

Вы когда-нибудь задумывались, как пластик становится предметами повседневного обихода, такими как игрушки или чехлы для телефонов?
Когда пластик впрыскивается в форму, его нагревают до расплавления, а затем выталкивают в полость формы под высоким давлением. Материал охлаждается и затвердевает, принимая форму формы, создавая точные и прочные детали, готовые к использованию в различных целях.
Вначале я изучал литье пластмасс под давлением и был удивлен скрытыми деталями. Каждый шаг становился важным, как течение пластика с разной скоростью и температурой. Даже небольшие изменения в дизайне часто приводили к улучшению качества продукции. Освоение этих тонкостей действительно приносит удовлетворение.
Расплав пластика течет быстрее в центре основного канала.Истинный
Расплав течет быстрее в центре из-за меньшего трения.
Gates снижают температуру расплава пластика за счет увеличения вязкости.ЛОЖЬ
Ворота увеличивают сдвиг, повышая температуру и снижая вязкость.
Как пластик попадает в форму?
Вы когда-нибудь задумывались о том, как пластик превращается в форму, чтобы стать гаджетами, которые нам нравятся? Этот процесс очень интересен!
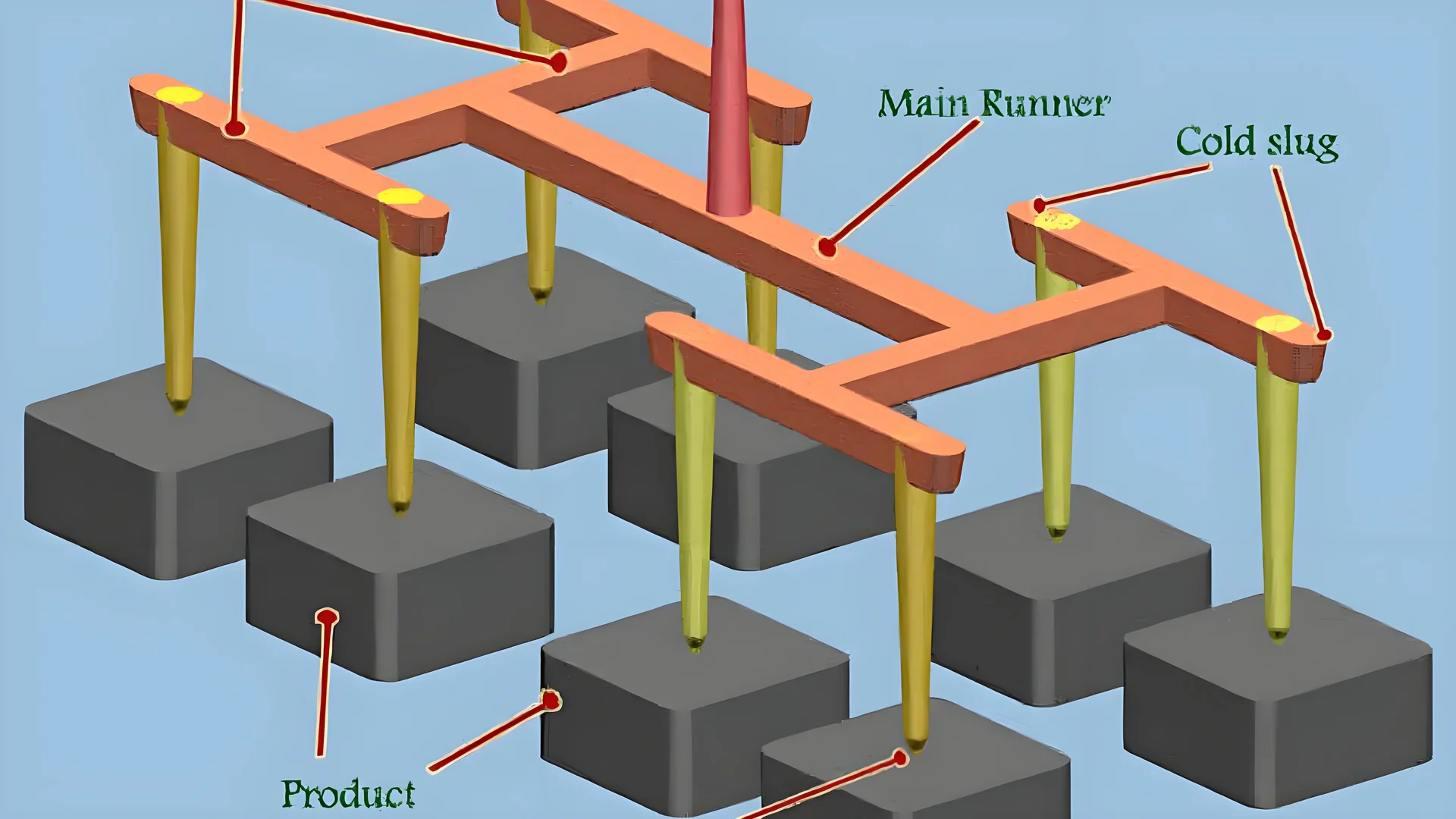
Пластик попадает в форму разными путями. Сначала пластик проходит по основному каналу. Затем он движется через бегунки и ворота. Наконец, он заполняет полость. Каждый шаг важен. Каждый шаг меняет скорость потока, давление и распределение. Все это имеет решающее значение для идеального заполнения формы. Да, идеальная начинка.

Начальная стадия потока на входе
Я помню свой первый день на заводе по производству пресс-форм, пораженный тем, как пластиковые гранулы превратились в блестящую электронику. Он начинается с того, что пластик проталкивается в основной канал с помощью винта или плунжера литьевой машины. Представьте себе, что вы выдавливаете зубную пасту в тюбик, но с гораздо большей точностью. Давление сильное, и когда пластик проходит через конический основной канал, он образует градиент скорости. Это похоже на то, как автомобили едут быстрее в средней полосе и замедляются возле бордюра.
Поток в бегуне
После этого первоначального напора пластик попадает в направляющую. Представьте себе реку, разделяющуюся на ручьи, снабжающие каждую часть формы пластиком. Я обнаружил, насколько важен дизайн беговых дорожек. Круглые направляющие помогают снизить потери давления, обеспечивая плавный поток. Это все равно, что наливать кофе идеально, без проливов, следуя точным законам потока, чтобы сохранить баланс.
Поток у ворот
Ворота — это то место, где все становится еще важнее. Это крошечный вход, контролирующий скорость и количество пластика, попадающего в полость. Представьте себе бариста, готовящего эспрессо. Когда пластик продавливается, он ускоряется из-за давления, нагревается и лучше течет. Различные ворота создают разные эффекты; боковые ворота обеспечивают плавный вход, а точечные ворота могут вызвать быстрый взрыв.
Поток в полости
Наконец мы доходим до полости. Здесь становится сложнее. Такие факторы, как форма полости и толщина стенок, влияют на поведение потока. Я видел, как проекты терпели неудачи из-за неравномерной толщины, например, когда пытались аккуратно заполнить лоток для кубиков льда неправильной формы. Постоянная толщина обеспечивает стабильный поток. Но если стены различаются или имеют такие особенности, как ребра, это другая игра. Потоки могут плохо сталкиваться, оставляя следы сварных швов — эти раздражающие линии, которые портят как внешний вид, так и функциональность.
| Этап | Описание | Ключевые факторы |
|---|---|---|
| Вход | Вход на основной канал | Давление, осевой поток |
| бегун | Распределяет расплав | Форма (например, круглая), размер |
| Ворота | Управляет входом потока | Дросселирование, скорость сдвига |
| Полость | Окончательное заполнение | Толщина стенки, сложность |
Знание этих этапов действительно помогает мне и другим дизайнерам улучшить динамику потока пластика 1 для получения высококачественных результатов производства. Это похоже на совершенствование танца: чем плавнее движения, тем лучше финальное исполнение.
Пластик течет быстрее в центре основного канала.Истинный
Из-за сдвига расплав пластика течет быстрее в центре.
Точечный затвор обеспечивает плавный поток пластика в полость.ЛОЖЬ
Точечные ворота заставляют пластик проникать струей, а не осторожно.
Как бегуны формируют литье под давлением?
Визуализируйте исполнение сложной симфонии из жидкого пластика. Каждая деталь должна приземлиться точно в нужном месте в отверстиях формы.
Бегуны в литье под давлением — важные пути. Они направляют расплавленный пластик от литьевой машины в пространство формы. Конструкция этих полозьев влияет на скорость движения пластика. Это также влияет на распределение давления и количество используемого материала. Эффективность здесь действительно имеет решающее значение.
Начальная динамика потока
Представьте себе, что расплавленный пластик начинает свой путь по основному пути, толкаемый винтом или плунжером литьевой машины. Это похоже на наблюдение за рекой, где вода в центре движется быстро, а по бокам движется медленнее. Этот ранний характер потока определяет, насколько равномерно материал распространяется в системе направляющих 2 . Этот шаг очень важен для единообразия.
Роль дизайна бегунов
На мой взгляд, направляющие являются важными путями, которые помогают каждой секции формы получать одинаковое количество расплавленного пластика. Визуализируйте их как различные маршруты пешеходной тропы – круглой, трапециевидной или U-образной. Каждая форма направляет поток по-своему. Круглые беговые дорожки напоминают ровные, легкие трассы с низким перепадом давления и плавным ходом на всем протяжении.
| Форма бегуна | Характеристики |
|---|---|
| Круговой | Равномерный поток, низкая потеря давления |
| Трапециевидный | Зависит от конструкции пресс-формы |
| U-образный | Специальные применения для уникальных форм |
Влияние на материальный поток
Вот малоизвестный факт: понимание закона Пуазейля на самом деле похоже на получение особого доступа к секретам гидродинамики. Подобно жидкости в трубке, расплав пластика ускоряется в центре желоба и замедляется у стенок. Эта ожидаемая модель – это то, на что рассчитывают проектировщики при планировании скорости потока3 , которая действительно выделяет производство.
Соединение с полостью формы
Направляющие соединяются с воротами – маленькими привратниками, контролирующими, как расплав пластика заполняет каждую полость. Боковые ворота позволяют медленно подходить, а точечные ворота действуют как быстрый вход. Знание этих различий является ключевым моментом, особенно для проектирования сложных компонентов с более плавными переходами 4 .
Практические соображения
Выбор подходящего дизайна направляющих похож на сбор пазла. Это требует баланса между быстротой и эффективностью, учитывая при этом ограничения конструкции. Овладение этим выбором не только улучшает формы, но также повышает производительность и экономит деньги при массовом производстве. Эти знания помогают проектировщикам оптимизировать пресс-формы 5 как с точки зрения стоимости, так и производительности.
Основной канал обычно имеет коническую форму.Истинный
Большинство основных каналов имеют коническую форму, что способствует осевому течению расплава пластика.
Точечный затвор обеспечивает плавное поступление расплава в полость.ЛОЖЬ
Точечные затворы вызывают струйный вход расплава, а не плавный поток.
Как ворота влияют на поток пластика?
Небольшие ворота иногда решают, получится ли пластиковая деталь или нет.
Затвор контролирует, насколько быстро и сколько расплава пластика поступает в полость. Это влияет на скорость сдвига, температуру и качество формованного изделия. Проектировщикам необходимо усовершенствовать конструкцию ворот для обеспечения хорошего потока пластика.

Начало потока у ворот
Когда я узнал о литье под давлением, это было похоже на большой оркестр. Пластик поступает через основной канал, толкаемый винтом или плунжером. Это готовит почву. Силы сдвига 6 действуют как настройка инструмента и определяют, как будет двигаться расплав.
Поток в бегуне
В бегуне расплав ведет себя как река, распадающаяся на ручьи. Каждая форма — круглая, трапециевидная или U-образная — меняет поток по-своему. Однажды я работал над проектом по изменению бегуна с U-образного на круглый. Это действительно снизило потерю давления, как при переключении с гравийной дороги на гладкую дорогу во время поездки на велосипеде.
| Форма бегуна | Характеристики потока | Потеря давления |
|---|---|---|
| Круговой | Равномерный поток | Минимальный |
| Трапециевидный | Умеренный поток | Умеренный |
| U-образный | Неравномерный поток | Высокий |
Поток у ворот
Ворота волшебные. Его работа заключается в контроле скорости расплавления, подобно дирижеру, ведущему музыку. Различные ворота влияют на поток уникальным образом; точечные ворота 7 обеспечивают быстрый и резкий вход, в то время как боковые ворота обеспечивают более спокойный поток.
Поток в полости
Полость выглядит как лабиринт. Равномерная толщина стенок обеспечивает плавное течение и прекрасно заполняет все детали. Но ребра или подрезы создают ухабистую дорогу.
| Полость | Влияние на поток |
|---|---|
| Однородные стены | Стабильный ламинарный |
| Ребра/подрезы | Измененные пути |
Понимание этого было ключевым моментом при работе со следами сварных швов — теми уродливыми линиями, где ручьи неловко встречаются.
Размышляя об этом времени, я вижу, что каждая часть потока улучшает качество продукции. Речь идет о разработке решений и совершенствовании методов производства для повышения эффективности и внешнего вида.
Пластик течет быстрее в центре основного канала.Истинный
Центр основного канала испытывает меньший сдвиг, что обеспечивает более быстрый поток.
Точечные ворота обеспечивают плавный вход в полость.ЛОЖЬ
Точечные затворы заставляют расплав поступать в полость струйно, а не мягко.
Что происходит внутри полости во время формования?
Хотите узнать, что происходит внутри полости формы? Это маленькое путешествие для пластика. Сырье меняет форму и становится обычным предметом.
Во время формования горячий пластик вытекает в пустое пространство. Форма полости, толщина стенок и скорость ее охлаждения — все это влияет на этот поток. Эти факторы определяют форму и качество готового продукта. Могут возникнуть проблемы, например, швы на поверхности или участки, заполняющиеся с разной скоростью. Эти вопросы требуют пристального внимания. Очень осторожно.

Начальная динамика потока
Когда я узнал о литье под давлением, меня поразило начало процесса. Представьте себе, как пластик поступает на главный путь, приводимый в движение винтом литьевой машины. В этот момент расплав быстро движется под высоким давлением. Канал, имеющий форму конуса, вызывает разные скорости: вблизи краев поток замедляется, а центр движется вперед. Это похоже на реку, мчащуюся по узкому ущелью! Понимание этого потока 8 имеет решающее значение, поскольку оно задает тон для последующих этапов.
Поток в бегуне
Путешествие переходит в бегун, напоминая мне сложную дорожную систему. Эти пути, будь то круглые или U-образные, важны для равномерного распределения расплава по каждой полости. Законы механики жидкости управляют этим плавным потоком, при этом центр движется быстрее, чем края. Представьте себе движение в оживленном городе в час пик; это очень похоже.
-
Эффекты формы бегуна:
Форма Характеристики потока Круговой Равномерное распределение, низкие потери давления Трапециевидный Зависит от размера и шероховатости
Динамика потока ворот
Далее идут ворота – небольшой проход с большими заданиями. Он контролирует скорость поступления расплава в полость. Разные ворота вызывают разные стили потока; боковые ворота обеспечивают плавный вход, а точечные ворота могут вызвать резкий поток. Этот шаг имеет решающее значение; это похоже на настройку насадки садового шланга для идеального распыления — очень тщательную настройку.
Внутри полости
Наконец пластик достигает полости, где происходят захватывающие вещи. По мере движения расплав обменивается теплом со стенками полости, охлаждаясь и утолщаясь. Если вы испекли торт, то знаете, насколько важно равномерное нагревание, чтобы избежать трещин – то же самое и здесь.
- Форма и толщина полости : равномерная толщина стенок способствует плавному потоку; различия могут вызвать беспорядки.
-
Теплообмен : при охлаждении увеличивается вязкость.
Фактор Влияние Толщина стены Влияет на стабильность потока и скорость охлаждения. Усиления и подрезы Вызвать перенаправление потока и слияние
Эти мелкие детали могут привести к таким проблемам, как следы сварных швов, если потоки сливаются неправильно — аналогично тому, как швы одежды не совпадают идеально. Понимание этой динамики значительно улучшило мои дизайнерские навыки и качество продукции. Каждая форма напоминает решение новой головоломки! Изучение решений для отметок сварных швов 9 еще больше улучшает качество и прочность продукции.
Расплав пластика течет быстрее в центре основного канала.Истинный
Центр основного канала имеет меньшее сопротивление сдвигу, что обеспечивает более быстрый поток.
Все типы литников обеспечивают мягкую подачу расплава в полость.ЛОЖЬ
Точечные заслонки вызывают струю, а боковые заслонки обеспечивают более плавный поток в полости.
Как дизайнеры могут оптимизировать литье под давлением?
Вы когда-нибудь чувствовали стресс от создания безупречной пластиковой детали? Дизайнеры, вероятно, знают, что любой выбор меняет процесс литья под давлением. Вот моя история совершенствования этого навыка.
Я сосредоточен на разработке эффективных форм для оптимизации литья под давлением. Выбор правильных материалов очень важен. Регулировка параметров процесса, таких как температура и давление, действительно помогает. Это уменьшает количество отходов. Качество продукции улучшается.

Понимание динамики потока
Я вспоминаю, как впервые увидел, как пластик плавится в форме – это напоминало принимающую форму крошечную реку. Начало имеет решающее значение; пластик движется по основному каналу, направляемому шнеком литьевой машины. Удивительно, как расплав движется быстрее в центре и замедляется по краям. Меньше отходов и более плавные переходы действительно нуждаются в хорошем потоке. Оптимизация этого этапа обеспечивает более плавные переходы с распределением скоростей 10 за счет сдвига.
Создание эффективных бегунов
Выяснить бегуна для меня было похоже на решение головоломки. Я всегда выбирал круглую форму направляющей, потому что она сохраняет поток стабильным и снижает потери давления, поддерживая ламинарный поток и обеспечивая равномерное распределение. Это напомнило мне плавные повороты шоссе, которые позволяют скользить, не теряя скорости. Дизайнеры могут обратиться к динамике потока в бегунах 11 для более глубокого понимания.
Конструкция ворот для оптимального потока
Выбор правильных ворот был похож на поиск лучшего маршрута на извилистой дороге. Различные ворота управляют тем, насколько быстро и плавно расплав достигает полости.
| Тип ворот | Характеристики потока |
|---|---|
| Сторона | Мягкое, постепенное вступление. |
| Точка | Быстрый, стремительный вход |
Например, точечные ворота 12 ощущаются как нажатие на педаль газа, а боковые ворота обеспечивают более спокойную езду.
Управление сложностью полости
В полости все становится очень интригующим – и трудным. Я видел, что даже небольшие изменения толщины стенок могут изменить поток, точно так же, как погода меняет скорость вашего движения. Равномерная толщина имеет решающее значение, поскольку позволяет избежать неприятных следов сварных швов, которые разрушают отличный в остальном продукт. Устранение возможных отметок сварных швов 13 во время проектирования может повысить качество конечного продукта.
Выбор материала и параметры процесса
Выбор материалов похож на выбор правильных ингредиентов для блюда: каждый из них влияет на конечный результат. Изменение температуры и давления похоже на настройку духовки для идеальной выпечки. Я всегда возвращаюсь к критерию выбора материала 14, чтобы оставаться сосредоточенным.
Совершенствование литья под давлением предполагает рассмотрение каждого этапа – от выбора материалов до изменения параметров процесса 15 . Понимание этой сложности, вероятно, не только повысило мою эффективность, но также повысило эффективность и качество продукции.
Расплав пластика течет быстрее в центре основного канала.Истинный
Расплав течет быстрее в центре из-за более высокого давления и сдвига.
Круглые направляющие вызывают более высокие потери давления, чем другие формы.ЛОЖЬ
Круглые направляющие имеют меньшие потери давления и равномерно распределяют расплав.
Заключение
Процесс литья пластмасс под давлением включает впрыскивание расплавленного пластика в форму на различных этапах, включая основной канал, желоб, литник и полость, что обеспечивает точность и качество производства.
-
Предоставляет исчерпывающую информацию о динамике потока, помогая улучшить стратегию проектирования и производства. ↩
-
Понимание начальной динамики потока может помочь повысить эффективность формования за счет уменьшения количества дефектов. ↩
-
Изучение формы желобов помогает оптимизировать скорость потока и сократить количество отходов. ↩
-
Сравнение типов ворот может помочь в выборе ворот, соответствующих желаемому потоку. ↩
-
Оптимизация конструкции пресс-формы может значительно сократить производственные затраты и время. ↩
-
Узнайте, как силы сдвига влияют на поведение расплава во время литья под давлением, влияя на динамику потока и качество продукции. ↩
-
Узнайте, как точечные литники облегчают струйное течение в полостях и их влияние на эстетику формованных деталей. ↩
-
Узнайте, как распределение скорости влияет на динамику потока при формовании, создавая основу для получения качественной конечной продукции. ↩
-
Найдите стратегии по уменьшению следов сварных швов, улучшению эстетики продукта и структурной целостности. ↩
-
Изучите эту ссылку, чтобы понять, как распределение скорости влияет на заполнение формы и качество деталей. ↩
-
Узнайте о конструкциях направляющих систем, которые повышают эффективность потока и снижают потребление энергии. ↩
-
Узнайте, как конструкция точечных затворов влияет на скорость течения расплава и пригодность для применения. ↩
-
Найдите стратегии по уменьшению следов сварных швов для улучшения качества поверхности и структурной целостности. ↩
-
Понимание ключевых факторов при выборе материалов для повышения производительности и долговечности. ↩
-
Получите представление о регулировании температуры и давления для уменьшения дефектов и отходов. ↩






