

Вы когда-нибудь задумывались о скрытых героях лепки из пластика? Давайте исследуем действительно интересный мир бегунов!
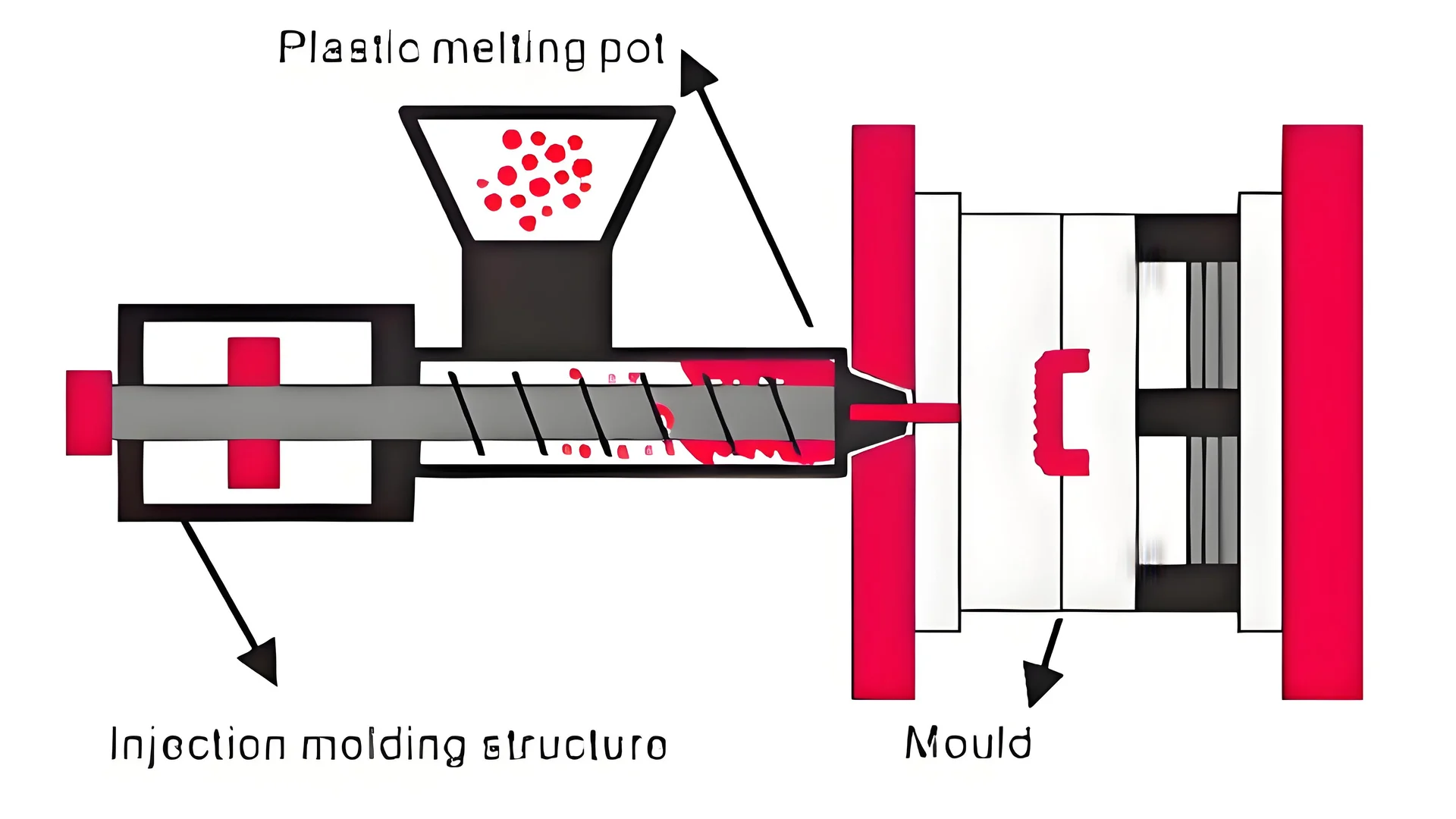
При литье пластмасс литник направляет расплавленный пластик из литьевой машины в полость формы, влияя на скорость производства и качество конечного продукта, что делает его конструкцию решающим фактором для эффективных и действенных процессов формования.
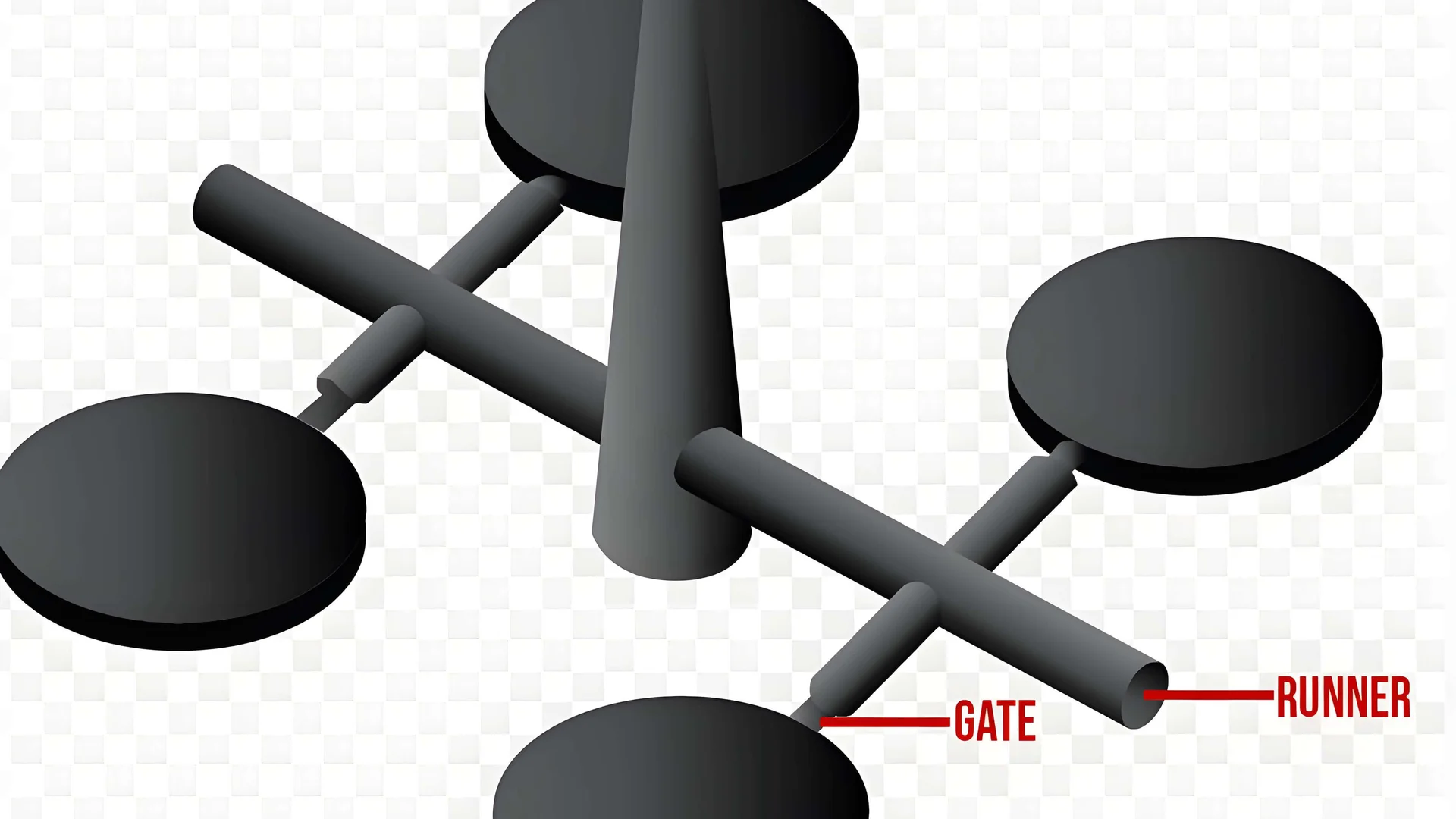
Я до сих пор помню, как впервые увидел бегуна в действии, когда я только начинал заниматься дизайном продуктов. Это было завораживающе. Этот важный канал направлял расплавленный пластик из машины прямо в форму. Бегун – это больше, чем просто путь. Это залог бесперебойного процесса. Дизайнерам необходимо разбираться в деталях: от главных направляющих до ворот. Эти знания необходимы. Это очень важно для тех, кто хочет улучшить свои проекты. Освоение этой части преобразит ваши творения и действительно повысит эффективность производства. Это меняет все!
Бегунок направляет расплавленный пластик в полость формы.Истинный
Это утверждение верно, поскольку основная функция желоба – транспортировка расплавленного пластика от литьевой машины к форме, обеспечивая правильное заполнение.
Конструкция литников не влияет на эффективность производства.ЛОЖЬ
Это утверждение ложно; Конструкция бегунка существенно влияет как на эффективность производства, так и на качество продукции в процессах формования пластмасс.
Каковы различные типы беговых систем?
Вы когда-нибудь задумывались о том, как работает магия литья под давлением? Давайте исследуем удивительный мир бегунков. Системы бегунов помогают этому процессу стать очень эффективным и действенным.
При литье под давлением используются три системы направляющих: основные направляющие транспортируют расплав пластика в форму, ответвительные направляющие распределяют его внутри формы, а заслонки направляют его в полость формы, обеспечивая стабильное качество.

Понимание систем бегунов
При литье под давлением система направляющих играет решающую роль в определении эффективности и результативности процесса литья. Он состоит из различных компонентов, обеспечивающих плавное течение расплава пластика от термопластавтомата в полость формы. Давайте рассмотрим различные типы бегунковых систем:
Главный бегун
Главный бегун там, где он начинается. Думайте об этом как о шоссе, соединяющем сопло литьевой машины с направляющими ветвей. Его дизайн очень важен; это помогает снизить потери давления и поддерживать стабильную температуру. Обычно он имеет коническую форму и имеет конусность от 2° до 6° для обеспечения плавного потока.
| Характеристика | Подробности |
|---|---|
| Диаметр | Соответствует машинной насадке |
| Форма | Конический |
| Цель | Обеспечить эффективный поток расплава пластика |
Я помню, как узнал об основных направляющих и о том, как их простая конструкция влияет на качество конечного продукта. Хорошо спроектированная главная направляющая уменьшает количество дефектов и обеспечивает стабильность. Действительно, переломный момент.
Бегун по веткам
Ветвь служит сетью дорог, отходящих от главного шоссе . Он равномерно распределяет расплав пластика по всем воротам, гарантируя, что каждая деталь формы получит то, что ей нужно. Формы широко варьируются, включая круглую, полукруглую, трапециевидную или U-образную форму, каждая из которых имеет свои преимущества:
- Круглый: обеспечивает низкое сопротивление потоку, но сложен при обработке пресс-формы.
- Трапециевидная и U-образная форма: облегчает обращение и обычно обеспечивает лучшее течение расплава.
Выбор правильной формы зависит от таких факторов, как тип пластика, размер продукта и условия процесса. Бегуны с более короткими ветвями обычно работают лучше; они уменьшают потери давления и изменения температуры.
Ворота
Наконец, ворота — это последняя остановка перед входом в полость формы. Он управляет скоростью и направлением; эта часть имеет решающее значение в нашей системе. Различные ворота подходят для разных целей:
- Боковые ворота: подходят для небольших и средних продуктов; это обеспечивает плавный боковой вход.
- Point Gate: лучше всего подходит для эстетических продуктов; однако из-за его размера требуется более высокое давление впрыска.
| Тип ворот | Приложение | Преимущества |
|---|---|---|
| Боковые ворота | Маленькие/Средние продукты | Плавный вход |
| Пойнт-Гейт | Изделия с высоким внешним видом | Минимальные следы на поверхности |
Понимание этих систем важно для таких дизайнеров, как я, которые стремятся сбалансировать функциональность и эстетику, обеспечивая при этом эффективность производственных процессов. Тем, кто хочет узнать больше, следует изучить передовые методы проектирования пресс-форм 1 или передовые методы настройки системы направляющих 2 . Мы постоянно совершенствуем свое мастерство, чтобы добиться исключительных результатов.
Главные направляющие имеют коническую форму для минимизации потерь давления.Истинный
Главные направляющие при литье под давлением имеют коническую форму, чтобы уменьшить потери давления и обеспечить эффективный поток расплава пластика из машины в полость формы.
Направляющие для ветвей могут быть только круглой формы.ЛОЖЬ
Отводные желоба могут иметь различную форму, в том числе круглую, трапециевидную и U-образную, каждая из которых обеспечивает различные преимущества для распределения потока расплава.
Как конструкция литника влияет на эффективность литья под давлением?
Вы когда-нибудь задумывались о том, как простой на первый взгляд бегунок влияет на весь процесс литья под давлением? Различные конструкции бегунков действительно меняют эффективность. Они сокращают затраты. Качество продукции становится лучше с этими моделями.
Эффективная конструкция литника при литье под давлением сводит к минимуму потери давления, поддерживает температуру расплава и сокращает время цикла, сокращая отходы и производственные затраты, одновременно повышая качество продукции.
Понимание конструкции направляющих при литье под давлением
Когда я начал изучать литье под давлением, я быстро заметил важность направляющей системы. Это путь, по которому расплавленный пластик течет из литьевой машины в форму. Эта часть должна быть правильной, поскольку она существенно влияет на эффективность производства.
Хорошо спроектированный литник может значительно повысить эффективность процесса литья под давлением за счет минимизации потерь давления и обеспечения равномерного распределения расплава. Ключевые аспекты конструкции желоба включают в себя главный желоб , ответвленный желоб и ворота .
Основные характеристики бегуна
Главный направляющий соединяет литьевую машину с направляющими ответвлений формы. Его конструкция имеет решающее значение для сохранения характеристик текучести расплава пластика.
- Коническая форма : конусообразная форма, обычно сужающаяся на 2–6°, обеспечивает плавный поток. Это все равно, что слегка подтолкнуть пластик на его пути.
- Согласование диаметра : диаметр малого конца соответствует диаметру сопла, чтобы минимизировать турбулентность и обеспечить эффективный переход. Этот матч напоминает просмотр идеальной гонки – все протекает очень гладко.
Правильно спроектированные главные направляющие сокращают потери давления , что, в свою очередь, сокращает время цикла и повышает общую эффективность производства.
Функциональность бегуна ветвей
Направляющие для ответвлений равномерно распределяют расплавленный пластик по всем воротам. Их конструкция влияет не только на скорость потока, но и на качество продукции. Со временем я обнаружил общие формы, отвечающие различным потребностям:
| Форма бегуна | Преимущества | Недостатки |
|---|---|---|
| Круговой | Наименьшее сопротивление потоку | Трудно открыть во время обработки формы. |
| Трапециевидный | Легко обрабатывается, хорошая текучесть. | Умеренное сопротивление |
| U-образный | Сбалансированный поток и простота обработки | Требуется больше места |
Выбор правильной формы в зависимости от требований продукта и типа пластика может повысить эффективность.
Особенности дизайна ворот
Давайте обсудим ворота – последнюю контрольную точку перед попаданием пластика в форму. Его конструкция контролирует поток расплава:
- Боковые ворота : они универсальны! Он подходит для мелких и средних деталей и обеспечивает плавный вход сбоку.
- Point Gate : Если внешний вид имеет значение, эти ворота оставляют крошечные следы, но требуют более высокого давления впрыска, что влияет на время цикла и энергопотребление.
Влияние на эффективность литья под давлением
Размышляя о своем опыте, я понял, насколько сильно конструкция направляющих влияет на эффективность литья под давлением. Вот некоторые факторы, которые я всегда учитываю:
- Потеря давления : продуманная конструкция направляющих снижает падение давления, обеспечивая эффективное заполнение и сокращение циклов.
- Поддержание температуры : поддержание правильной температуры расплава во время его перемещения жизненно важно; плохо сконструированные беговые дорожки могут терять нежелательное тепло – поверьте мне, я это видел!
- Использование материалов : эффективные бегуны производят меньше отходов, сокращая материальные затраты и поддерживая устойчивость. Все помогает!
Если вам интересно узнать, как разные типы литников влияют на производство, ознакомьтесь с различными типами литников 3 или изучите функции ворот 4 . Изучение дизайна бегунов открыло мне глаза, и я надеюсь, что это принесет вам ясность по мере улучшения ваших процессов!
Хорошо спроектированные направляющие минимизируют потери давления при формовании.Истинный
Эффективная конструкция литника снижает перепад давления, увеличивая продолжительность потока и время цикла при литье под давлением, что приводит к повышению эффективности производства.
Круглые направляющие лучше всего подходят для всех процессов литья под давлением.ЛОЖЬ
Хотя круглые направляющие имеют низкое сопротивление, их может быть трудно открыть во время обработки, что делает их не всегда идеальными для всех применений.
Какие проблемы могут возникнуть с бегунками?
Изучение мира линейных систем для литья под давлением сопряжено со многими проблемами. Эти проблемы влияют на эффективность производства. Они также влияют на качество конечной продукции. Давайте вместе разберемся в этих вопросах!
Литейные системы при литье под давлением сталкиваются с такими проблемами, как засорение ворот, дисбаланс потока, проблемы с температурой и потеря давления. Понимание этого имеет решающее значение для поддержания эффективности производства и качества продукции.
Понимание проблем системы бегунков
Литейные системы при литье под давлением имеют решающее значение для эффективной доставки расплава пластика в полости формы. Однако в ходе этого процесса может возникнуть ряд проблем, которые могут повлиять на качество конечного продукта и эффективность производства.
1. Засоры ворот
Одной из самых распространенных проблем является засорение ворот. Представьте себе: форма готова, но во время впрыска блокируется литник. Пластик не может должным образом проникнуть в полость формы, что приводит к неполному заполнению и дефектам, таким как короткие прорези. Чтобы решить эту проблему, проектировщикам следует рассмотреть возможность оптимизации конструкции литника 5 и обеспечения надлежащего потока расплава.
2. Дисбаланс потока
Дисбаланс потока возникает, когда расплав пластика не распределяется равномерно по нескольким полостям. В одном проекте пластик не распределился равномерно по полостям, что привело к разнице в толщине стенок и общей несовместимости продукта. Использование передовых инструментов моделирования может помочь спрогнозировать структуру потока и соответствующим образом скорректировать размеры желоба для достижения равномерного распределения расплава 6 .
3. Проблемы с контролем температуры
Поддержание оптимальной температуры внутри направляющей системы имеет жизненно важное значение. Колебания температуры могут привести к преждевременному затвердеванию или разрушению пластикового материала, влияя на его механические свойства. Эффективные стратегии управления температурой включают использование блоков контроля температуры 7 и мониторинг температурных профилей на протяжении всего цикла впрыска.
4. Потеря давления
Потеря давления в системе направляющих может серьезно повлиять на эффективность впрыска. Однажды плохо сконструированный бегунок стал причиной значительного падения давления; это было похоже на постоянную борьбу. Конструкция как главных, так и ответвлений должна минимизировать перепады давления с учетом таких аспектов, как диаметр и длина. Внедрение обтекаемой конструкции может значительно снизить сопротивление потоку, что в конечном итоге повысит эффективность производства.
| Испытание | Описание | Стратегии смягчения последствий |
|---|---|---|
| Засоры ворот | Блокировка заслонки, препятствующая правильному заполнению | Оптимизируйте конструкцию ворот и проверьте свойства потока материала |
| Дисбаланс потока | Неравномерное распределение по полостям | Используйте инструменты моделирования для прогнозирования потока |
| Контроль температуры | Колебания, влияющие на свойства материала | Используйте устройства контроля температуры. |
| Потеря давления | Потеря давления влияет на эффективность впрыска | Создавайте направляющие с оптимизированной геометрией |
5. Вариативность материала
Вариативность материалов усложняет конструкцию направляющих, поскольку разные пластмассы имеют уникальные характеристики текучести. Тестирование материалов в ожидаемых условиях помогает выявить потенциальные проблемы на раннем этапе; это экономит часы поиска и устранения неисправностей в дальнейшем при тестировании материалов 8 .
Решая эти проблемы посредством тщательного проектирования и тестирования, производители могут повысить операционную эффективность и качество продукции в процессах литья под давлением.
Засорение ворот может привести к неполному заполнению при литье под давлением.Истинный
Когда ворота заблокированы, расплав пластика не может попасть в форму, что приводит к таким дефектам, как короткие выстрелы.
Колебания температуры не влияют на качество продукции при формовке.ЛОЖЬ
Непостоянные температуры могут привести к ухудшению качества материалов, влияя на механические свойства и качество продукции.
Как оптимизация бегунов может улучшить качество продукции?
Задумывались ли вы когда-нибудь о том, что небольшое изменение конструкции может привести к значительному улучшению качества продукции? Давайте окунемся в интересный мир бегунов для литья под давлением. Мы рассмотрим, как оптимизация создает действительно значительную разницу.
Оптимизация направляющих повышает качество продукции за счет улучшения текучести расплава, сокращения времени цикла и минимизации дефектов. Важнейшими элементами являются правильная конструкция главных и ответвлений, а также точные характеристики ворот.

Понимание бегунов при литье под давлением
Как человек, который много лет работал над дизайном продукции, я знаю, что понимание литья под давлением имеет решающее значение для повышения качества продукции. Направляющие направляют расплавленный пластик от сопла машины в полость формы. Эти бегуны часто остаются незамеченными, но они действительно важны. Их оптимизация улучшает производство и качество продукции.
Чтобы оптимизировать качество продукции при литье под давлением, важно понимать, что такое бегуны. Бегунок представляет собой канал потока расплава пластика, начинающийся от сопла термопластавтомата и ведущий в полость формы. Оптимизируя систему направляющих, производители могут обеспечить плавный и эффективный поток пластика.
Ключевые характеристики бегунов
- Главный канал : это основной путь от сопла к ответвительному каналу. Он должен быть спроектирован таким образом, чтобы минимизировать потерю давления и падение температуры во время впрыска. Типичный угол конуса главной направляющей составляет от 2° до 6°, что помогает поддерживать движение расплава вперед. Я помню проект, в котором изменение угла конуса с 4° на 5° значительно повысило эффективность производства.
| Особенность | Описание |
|---|---|
| Функция | Соединяет сопло с формой, минимизирует потерю давления |
| Угол конусности | Обычно 2° – 6° |
| Рекомендации по проектированию | Должен обеспечивать поток расплава и минимизировать потери тепла. |
- Branch Runner : эти каналы соединяются с воротами и равномерно распределяют пластик. Различные формы, такие как круглая и трапециевидная, могут существенно повлиять на производительность потока. Я обнаружил, что использование разных форм может существенно изменить характеристики потока; каждая форма имеет уникальные преимущества и недостатки.
Важность дизайна ворот
Ворота имеют решающее значение, поскольку это последняя точка перед попаданием пластика в полость формы. Его размер и форма влияют на качество поверхности и прочность конструкции. Например:
- Боковые ворота : подходят для продуктов малого и среднего размера; обеспечивает плавный вход сбоку.
- Point Gate : Идеально подходит для высококачественной продукции; требует более высокого давления впрыска, но оставляет минимальные следы на поверхности.
Я работал над продуктом, в котором переход от боковых ворот к точечным улучшил внешний вид и значительно уменьшил следы на поверхности.
| Тип ворот | Подходит для | Преимущества |
|---|---|---|
| Боковые ворота | Малые/Средние продукты | Плавный вход, меньше нарушений потока |
| Пойнт-Гейт | Продукты с высоким внешним видом | Минимальные следы на поверхности, лучшая эстетика |
Преимущества оптимизации бегуна
Вот почему оптимизация раннера важна:
- Повышенная эффективность потока : правильная система направляющих снижает потери давления, обеспечивая более плавное заполнение полости формы. Я видел это улучшение производительности в своих проектах.
- Сокращение времени цикла : хорошие бегуны сокращают производственные циклы за счет уменьшения задержек из-за проблем с потоками; Я помню, как базовый редизайн сократил время цикла почти на 20%.
- Постоянные продукты : благодаря усовершенствованным полозьям различия в размерах и качестве уменьшаются, что приводит к созданию единообразных продуктов, к которым стремятся дизайнеры.
- Меньше отходов : оптимизированные направляющие не только повышают качество, но и сокращают количество отходов, что повышает как стоимость, так и экологичность; Я всегда с энтузиазмом стремлюсь к тому, чтобы производство было более экологичным.
Чтобы глубже погрузиться в конкретные методы оптимизации беговых дорожек, изучите передовые методы проектирования беговых дорожек 9 . Этот ресурс дает представление о практических подходах, которые могут быть реализованы в современных производственных процессах.
Оптимизация направляющих снижает потери давления при литье под давлением.Истинный
Эффективная конструкция литника сводит к минимуму потери давления, обеспечивая эффективное течение расплава и улучшенное качество продукции в процессе литья под давлением.
Отводные направляющие не влияют на текучесть пластика.ЛОЖЬ
Форма и конструкция направляющих существенно влияют на равномерность течения пластика, влияя на общее качество формованного изделия.
Заключение
Лопатки при литье пластмасс необходимы для эффективного течения расплава, влияя на скорость производства и качество продукции. Понимание их конструкции может значительно улучшить результаты производства.
-
Эта ссылка обеспечивает углубленное изучение систем направляющих, улучшая ваше понимание и применение в процессах проектирования. ↩
-
Изучите передовые методы настройки систем направляющих для повышения эффективности и качества продукции в ваших проектах. ↩
-
Узнайте, как оптимизация конструкции направляющих может улучшить ваши производственные процессы, сэкономить время и затраты, одновременно повышая качество продукции. ↩
-
Изучите подробные примеры различных конструкций ворот и их влияние на производство, чтобы лучше понять. ↩
-
По этой ссылке можно узнать об распространенных проблемах, с которыми сталкиваются линейные системы для литья под давлением, и найти решения для оптимизации производительности. ↩
-
Узнайте, как добиться равномерного распределения расплава с помощью эффективных конструкций направляющих. ↩
-
Изучите передовые методы поддержания контроля температуры в литниковых системах для улучшения результатов. ↩
-
Узнайте, как минимизировать потери давления в литниковых системах и повысить эффективность производства. ↩
-
Эта ссылка предлагает расширенную информацию о методах оптимизации литников, которые могут значительно улучшить ваши производственные процессы. ↩





