

Вы когда-нибудь видели неприятные изгибы и изгибы ваших пластиковых изделий?
Дефекты коробления продукта при литье под давлением возникают из-за конструкции формы, параметров процесса и свойств материала. Ключевые факторы включают неравномерное охлаждение, плохое отделение формы и усадку материала. Решение этих проблем может значительно уменьшить коробление.
Данное резюме дает краткое представление о причинах коробления продукции. Вдаваться в детали очень важно. Каждый фактор влияет на результат. Например, важна конструкция системы охлаждения. Выбор материала также важен. Изучение этих элементов очень помогает. Люди открывают для себя новые идеи и стратегии. Эти идеи помогают предотвратить коробление в производственных процессах.
Неравномерное охлаждение приводит к короблению продукта при литье под давлением.Истинный
Неравномерное охлаждение приводит к дифференциальной усадке, вызывающей коробление.
Механизмы освобождения пресс-формы не влияют на коробление изделия.ЛОЖЬ
Неправильное освобождение формы может привести к напряжению и деформации.
Как конструкция пресс-формы влияет на коробление продукта?
Вы когда-нибудь задумывались, что ваше пластиковое изделие «шутит», неожиданно сгибаясь и перекручиваясь?
Деформация продукта при литье под давлением обычно связана с конструкцией формы. Компоновка системы охлаждения и механизмы разборки играют важную роль. Многие проблемы случаются из-за неравномерного охлаждения. Еще одной распространенной причиной является неправильное распределение силы во время извлечения из формы.

Роль систем охлаждения в проектировании пресс-форм
Позвольте мне провести вас через сложный мир проектирования пресс-форм. Это играет решающую роль в предотвращении деформации продукта. Когда я только начинал, я заметил, как крошечные ошибки в дизайне часто приводили к неприятным результатам.
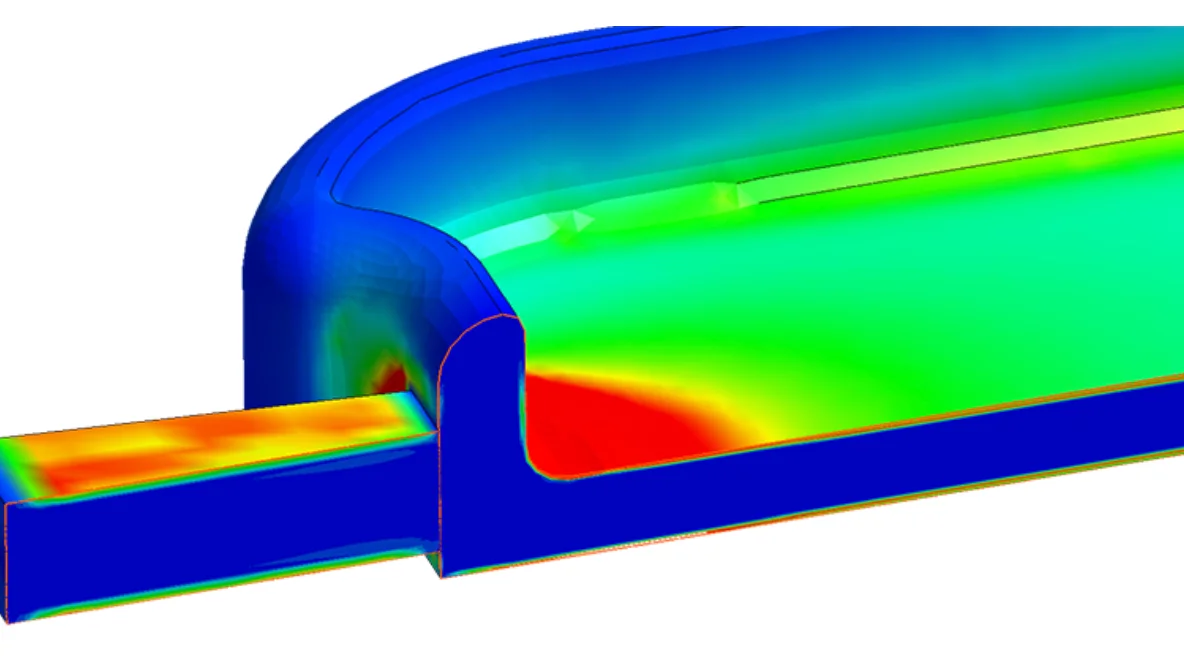
Неравномерное охлаждение является основной причиной коробления продукта. Если трубы охлаждения спроектированы нерационально, то пластик возле этих трубок остывает и затвердевает первым, тогда как другие участки остывают медленнее. Например, при производстве крупных плоских изделий охлаждающие трубы, сосредоточенные в центре формы, приводят к замедлению охлаждения краевых деталей, что приводит к разнице в усадке 1 .
Параметры системы охлаждения
Я помню свое первое столкновение с короблением от неравномерного охлаждения. У большого плоского изделия края не держались на месте. Это научило меня важности балансировки труб охлаждения. Слишком центрированное расположение труб замедляет охлаждение кромок, вызывая неравномерную усадку и коробление.
Эффективность охлаждения также определяется диаметром и расстоянием между трубами. Однажды я проигнорировал расстояние и диаметр труб, думая, что они незначительны. А вот узкие или далеко расположенные трубы охлаждали пластик плохо. В результате получилась деформированная продукция.
| Параметр | Влияние на охлаждение |
|---|---|
| Диаметр | Меньший размер приводит к меньшему охлаждению |
| Расстояние | Больший размер увеличивает риск неравномерного охлаждения. |
Очень важно правильно установить эти параметры для правильного охлаждения.
Механизмы извлечения из формы и коробление
Неровные выталкиватели преподали мне еще один урок. В одном проекте штифты были расположены неравномерно. Силы разрушения формы привели к явному короблению.
Необходимо тщательно продумать механизм освобождения пресс-формы. Неравномерность усилий во время извлечения из формы может привести к короблению изделия 2 . Изделия с перевернутой структурой могут деформироваться, если такие механизмы, как ползунки, оказывают неравномерное воздействие.
Факторы процесса литья под давлением
Давление впрыска и давление удержания
Чрезмерное давление впрыска вызывает стресс, как перепаковка чемодана. Изделие с различной толщиной стенок деформировалось в сторону более толстых стенок из-за дисбаланса давления во время извлечения из формы.
Высокое удерживающее давление особенно влияет на изделия с неравномерной толщиной стенок, вызывая коробление в сторону более толстых стенок.
Температура пресс-формы и температура плавления
Я попробовал высокие температуры формы для лучшей текучести, но это увеличило усадку и коробление кристаллических пластиков.
Более высокие температуры пресс-формы продлевают время охлаждения расплава пластика, увеличивая риски усадки и деформации.
Очень важно найти идеальный температурный баланс.
Скорость впрыска
Быстрая инъекция может показаться эффективной, но она вызывает высокие напряжения сдвига. Я столкнулся с неравномерным распределением расплава при быстром впрыске, что привело к неожиданному короблению.
Высокая скорость впрыска создает большие напряжения сдвига в полости, образуя остаточные напряжения, которые вызывают коробление после извлечения из формы.
Материальные факторы, влияющие на коробление
Изменения степени усадки
разные пластики по-разному реагируют на тепло; Полиамид деформировал мое длинномерное изделие из-за его высокой степени усадки при охлаждении, что легко приводило к короблению 3 . При проектировании пресс-форм необходимо учитывать направленную усадку.
Направленная (анизотропная) усадка может по-разному влиять на длинномерные изделия по их длине и ширине.
разные пластики имеют разную степень усадки; Такие материалы, как полиамид, демонстрируют большую усадку при охлаждении, что легко приводит к короблению 4 .
Направленная (анизотропная) усадка может по-разному влиять на длинномерные изделия по их длине и ширине.
разные пластики имеют разную степень усадки; Такие материалы, как полиамид, демонстрируют большую усадку при охлаждении, что легко приводит к короблению 5 .
Направленная (анизотропная) усадка может по-разному влиять на длинномерные изделия по их длине и ширине. Различные пластики имеют разную степень усадки; Такие материалы, как полиамид, демонстрируют большую усадку при охлаждении, что легко приводит к короблению 6 .
направленная (анизотропная) усадка может по-разному влиять на длинномерные изделия по их длине и ширине. Различные пластики имеют разную степень усадки; Такие материалы, как полиамид, демонстрируют большую усадку при охлаждении, что легко приводит к
короблению7 . направленная (анизотропная) усадка
Неравномерное охлаждение приводит к короблению продукта в конструкции пресс-формы.Истинный
Неравномерное охлаждение приводит к дифференциальной усадке, вызывающей коробление.
Меньший диаметр трубы увеличивает эффективность охлаждения.ЛОЖЬ
Трубы меньшего диаметра обеспечивают меньшее охлаждение, что увеличивает риск коробления.
Как давление впрыска влияет на коробление?
Вы когда-нибудь задумывались, почему некоторые пластиковые детали не остаются прямыми?
Давление впрыска влияет на коробление, изменяя остаточное напряжение и усадку при охлаждении. Очень высокое давление, вероятно, вызывает неравномерное охлаждение, что, вероятно, приводит к короблению. Точная регулировка параметров впрыска снижает эти эффекты.

Понимание влияния давления впрыска
Когда я начал проектировать пресс-формы, меня заинтересовало давление впрыска. Оно казалось небольшим, но могло решить успех или провал проекта. Это как секретный ингредиент, который должен быть идеальным. Высокое давление может слишком сильно прижать расплавленный пластик к стенкам формы. Это создает неравномерное напряжение во время охлаждения. Я вспоминаю проект, в котором небольшое дополнительное давление исказило наш продукт. Мы попытались поторопиться — урок действительно усвоен!
Давление впрыска напрямую влияет на то, как расплавленный пластик заполняет полость формы. во время 8 литья под давлением давление слишком высокое, это может привести к чрезмерному усилию на стенках формы, что приведет к неравномерному распределению внутренних напряжений, особенно во время охлаждения.
Факторы, способствующие короблению:
- Остаточное напряжение : высокое давление впрыска создает напряжение внутри детали. Выйдя из формы, он действует как натянутая пружина, часто вызывая деформацию.
- Вариант усадки : представьте, что домашнее печенье выпекается неравномерно. Неравномерная усадка происходит, когда из-за неправильного давления области возле стенок формы остывают быстрее, чем те, что внутри.
| Фактор | Влияние на коробление |
|---|---|
| Остаточное напряжение | Вызывает искажения после охлаждения |
| Вариант усадки | Приводит к неравномерному сокращению |
Балансировка давления и охлаждения
Точный впрыск и удержание давления могут изменить все. Правильная настройка этих параметров в течение нескольких дней работы над проектом гарантировала, что пластик наконец потечет в форму без дополнительной нагрузки — совершенствование этого процесса является ключевым моментом.
Правильная регулировка давления впрыска и удержания 9 может помочь свести к минимуму коробление. Крайне важно найти баланс, при котором пластик равномерно течет в форму, не вызывая чрезмерного напряжения.
Рекомендации по проектированию пресс-форм
Давление – не единственный фактор; Дизайн пресс-формы имеет большое значение:
- Конструкция системы охлаждения . Неправильная система охлаждения подобна выпеканию пирога в холодной духовке. Трубы должны быть распределены равномерно, чтобы обеспечить равномерное охлаждение всех частей формы.
- Механизм освобождения : Неравномерные силы извлечения из формы подобны застрявшей молнии: они расстраивают и деформируют изделия. Сбалансированные выталкиватели предотвращают эти проблемы.
Помимо управления давлением впрыска, учитывайте такие факторы, как:
- Конструкция системы охлаждения : Нерациональная конструкция может усугубить коробление; Трубы охлаждения должны быть распределены равномерно, чтобы обеспечить равномерное охлаждение по всем секциям.
- Механизм освобождения : Обеспечьте баланс сил при извлечении из формы, поскольку неравномерность сил во время извлечения из формы может привести к дальнейшей деформации продукта.
Роль выбора материала
Выбор правильного пластика также имеет решающее значение:
некоторые пластики, например кристаллические, сильнее сжимаются под высоким давлением и имеют тенденцию сильнее деформироваться при охлаждении. Выбор материалов с правильной степенью усадки позволяет избежать многих головных болей.
Различные пластмассы по-разному реагируют под высоким давлением; например, кристаллические пластики могут проявлять более выраженную деформацию из-за их естественной тенденции к большей усадке во время охлаждения. Выбор материалов с подходящей степенью усадки и кристалличностью имеет важное значение.
Владение этими элементами значительно снижает количество дефектов — такие дизайнеры, как Джеки, видят это в действии: продукты сохраняют свою целостность, а отходы сводятся к минимуму — этот успех очень полезен.
Высокое давление впрыска увеличивает остаточное напряжение.Истинный
Чрезмерное давление во время формования создает внутренние напряжения, приводящие к короблению.
Правильная конструкция системы охлаждения снижает риск коробления.Истинный
Равномерное охлаждение предотвращает неравномерную усадку и уменьшает деформацию формованных деталей.
Как свойства материала влияют на коробление?
Вы когда-нибудь задумывались, как небольшие изменения в материалах искажают целое изделие? Это действительно интересно! Давайте посмотрим на скрытые силы, которые формируют то, что мы создаем.
Свойства материала, такие как скорость усадки, кристалличность и тепловое расширение, очень важны в производстве пластмасс. Эти свойства существенно влияют на коробление. Охлаждение и стресс влияют на поведение материалов. Это действительно может привести к деформациям.
Скорость усадки и ее влияние
Мой первый опыт работы со степенью усадки 10 был во время проекта с полиамидом ( ПА ). Я наблюдал, как тщательно изготовленная деталь теряла форму, словно по волшебству пошло не так. Материалы с высокой усадкой значительно изменяются при охлаждении, вызывая различные напряжения в изделии. При литье под давлением игнорирование этих различий похоже на попытку вставить квадратный колышек в круглое отверстие — все просто не подходит.
| Материал | Типичная степень усадки (%) |
|---|---|
| Полиамид ( ПА ) | 0.8 – 2.0 |
| Полипропилен (ПП) | 1.0 – 2.5 |
| Акрилонитрил-бутадиен-стирол (АБС) | 0.4 – 0.8 |
Роль кристалличности
Кристалличность играет важную роль в поведении при усадке. Представьте себе, как кристаллические пластики, такие как полиэтилен (ПЭ), охлаждаются, образуя аккуратные упорядоченные структуры; это похоже на то, как кусочки головоломки встают на свои места. Однако если кусочки распределяются неравномерно, происходит коробление. Я видел, что равномерная кристаллизация действительно является ключом к предотвращению этих проблем в процессе литья под давлением 11 .
Коэффициенты теплового расширения
Я обнаружил, что коэффициент теплового расширения (КТР) является жизненно важным фактором, определяющим изменения размеров при изменении температуры. Материалы с высоким КТР значительно изменяются в расплавленном состоянии, поэтому для уменьшения коробления важен правильный контроль во время проектирования и обработки.
| Материал | Коэффициент теплового расширения (мкм/м°C) |
|---|---|
| Полиэтилен (ПЭ) | 100 – 200 |
| Поликарбонат (ПК) | 65 – 70 |
| Нейлон | 80 – 120 |
Балансировка механических свойств
Механические свойства, такие как модуль упругости, часто удивляют меня своим влиянием на деформацию. Материалы с низкой жесткостью могут сгибаться под напряжением при охлаждении, но обеспечение равномерного распределения механического напряжения действительно помогает снизить этот риск во время охлаждения 12 .
Анизотропное поведение материалов
Анизотропное поведение стало для меня открытием — в этих материалах такие свойства, как усадка или прочность, меняются в зависимости от направления. При литье под давлением такие материалы могут сжиматься больше в одном направлении, чем в другом, что приводит к короблению, если это не учитывать на этапе проектирования. Понимание этого поведения активно помогает уменьшить количество дефектов в формованных изделиях.
Во многих проектах я узнал, что коробление — это сложная вещь, похожая на слои луковицы, с факторами плесени, такими как системы охлаждения и детали материала, каждый из которых играет важную роль в определении конечного качества продукта.
Полиамид имеет меньшую степень усадки, чем ABS.ЛОЖЬ
Степень усадки полиамида выше (0,8-2,0%), чем у АБС (0,4-0,8%).
Материалы с высоким КТР склонны к короблению.Истинный
Материалы с высокими коэффициентами теплового расширения существенно меняют размеры, вызывая коробление.
Каковы эффективные стратегии минимизации коробления?
Вы когда-нибудь сталкивались с деформациями на вашей производственной линии? Это действительно расстраивает, не так ли? Давайте рассмотрим практические пути решения этой проблемы. Сохраняйте свою продукцию в отличном состоянии.
Чтобы уменьшить коробление, обратите внимание на системы охлаждения. Тщательно отрегулируйте давление впрыска. Подберите подходящие материалы для работы. Эти методы важны. Эти методы нацелены на проектирование пресс-форм. Они также фокусируются на параметрах процесса. Выбор материала также играет большую роль. Это приводит к меньшим искажениям. Это действительно улучшает качество.

Факторы плесени
-
Проектирование системы охлаждения : Когда я начал проектировать пресс-формы, я заметил, насколько важна система охлаждения. Неравномерное охлаждение является основной причиной коробления. Если охлаждающие трубки распределены неравномерно, разные части пластика будут охлаждаться с разной скоростью. Представьте себе большие плоские предметы с охлаждением только в центре; края остаются теплыми, что делает охлаждение неравномерным.
Параметр Влияние на коробление Размер охлаждающей трубы Малый диаметр может привести к недостаточному охлаждению. Расстояние между трубами Большое расстояние приводит к неравномерному охлаждению. -
Механизм отделения пресс-формы : я также узнал, насколько важна хорошая система освобождения пресс-формы. Неравномерность усилий во время извлечения из формы может привести к короблению. Представьте себе, как нежная раковина открывается под неодинаковым давлением; вы можете получить трещины или даже полностью сломать его.
Факторы процесса литья под давлением
-
Давление впрыска : Давление впрыска сложное. Чрезмерное давление во время инъекции может привести к высоким остаточным напряжениям. Однажды слишком сильное давление оставило в изделии скрытые напряжения, что привело к изгибу в более толстых участках.
-
Температура формы : еще есть температура формы. Более высокие температуры замедляют охлаждение и увеличивают усадку.
Температурный фактор Результат Температура пресс-формы Длительное охлаждение, большая усадка Температура плавления Повышенная текучесть, более высокая усадка -
Скорость впрыска : Скорость впрыска требует осторожного обращения. Высокие скорости создают напряжения сдвига, которые приводят к внутренним остаточным напряжениям, что приводит к короблению после извлечения из формы.
Факторы пластикового материала
-
Скорость усадки : Теперь о пластике: каждый тип дает усадку по-разному. Пластмассы, такие как полиамид, имеют высокую степень усадки, вызывая коробление.
-
Кристалличность : Кристалличность тоже имеет значение. Неравномерная кристаллизация приводит к различной степени усадки.
Учитывая эти факторы и внедряя интеллектуальные решения 13 , производители могут значительно уменьшить деформацию своей продукции, что приведет к повышению качества и эффективности. Ознакомьтесь со специальными методами формования 14, чтобы получить лучшие результаты, и исследуйте различные пластики 15 , чтобы выбрать лучший из них с меньшим короблением.
Неравномерное охлаждение приводит к короблению пластиковых изделий.Истинный
Неравномерное охлаждение приводит к дифференциальной усадке, вызывающей коробление.
Более высокие температуры пресс-формы уменьшают коробление при литье под давлением.ЛОЖЬ
Более высокие температуры формы увеличивают время охлаждения и усадку, вызывая коробление.
Заключение
Деформация изделия при литье под давлением возникает из-за неравномерного охлаждения, недостатков конструкции пресс-формы, неправильной настройки давления и свойств материала. Учет этих факторов имеет решающее значение для качественного производства.
-
Узнайте, как расположение систем охлаждения влияет на равномерность охлаждения продукта, влияя на его усадку и коробление. ↩
-
Узнайте, как различное давление впрыска влияет на уровень остаточного напряжения в формованных пластмассах. ↩
-
Узнайте о передовых методах литья под давлением, которые помогают эффективно снизить риск коробления. ↩
-
Узнайте о передовых методах литья под давлением, которые помогают эффективно снизить риск коробления. ↩
-
Узнайте о передовых методах литья под давлением, которые помогают эффективно снизить риск коробления. ↩
-
Узнайте о передовых методах литья под давлением, которые помогают эффективно снизить риск коробления. ↩
-
Узнайте о передовых методах литья под давлением, которые помогают эффективно снизить риск коробления. ↩
-
Получите представление о том, как давление впрыска влияет на процесс формования, что поможет вам оптимизировать настройки для получения качественных деталей. ↩
-
Ознакомьтесь с лучшими практиками настройки давления впрыска и поддержания давления, чтобы минимизировать коробление и улучшить качество продукции. ↩
-
По этой ссылке представлены подробные данные о скорости усадки различных пластиков, что важно для дизайнеров, управляющих короблением. ↩
-
Узнайте о взаимосвязи между кристалличностью и процессами литья под давлением, чтобы лучше контролировать качество продукции. ↩
-
Изучите эффективные стратегии охлаждения, позволяющие минимизировать коробление и обеспечить однородность свойств материала. ↩
-
Эта ссылка дает более глубокое представление о проверенных методах уменьшения коробления в процессе формования. ↩
-
Изучите передовые методы литья под давлением, которые помогают минимизировать деформацию продукции и улучшить качество. ↩
-
Узнайте, как различные свойства пластика влияют на коробление и как выбрать материалы, подходящие для ваших нужд. ↩




