

Вы когда-нибудь задумывались о том, как толщина пресс-формы может реально повлиять на вашу работу по литью под давлением?
Толщина пресс-формы существенно влияет на процесс литья под давлением. Она влияет на раскрытие пресс-формы, скорость и давление во время формования. Она также влияет на давление впрыска, объем и время, необходимое для охлаждения и выдержки изделия. Корректировка этих параметров в зависимости от толщины имеет решающее значение. Качество продукции и эффективность производства зависят от этих корректировок.
Однажды, работая над проектом, я понял, насколько важно понимать толщину пресс-формы. Дело не только в точных измерениях. Крайне важно предвидеть необходимые изменения в процессе. Например, ход открытия пресс-формы необходимо корректировать для достижения нужного диапазона толщины. Эта корректировка обеспечивает плавное извлечение готовой продукции без задержек. Регулировка скорости и давления формования помогает избежать дорогостоящих проблем, таких как повреждение пресс-формы в результате столкновения. Понимание этих деталей спасло мой проект. Это также повысило мое уважение к точности в производстве. Благодаря правильным корректировкам я повысил эффективность производства. Количество отходов сократилось. Это был большой успех для любого инженера.
Для более толстых форм требуется больше времени на охлаждение.Истинный
Более толстые формы имеют более длинные пути передачи тепла, что увеличивает время охлаждения.
Давление впрыска ниже для более толстых форм.ЛОЖЬ
Для более толстых форм требуется более высокое давление впрыска из-за повышенного сопротивления полости.
- 1. Как определить правильный ход открытия пресс-формы для изделий разной толщины?
- 2. Как толщина пресс-формы влияет на скорость и давление формования?
- 3. Почему давление впрыска имеет решающее значение для толстостенных пресс-форм?
- 4. Как регулировка времени охлаждения и времени выдержки влияет на качество продукции?
- 5. Заключение
Как определить правильный ход открытия пресс-формы для изделий разной толщины?
Представьте себе, что вы идеально отрегулировали движение формы – это как настроить гитару, чтобы получить наилучшее звучание.
Оптимальный ход открытия пресс-формы обеспечивает баланс между толщиной формы и эффективностью цикла. Для тонких форм необходим короткий ход для быстрого извлечения изделия. Для толстых форм требуется более длинный ход, чтобы избежать повреждений. Более длинный ход способствует плавному извлечению изделия.
Понимание хода раскрытия пресс-формы
Помню, как впервые регулировал ход открытия пресс-формы – это было похоже на решение головоломки. В литье под давлением ход определяет, насколько далеко друг от друга раздвигаются две половины пресс-формы. Это движение важно для плавного выхода изделия. Речь идет не просто о разделении, а о правильном выполнении этой операции. Короткий ход может привести к застреванию изделия; длинный ход – пустая трата времени.
Влияние толщины пресс-формы
Толщина формы имеет очень важное значение. Мне приходилось работать с тонкими формами, которые казались хрупкими, как бумага – достаточно было легкого толчка, чтобы извлечь изделие. Толстые же формы были похожи на горы. Им нужно больше места, поэтому более длинный ход помогает защитить их и позволяет легко извлечь все изделие.
Регулировка параметров открытия пресс-формы
Настройка этих параметров подобна пошиву костюма на заказ – один размер не подходит всем. Это зависит от толщины пресс-формы и возможностей станка. При использовании пресс-форм, соответствующих нижнему пределу возможностей станка, я уменьшил ход поршня, чтобы обеспечить плавность работы и избежать дополнительной нагрузки на станок. При использовании более толстых пресс-форм увеличение хода поршня действительно помогло без проблем извлекать изделия, даже при немного увеличенном времени цикла.
При регулировке открытия пресс-формы следует также учитывать скорость и давление формования¹ . Более толстые пресс-формы, обладающие большей массой и инерцией, могут потребовать более низких скоростей и более высокого давления для правильного закрытия.
Роль времени и давления охлаждения
Время охлаждения добавляет еще один нюанс к этой задаче. Толстые формы остывают дольше, потому что дольше сохраняют тепло, что влияет на скорость и качество продукции. Терпение здесь действительно окупается, обеспечивая высококачественные результаты без дефектов, таких как усадочные швы.
Благодаря пониманию этих факторов мне удалось усовершенствовать процессы для различных толщин пресс-форм, достигнув эффективности и качества своей продукции. Те, кто хочет улучшить свои процессы литья под давлением, могут изучить регулировку давления впрыска 2 , чтобы найти еще больше способов добиться лучших результатов.
Для более толстых форм требуется более длительное время охлаждения.Истинный
Более толстые формы обладают большей термостойкостью, поэтому время охлаждения увеличивается на 30-50%.
Толщина пресс-формы не влияет на объем впрыска.ЛОЖЬ
Для более толстых форм может потребоваться больший объем впрыска из-за большего размера полости.
Как толщина пресс-формы влияет на скорость и давление формования?
Вы когда-нибудь задумывались о том, как толщина пресс-формы влияет на все аспекты литья под давлением? Этот баланс очень хрупкий. Он существенно влияет на качество продукции.
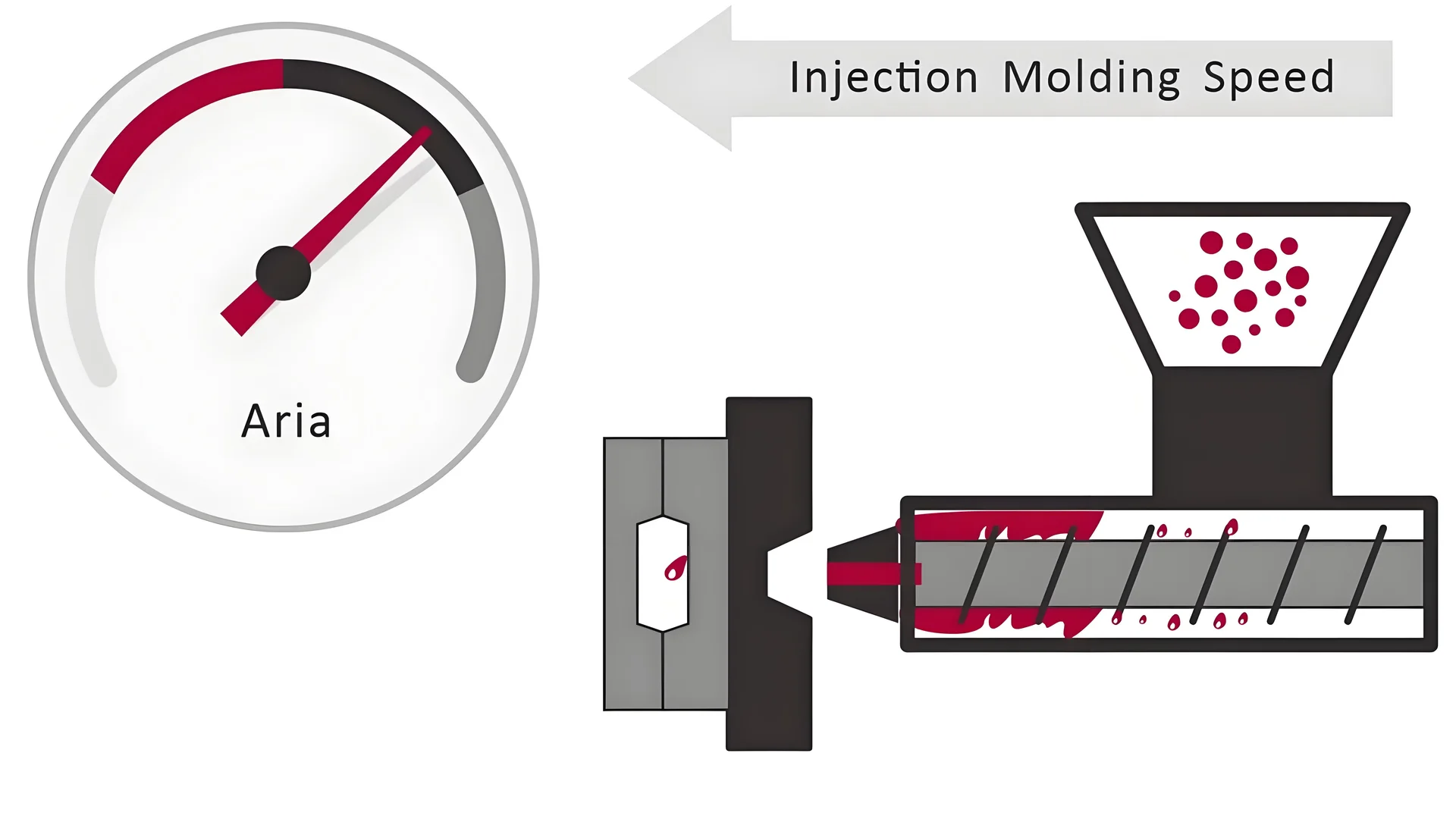
Толщина пресс-формы влияет на скорость и силу формования. Это достигается за счет изменения хода открытия пресс-формы и параметров впрыска. Более толстые пресс-формы требуют большего усилия закрытия. Таким образом, скорость вращения пресс-формы должна быть ниже. Это предотвращает ее повреждение. Очень толстые пресс-формы требуют большего усилия впрыска. Большее усилие гарантирует полное заполнение пресс-формы.

Параметры открытия и закрытия пресс-формы
Толщина пресс-формы удивила меня, когда я только начинал заниматься литьем под давлением. Она действительно влияет на весь процесс. Толщина пресс-формы влияет на то, как извлекаются изделия. Более толстые или тонкие пресс-формы требуют точных движений при открытии для получения плавного результата. Толстые пресс-формы требуют более длинного хода при открытии, чтобы предотвратить неполное извлечение изделия, тогда как избыточный ход может неоправданно продлить цикл формования. Толщина действительно имеет значение.
Динамика скорости и давления формования
Давление — не единственный фактор, влияющий на работу толстых форм. Время также имеет значение. Представьте, что вы слишком быстро закрываете тяжелую дверь — это может привести к повреждению. Толстые формы работают аналогично: слишком быстрое движение приводит к повреждению. Осторожное замедление движения позволяет избежать проблем. Масса и инерция создают сложности, поэтому скорость и давление должны быть точно выверены для оптимальной работы формы³ . Необходимо сбалансировать оба параметра для бесперебойной работы.
Вопросы, касающиеся давления и объема впрыска
Давление впрыска требует тщательной регулировки, поскольку толщина пресс-формы варьируется в пределах допустимых значений. Толстые пресс-формы требуют большего усилия, что приводит к необходимости повышения давления впрыска для обеспечения полного заполнения полости — иногда может потребоваться на 30% больше давления по сравнению с более тонкими пресс-формами. Объем также имеет значение; для прочных пресс-форм может потребоваться больше материала из-за большего объема полости, что влияет на эффективность впрыска⁴ . Контроль объема впрыска позволяет избежать дефицита.
Регулировка времени охлаждения и времени выдержки
Охлаждение толстых форм занимает дополнительное время, поскольку они медленно теряют тепло, что требует более длительных периодов охлаждения — иногда требуется на 50% больше времени охлаждения по сравнению с более тонкими формами. Это дополнительное время предотвращает появление дефектов, таких как усадочные швы, при условии тщательного соблюдения сроков на стадии выдержки, обеспечивая оптимальное качество продукции 5 .
Знание этих деталей улучшило мой рабочий процесс. Небольшие изменения каждый раз значительно повышают качество продукции. Понимание этих шагов спасло меня от многих проблем — они очень важны, действительно значимы.
Для более толстых форм требуется более высокое давление закрытия.Истинный
Для обеспечения полного закрытия более толстых форм требуется большее давление.
Время охлаждения сокращается при использовании более толстых форм.ЛОЖЬ
Более толстые формы рассеивают тепло медленнее, что увеличивает время охлаждения.
Почему давление впрыска имеет решающее значение для толстостенных пресс-форм?
Представьте себе восторг, который испытываешь, наблюдая, как горячий пластик превращается в безупречное изделие. Точность имеет решающее значение. Это особенно актуально при использовании толстых форм.
Давление впрыска имеет решающее значение для толстых пресс-форм, поскольку оно помогает правильно заполнить форму. Большая глубина создает сопротивление. Высокое давление предотвращает дефекты. Оно обеспечивает очень высокое качество.

Роль давления впрыска в заполнении формы
Я помню свой первый опыт работы с толстыми формами. Я испытывал одновременно волнение и нервозность. Заполнение глубоких форм — это действительно сложная задача. Для этого необходимо правильно подобрать давление впрыска. Чем глубже форма, тем сложнее расплавленному материалу течь. Это создает большее сопротивление. Без достаточного давления могут возникнуть проблемы с недозаполнением или деформацией. Достаточное давление очень важно. Действительно важно.
Давление впрыска играет важную роль в заполнении полостей пресс-формы, особенно в толстых конструкциях пресс-форм⁶ . По мере увеличения глубины полости пресс-формы возрастает и сопротивление потоку расплавленного материала. Для преодоления этого сопротивления и обеспечения полного заполнения полости материалом необходимы более высокие давления впрыска.
Влияние на объем инъекции
Был проект, где всё требовало доработки. Толстые формы требовали корректировки объёма впрыска. Глубина полости означала необходимость большего объёма. Мне пришлось много об этом думать.
Толстые пресс-формы часто требуют корректировки объема впрыска. Увеличение объема полости требует большего количества материала для ее адекватного заполнения. Если оборудование работало на пределе своих возможностей, мы сталкивались с некачественной продукцией, или дефекты были обычным явлением.
Баланс между временем охлаждения и временем поддержания давления
Помню, как ждала, пока остынет толстая форма. Казалось, это длилось целую вечность. Терпение важно, потому что толстые формы медленно отдают тепло.
На процесс охлаждения существенно влияет толщина пресс-формы. Более толстые пресс-формы рассеивают тепло медленнее, что требует более длительного времени охлаждения для предотвращения таких дефектов, как деформация или усадка.
Правильное поддержание давления гарантирует сохранение формы и размера изделия.
На этапе охлаждения необходимо тщательно контролировать давление, чтобы сохранить габариты изделия.
Крайне важно найти оптимальный баланс.
Для более толстых форм может потребоваться более высокое давление, чтобы обеспечить равномерное затвердевание и избежать таких проблем, как усадочные раковины.
Регулировка параметров открытия и закрытия пресс-формы
Настройка параметров пресс-формы подобна решению головоломки.
При работе с толстыми пресс-формами регулировка параметров делает процесс одновременно сложным и полезным.
Понимание деталей давления впрыска помогает нам добиваться стабильного и эффективного производства качественной продукции.
Ход открытия пресс-формы (7) должен быть откалиброван в соответствии с толщиной; слишком малый ход означает плохое извлечение, а слишком большой — неоправданно длительное время цикла.
Кроме того, контроль скорости закрытия предотвращает повреждения от столкновений из-за инерции массы более толстых пресс-форм.
Для более толстых форм требуется более высокое давление впрыска.Истинный
Более толстые формы имеют большую глубину полости, что повышает сопротивление расплаву.
Время охлаждения сокращается при использовании более толстых форм.ЛОЖЬ
Более толстые формы медленно рассеивают тепло, поэтому требуется больше времени для охлаждения.
Как регулировка времени охлаждения и времени выдержки влияет на качество продукции?
Задумывались ли вы когда-нибудь о том, как простое изменение времени охлаждения и выдержки влияет на качество вашей продукции? Эти небольшие корректировки имеют значение. Эти изменения действительно формируют конечный результат.
Изменение времени охлаждения и выдержки при литье под давлением существенно влияет на качество продукции. Эта регулировка обеспечивает лучшую стабильность размеров деталей и текстуру поверхности, а также повышает их физическую прочность. Правильное управление предотвращает дефекты, деформации и усадочные раковины, а также поддерживает очень высокий уровень выпуска продукции.
Учет времени охлаждения
Помню, как впервые столкнулся с необходимостью регулировки времени охлаждения. Это было похоже на поиск идеального баланса между слишком твердым и слишком мягким при выпечке. Более толстые формы дольше сохраняли тепло. Казалось, что тепло — это гость, который не хочет уходить. Вскоре я понял, что этим формам требуется дополнительная регулировка времени охлаждения 30-50 % больше, чем более тонким. Это дополнительное время предотвращало деформацию и сохраняло форму, как будто пирогу дали отдохнуть, чтобы идеально нарезаться.
Влияние корректировок времени удержания
Время выдержки было сложной задачей, особенно для толстых форм. Я часто засиживался допоздна, постепенно корректируя процесс, как настраивая гитару под нужное звучание. Увеличение времени выдержки уменьшило усадку и обеспечило хорошее заполнение всех частей формы. Время должно было быть идеальным, как ожидание подходящего момента для заливки расплавленного шоколада.
Взаимодействие с параметрами пресс-формы
Корректировки не происходят сами по себе; они связаны с такими деталями, как ход открытия пресс-формы и давление впрыска. Я помню проект, где ход открытия пресс-формы был неправильным — это было похоже на попытку открыть склеенную книгу — ничего не двигалось, замедляя наш процесс. Нам пришлось отрегулировать давление впрыска¹⁰ , убедившись, что оно достаточно высокое для полного заполнения пресс-форм.
Понимание этих взаимосвязей подобно решению сложной головоломки — каждый кусочек должен подойти. Когда это происходит, это приносит огромное удовлетворение. Простые изменения значительно улучшают качество и стабильность. Главное — найти тот идеальный баланс, при котором всё работает как надо.
Для более толстых форм требуется более длительное время охлаждения.Истинный
Более толстые формы имеют более длинные пути передачи тепла, что замедляет рассеивание тепла.
Толщина пресс-формы не влияет на давление впрыска.ЛОЖЬ
Для более толстых пресс-форм требуется более высокое давление впрыска из-за большего сопротивления потоку.
Заключение
Толщина пресс-формы существенно влияет на параметры литья под давлением, воздействуя на ход раскрытия пресс-формы, давление впрыска, время охлаждения и качество продукции. Корректировка параметров имеет решающее значение для эффективного производства и предотвращения дефектов.
-
Изучите, как скорость и давление влияют на качество пресс-формы. ↩
-
Узнайте об оптимальных стратегиях регулирования давления впрыска. ↩
-
Исследуется прямое влияние толщины на работу пресс-формы. ↩
-
Руководства по оптимизации параметров впрыска в зависимости от толщины пресс-формы. ↩
-
Подробно описывается, как толщина пресс-формы влияет на конечный результат изготовления изделия. ↩
-
Поймите, как высокое давление помогает заполнять толстые полости в пресс-форме. ↩
-
Изучите методы оптимизации регулировки хода открытия пресс-формы. ↩
-
Узнайте, как корректировка времени охлаждения влияет на качество конечного продукта. ↩
-
Узнайте, почему регулировка времени выдержки имеет решающее значение для получения качественных результатов. ↩
-
Поймите роль давления впрыска в достижении оптимальных результатов. ↩






