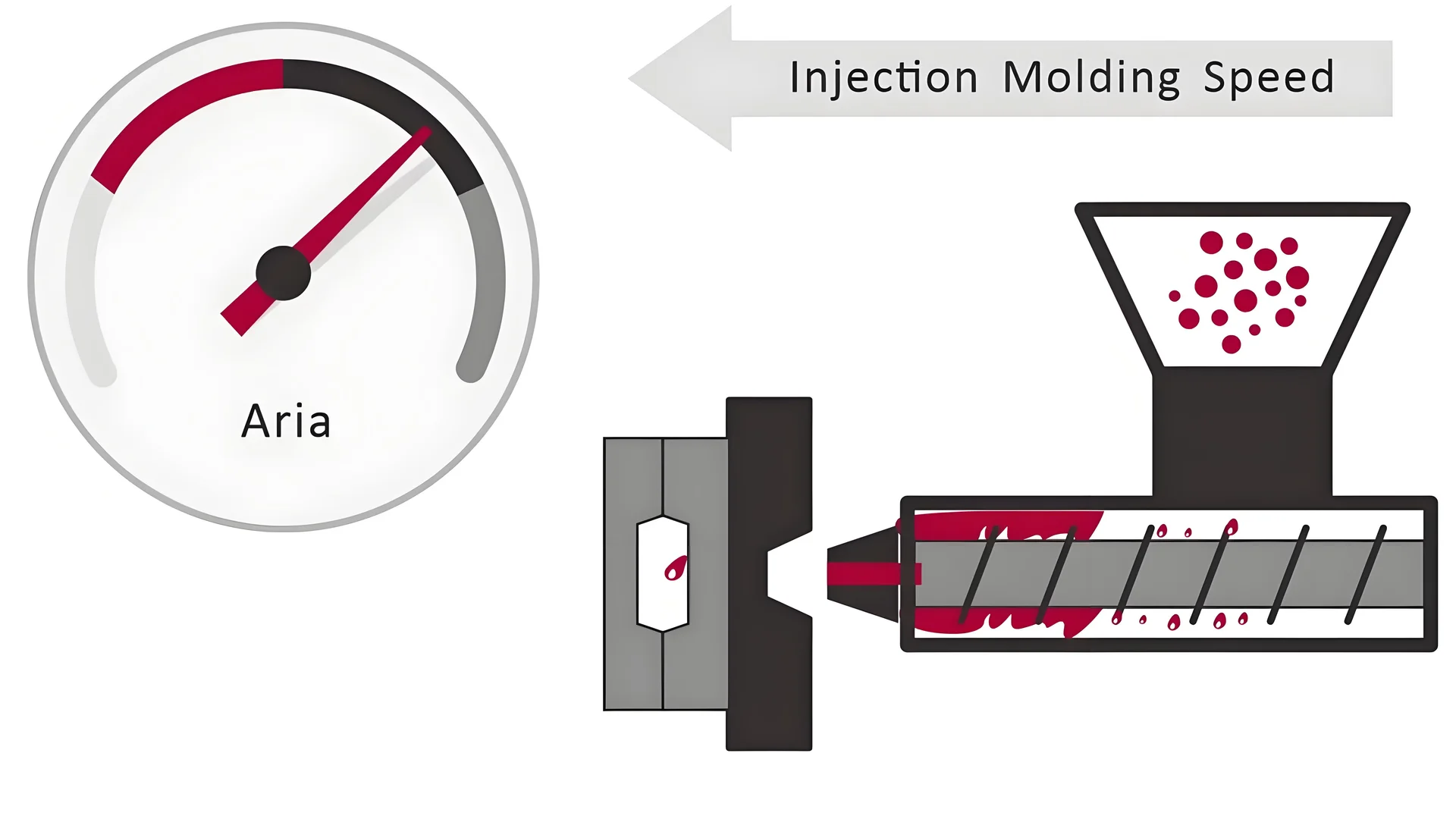
Толщина формы меняет скорость и силу, с которой происходит формование. Это достигается путем изменения хода открытия формы и настроек впрыска. Более толстые формы требуют более сильных усилий закрытия. Эти формы также требуют более медленных скоростей. Это предотвращает повреждение формы. Очень толстые формы требуют большей силы впрыска. Большее усилие гарантирует полное заполнение формы.

Параметры открытия и закрытия формы
Толщина формы удивила меня, когда я начал заниматься литьем под давлением. Это действительно влияет на весь процесс. Толщина формы меняет способ выпуска продукции. Более толстые или тонкие формы требуют точных ходов открывания для получения плавных результатов. Для толстых форм требуется более длинный ход открытия, чтобы предотвратить неполную выдачу продукта, тогда как избыточный ход может неоправданно продлить цикл формования. Толщина действительно имеет значение.
Динамика скорости формования и давления
Давление – не единственное, что влияет на более толстые формы. Время тоже важно. Представьте себе, что вы слишком быстро закрываете тяжелую дверь — это может привести к повреждению. Толстые формы работают таким же образом; слишком быстрое движение приводит к повреждению. Осторожное замедление позволяет избежать проблем. Масса и инерция создают проблемы, поэтому скорость и давление должны быть подходящими для оптимальной работы формы 3 . Сбалансируйте оба для плавной работы.
Рекомендации по давлению и объему впрыска
Давление впрыска требует тщательной регулировки, поскольку толщина формы варьируется в допустимых пределах. Толстые формы требуют большего усилия, требующего повышенного давления впрыска для обеспечения полного заполнения полости — иногда может потребоваться давление на 30% больше по сравнению с более тонкими формами. Объем также имеет значение; Для прочных форм может потребоваться больше материала из-за большего объема полостей, что влияет на эффективность впрыска 4 . Следя за объемом впрыска, можно избежать нехватки.
Регулировка времени охлаждения и времени выдержки
Охлаждение толстых форм требует дополнительного времени, поскольку они медленно теряют тепло, что требует более длительных периодов охлаждения — иногда требуется на 50% больше времени охлаждения по сравнению с более тонкими формами. Это дополнительное время предотвращает появление дефектов, таких как следы усадки, благодаря тщательному расчету времени на этапе выдержки, обеспечивая оптимальное качество продукции 5 .
Знание этих деталей сделало мой процесс лучше. Небольшие изменения каждый раз значительно улучшают качество продукта. Понимание этих шагов избавило меня от многих проблем — они очень важны, поистине значимы.
Более толстые формы требуют более высокого давления закрытия.Истинный
Более толстые формы требуют большего давления для обеспечения полного закрытия.
Время охлаждения уменьшается с более толстыми формами.ЛОЖЬ
Более толстые формы медленно рассеивают тепло, увеличивая время охлаждения.
Почему давление впрыска имеет решающее значение для толстых форм?
Представьте себе волнение, когда горячий пластик превращается в безупречный предмет. Точность имеет решающее значение. Это особенно актуально для толстых форм.
Давление впрыска жизненно важно для толстых форм, поскольку оно помогает правильно заполнить форму. Большая глубина вызывает сопротивление. Высокое давление позволяет избежать дефектов. Это сохраняет качество на очень высоком уровне.

Роль давления впрыска при заполнении формы
Я помню, как впервые работал с толстыми формами. Я чувствовал себя одновременно взволнованным и нервным. Заполнять глубокие формы очень сложно. Требуется правильное давление впрыска. Чем глубже форма, тем труднее течь расплавленному материалу. Это дает большее сопротивление. Без достаточного давления вы можете столкнуться с проблемами недостаточного заполнения или деформации. Достаточное давление очень важно. Действительно важно.
Давление впрыска является неотъемлемой частью заполнения полостей формы, особенно в конструкциях толстых форм 6 . По мере увеличения глубины полости формы увеличивается и сопротивление потоку расплавленного материала. Чтобы преодолеть это сопротивление и обеспечить полное заполнение полости, необходимо более высокое давление впрыска.
Влияние на объем инъекции
Был проект, где все требовало корректировок. Толстые формы требовали корректировки объема впрыска. Глубина полости означала необходимость большего объема. Мне пришлось много об этом думать.
Толстые формы часто требуют корректировки объема впрыска. Увеличение объема полости требует большего количества материала для ее адекватного заполнения. Если машины выходили за рамки ограничений, мы сталкивались с неполнотой продукции или дефектами, которые тогда были обычным явлением.
Балансировка времени охлаждения и поддержания давления
Я помню, как ждал, пока толстая форма остынет. Мне казалось, что это навсегда. Терпение имеет значение, потому что толстые формы медленно теряют тепло.
На процесс охлаждения существенно влияет толщина формы. Более толстые формы медленнее рассеивают тепло, что требует более длительного времени охлаждения для предотвращения таких дефектов, как деформация или усадка.
Удержание правильного давления гарантирует, что продукт сохранит свою форму и размер.
На этом этапе охлаждения необходимо тщательно контролировать давление выдержки, чтобы сохранить размеры продукта.
Очень важно найти правильный баланс.
Для более толстых форм может потребоваться более высокое давление выдержки, чтобы обеспечить равномерное затвердевание и избежать таких проблем, как вмятины.
Настройка параметров открытия и закрытия формы
Регулировка параметров пресс-формы похожа на решение головоломки.
При работе с толстыми формами регулировка параметров делает работу одновременно тяжелой и полезной.
Понимание деталей давления впрыска помогает нам добиться стабильного и эффективного производства качественной продукции.
Ход открытия формы 7 должен быть откалиброван в соответствии с толщиной; слишком маленький ход означает плохое высвобождение, а слишком большой приводит к неоправданному увеличению времени цикла.
Более того, контроль скорости закрывания позволяет избежать повреждений в результате столкновения из-за инерции массы более толстых форм.
Более толстые формы требуют более высокого давления впрыска.Истинный
Более толстые формы имеют большую глубину полости, что увеличивает сопротивление расплаву.
Время охлаждения уменьшается с более толстыми формами.ЛОЖЬ
Более толстые формы медленно рассеивают тепло, поэтому требуется более длительное время охлаждения.
Как регулировка времени охлаждения и времени выдержки влияет на качество продукции?
Вы когда-нибудь задумывались о том, как простое изменение времени охлаждения и выдержки влияет на качество вашего продукта? Эти небольшие корректировки имеют значение. Эти изменения действительно определяют конечный результат.
Изменение времени охлаждения и выдержки при литье под давлением существенно влияет на качество продукции. Эта настройка обеспечивает лучшую стабильность размера деталей и текстуру поверхности. Это также улучшает их физическую силу. Правильное управление останавливает дефекты. Коробления и вмятины не появляются. Выход продукции остается очень высоким.
Рекомендации по времени охлаждения
Я помню, как впервые имел дело с регулировкой времени охлаждения. Мне казалось, что при выпечке нужно найти идеальное сочетание слишком твердого и слишком мягкого. Более толстые формы удерживают тепло гораздо дольше. Как будто жара была гостем, который не хотел уходить. Вскоре я понял, что эти формы нуждаются в дополнительной корректировке времени охлаждения 8 — примерно на 30–50% больше, чем более тонкие. Это дополнительное время остановило деформацию и сохранило форму, как если бы пирог мог идеально нарезаться.
Влияние корректировок времени выдержки
Время выдержки было непростым, особенно для более толстых форм. Я часто засиживался допоздна, постепенно приспосабливаясь, как настраивая гитару на правильный звук. Увеличение времени выдержки 9 уменьшило следы усадки и хорошо заполнило каждую часть формы. Время должно было быть выбрано идеально, как будто нужно было дождаться, чтобы налить расплавленный шоколад в нужный момент.
Взаимодействие с параметрами пресс-формы
Корректировки не происходят в одиночку; они связаны с такими деталями, как ход открытия формы и давление впрыска. Я вспоминаю проект, в котором ход открытия формы был неправильным - было похоже на попытку открыть склеенную книгу - ничего не двигалось, что замедляло наш процесс. Нам пришлось отрегулировать давление впрыска 10 , чтобы оно было достаточно сильным для полного заполнения форм.
Понимание этих связей похоже на решение сложной головоломки: каждая часть должна подходить друг другу. Когда они это делают, это очень приятно. Простые изменения приводят к значительному улучшению качества и последовательности. Все дело в том, чтобы найти тот идеальный баланс, где все работает хорошо.
Более толстые формы требуют более длительного времени охлаждения.Истинный
Более толстые формы имеют более длинные пути теплопередачи, что замедляет рассеивание тепла.
Толщина формы не влияет на давление впрыска.ЛОЖЬ
Для более толстых форм требуется более высокое давление впрыска из-за большего сопротивления потоку.
Заключение
Толщина формы существенно влияет на параметры литья под давлением, влияя на ход открытия формы, давление впрыска, время охлаждения и качество продукции. Регулировки имеют решающее значение для эффективного производства и предотвращения дефектов.
-
Узнайте, как настройки скорости и давления влияют на качество пресс-формы. ↩
-
Откройте для себя оптимальные стратегии регулировки давления впрыска. ↩
-
Исследуется прямое влияние толщины на операции с пресс-формой. ↩
-
Руководства по оптимизации настроек впрыска в зависимости от толщины формы. ↩
-
Подробно описано, как толщина формы влияет на конечный результат. ↩
-
Узнайте, как высокое давление помогает заполнять толстые полости формы. ↩
-
Изучите методы оптимизации регулировки хода открытия формы. ↩
-
Узнайте, как регулировка времени охлаждения влияет на качество конечного продукта. ↩
-
Узнайте, почему корректировка времени выдержки имеет решающее значение для получения качественных результатов. ↩
-
Понять роль давления впрыска в достижении оптимальных результатов. ↩




