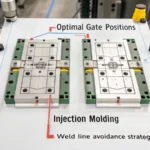
Сварные швы доставляют проблемы каждому конструктору пресс-форм. Они портят внешний вид и прочность изделий. Главный секрет их предотвращения — место установки литникового канала.
Для предотвращения образования сварочных швов необходимо оптимизировать положение литниковых каналов, обеспечив сбалансированный поток материала и разместив их вблизи толстых участков или зон, подверженных сварке. Правильное расположение минимизирует нарушения потока, повышает прочность детали и улучшает ее внешний вид.
Помню, как впервые увидел сварочные швы. Они появились на модели, которая должна была быть безупречной. Моя кропотливая работа, испорченная этими упрямыми линиями, была ужасно раздражающей. Но, будучи целеустремленным дизайнером, я начал изучать расположение литниковых каналов.
Правильное размещение затвора действительно меняет всё. Например, размещение его на линии симметрии круглого объекта помогло расплаву равномерно и красиво распределиться. Больше никаких раздражающих линий! Ключевым моментом было избегание важных участков. Этот приём выручил меня, когда я работала над прозрачной обложкой для проекта. Затвор по краю обеспечил чёткий обзор без некрасивых линий.
Когда конструкции становились более сложными, использование нескольких литниковых каналов в последовательности оказывало огромную помощь. Это похоже на управление музыкой. Изменение углов и расстояния между литниками также имеет значение. Это предотвращает охлаждение горячего материала или его неконтролируемое растекание.
Вот вам совет: по возможности поддерживайте равномерную толщину стенок. Это сглаживает охлаждение и обеспечивает плавный переход, скрывая сварочные швы. Резкие повороты в конструкции означают, что вам снова придётся иметь дело с надоедливыми сварочными швами.
Эти методы изменили мой подход к работе над каждым проектом. Надеюсь, они действительно помогут улучшить и ваши проекты.
Симметричное расположение литниковых каналов уменьшает количество сварочных швов.Истинный
Размещение литникового канала на оси симметрии обеспечивает равномерный поток расплава, минимизируя образование сварочных швов.
Последовательная подача материала увеличивает вероятность образования сварочного шва.ЛОЖЬ
Последовательное литниковое управление контролирует поток расплава, уменьшая беспорядок и минимизируя линии сварки.
- 1. Почему симметричное расположение литниковых каналов важно при проектировании пресс-форм?
- 2. Как последовательная литография уменьшает количество сварочных швов в конструкциях с несколькими литниками?
- 3. Как толщина стенки влияет на позиционирование затвора?
- 4. Как регулировка углов затвора может предотвратить образование сварочных швов?
- 5. Заключение
Почему симметричное расположение литниковых каналов важно при проектировании пресс-форм?
Вы когда-нибудь задумывались о том, как установка литниковых каналов в пресс-формах меняет ваш производственный процесс? Давайте разберемся!
Симметричное расположение литниковых каналов в конструкции пресс-формы играет ключевую роль в равномерном распределении расплавленного материала. Такое равномерное распределение уменьшает количество дефектов, таких как сварочные швы. В результате получаются более качественные изделия. Правильная динамика потока имеет большое значение для высококачественного литья под давлением. Качество остается высоким.

Улучшение потока за счет сбалансированного размещения затворов
За годы работы над конструкциями пресс-форм я убедился, что расположение литниковых каналов действительно влияет на движение расплавленного материала внутри формы. Представьте, что вы наливаете воду в ванну, расположив краны хаотично. Это был бы полный хаос! Но симметричное расположение литниковых каналов действует как правильно расположенный кран, равномерно распределяя расплав.
Стратегии компоновки ворот
- Одноточечный литник: Для изделий с одинаковой формой размещение одноточечного литника вдоль линии симметрии способствует плавному потоку расплава. Это как поместить груз точно посередине качелей.
- Важно избегатьразмещения ворот вблизи мест, которые должны выглядеть аккуратно, например, прозрачных частей пластиковых предметов. Это крайне важно, поскольку сварочные швы бросаются в глаза, как пятна от кофе на белой рубашке.
Управление многоточечными воротами
Для сложных пресс-форм может использоваться несколько литниковых каналов. Очень важно установить правильный порядок впрыска:
- Последовательная подача: начинайте подачу с самого дальнего затвора, чтобы потоки плавно сливались.
- Расстояние между затворами и углы их расположения: Правильное расстояние предотвращает слишком быстрое охлаждение. Изменение углов обеспечивает более плавный поток, подобно осторожному управлению лодкой.
| Параметр | Идеальный подход |
|---|---|
| Симметричная форма | центрированное расположение ворот |
| Многовходовая компоновка | Последовательное открытие в зависимости от расстояния |
| Критические зоны | Избегайте расположения ворот вблизи участков с высокой производительностью |
Важность толщины стенки
Равномерная толщина стенок скрывает сварочные швы. Я всегда выбираю места с ровными стенками, чтобы расплав лучше слился с поверхностью. Равномерное охлаждение предотвращает проблемы с внешним видом. Такой подход действительно помог мне избежать проблем, связанных с тем, что клиенты замечали бы следы после производства.
Избегайте резких поворотов в потоке транспорта
Резкие повороты в потоке расплава подобны резким поворотам в дорожном движении. Они увеличивают риски, создавая сварочные швы. Установка затворов для плавных поворотов обеспечивает бесперебойность потока. Это крайне важно для сложных конструкций.
Узнайте больше о последовательной настройке ворот1 для сложных элементов. Идея геометрического центра2 также помогает улучшить пути потока.
В заключение, симметричное расположение литниковых каналов действительно улучшает текучесть расплава и уменьшает количество дефектов, что приводит к превосходному качеству продукции. За счет избегания ключевых зон и учета толщины стенок эффективность этого метода еще больше повышается.
Симметричное расположение литниковых каналов уменьшает количество сварочных швов.Истинный
Симметричное расположение литников способствует равномерному потоку расплава, уменьшая количество сварочных швов.
Последовательная установка затворов увеличивает вероятность появления сварочного шва.ЛОЖЬ
Последовательные затворы регулируют порядок потока расплава, уменьшая образование сварочного шва.
Как последовательная литография уменьшает количество сварочных швов в конструкциях с несколькими литниками?
Вы когда-нибудь задумывались о том, как последовательная литниковая система изменяет процесс литья под давлением?
Последовательное литье под давлением уменьшает количество сварных швов в многослойном литье под давлением за счет контроля времени и способа открытия литников. Эта технология более точно направляет поток расплавленного пластика, предотвращая преждевременное столкновение фронтов расплава. В результате получаются более прочные и привлекательные изделия.

Принцип последовательного управления
Представьте, что вы управляете балетом горячего, текучего пластика, заполняющего форму, каждое движение которого продумано и тщательно выверено. Последовательная литниковая система позволяет осуществлять такой контроль. Управляя моментом открытия каждого литника, вы плавно направляете материал в форму. Этот упорядоченный процесс снижает вероятность преждевременного столкновения материалов, которое часто приводит к нежелательным сварнымшвам³.
Проектирование многовходовых систем
Разработка системы с несколькими литниковыми каналами напоминает сборку пазла. Каждый литник должен располагаться в правильном месте, чтобы пластик равномерно распределялся. Например, размещение литника посередине круглого объекта помогает материалу равномерно распределяться, уменьшая вероятность дефектов. Очень важно располагать литники подальше от мест, где внешний вид или прочность имеют первостепенное значение.
| Фактор проектирования | Рассмотрение |
|---|---|
| Симметрия | Для равномерного потока расплава выровняйте литники по осям симметрии. |
| Критические зоны | Избегайте размещения ворот вблизи видимых или несущих нагрузку частей. |
Оптимизация динамики потока
Представьте себе, что вы регулируете темп в музыкальном представлении – каждый этап открывается синхронно с остальными, чтобы управлять потоком. Изменяя порядок и синхронизацию, можно точно спланировать точки стыка, где сварочные швы менее заметны или опасны. Эта тактика очень хорошо работает для изделий сложной формы или с разной толщиной стенок.
Практическое применение и преимущества
В таких областях, как автомобилестроение и электроника, где внешний вид и прочность имеют большое значение, последовательная литография становится невероятно полезной. Открывая вторичные литники только тогда, когда это необходимо, значительно сокращаются сварочные швы, что приводит к созданию изделий, которые не только выглядят лучше, но и служат очень долго.
Изучение этих методов позволяет получить представление о минимизации дефектов в пластиковых компонентах⁴,повышая как эффективность производства, так и качество продукции. Грамотно организованная последовательность литниковых каналов помогает продукции достигать высокого уровня качества, одновременно сокращая отходы и экономя средства.
Симметричное расположение литниковых каналов уменьшает количество сварочных швов.Истинный
Симметричное расположение литников способствует равномерному потоку расплава, минимизируя образование сварочных швов.
Последовательная литниковая система увеличивает количество сварных швов при литье под давлением.ЛОЖЬ
Последовательное управление литниковыми каналами позволяет контролировать поток расплава, уменьшая образование сварочных швов.
Как толщина стенки влияет на позиционирование затвора?
Вы когда-нибудь задумывались о том, как толщина стенок изделия может определять успех или неудачу процесса литья под давлением?
Толщина стенок изделия играет важную роль в позиционировании литникового канала во время литья под давлением. Равномерная толщина по всей поверхности способствует равномерному охлаждению. Это оптимизирует поток материала и уменьшает количество дефектов, таких как сварные швы. При переменной толщине заполнение может быть неэффективным. Неравномерное заполнение может привести к появлению дефектов.

Влияние толщины стенки на течение материала
Помню, когда я только начинал работать в области литья под давлением, толщина стенок казалась мне неважной. Но по мере изучения вопроса я понял, какое огромное влияние она оказывает на текучесть материала. Равномерная толщина стенок работает как хорошо скоординированный механизм, позволяя материалу плавно и равномерно течь в пресс-форме. Этот баланс уменьшает такие проблемы, как деформация или неполное заполнение. А этого в конечном продукте точно не должно быть.
Важность равномерной толщины стенки
Проектирование литниковых каналов в зонах с равномерной толщиной стенок действительно меняет все. Такое грамотное размещение способствует равномерному распределению материала, уменьшая количество неприятных сварочных швов. Эти швы могут испортить как внешний вид, так и прочность изделия. Подумайте об этом так: если вы контролируете расплав таким образом, чтобы он сначала соприкасался в местах с тонкими стенками, вероятность успеха значительно возрастает. Это правильное решение.
| Толщина стенки | Влияние на положение ворот |
|---|---|
| Униформа | Стабильный поток материала, уменьшение количества сварочных швов |
| Неравномерный | Переменные скорости охлаждения, потенциальные дефекты |
Управление несколькими воротами в сложных проектах
Работа со сложными конструкциями с множеством литниковых каналов раньше казалась сложной задачей, но последовательная настройка литниковых каналов творит чудеса. Регулируя расстояние и углы в соответствии с различной толщиной стенок, можно эффективно управлять потоком материала. Главное – контролировать процесс плавления, уменьшая количество сварных швов. Очень эффективно.
Как избежать резких поворотов в потоке расплава
Представьте себе езду по извилистой дороге; крутые повороты могут сильно сбить вас с пути. Поток расплава при литье под давлением аналогичен. Если литники расположены в местах крутых поворотов, поток может нарушиться. Это повышает вероятность образования сварочных швов. Вместо этого, ровный путь позволяет расплаву спокойно протекать через эти участки без резких изменений направления.
Понимание этих деталей не только повышает эффективность, но и улучшает качество пластмассовых изделий, уменьшая количество ошибок и улучшая эксплуатационные характеристики. Совместный учет толщины стенок и расположения литниковых каналов действительно оптимизирует результаты производства.
Для получения более подробной информации о многовходовых схемах и стратегиях последовательного управления см. этот ресурс по последовательному управлению5.
Симметричное расположение литниковых каналов уменьшает количество сварочных швов.Истинный
Размещение литниковых каналов по осям симметрии обеспечивает равномерный поток расплава, уменьшая количество сварочных швов.
Расстояние между литниковыми каналами не влияет на формирование сварочного шва.ЛОЖЬ
Неправильное расстояние между литниковыми каналами может привести к переохлаждению или нарушению текучести, что, в свою очередь, вызывает образование сварочных швов.
Как регулировка углов затвора может предотвратить образование сварочных швов?
Вам когда-нибудь попадалась пластиковая деталь, которая выглядела бы неаккуратно? Причина тому — эти раздражающие сварочные швы.
Изменение угла литникового канала при литье под давлением, вероятно, уменьшает количество сварных швов, направляя движение расплавленного пластика. Это позволяет материалу соединяться более плавно. Этот метод не только повышает прочность изделия, но и очень часто улучшает его внешний вид.

Роль углов литникового канала в проектировании пресс-форм
Помню, как впервые увидел сварочные швы на одном из проектов. Это была гладкая, прозрачная деталь дорогого изделия, и эти швы были очень заметны. Этот опыт научил меня, насколько важны углы литниковых каналов для направления расплавленного пластика при литье под давлением. Регулировка этих углов помогает управлять потоком материала, уменьшая количество неприятных пересечений.
-
Симметричная компоновка: Для симметричных изделий необходимы литники на линии симметрии для равномерного распределения материала. Это снижает риск образования сварных швов в местах соединения. Однажды я работал над круглой деталью, где этот прием был крайне важен.
-
Избегание критических зон: Изделия, требующие привлекательного внешнего вида или прочности, нуждаются в тщательном размещении литниковых каналов для скрытия сварочных швов. В автомобильных фарах размещение литниковых каналов в незаметных местах обеспечивает их прозрачность и прочность.
Оптимизация многоточечных вентилей
Для работы с несколькими воротами необходимо правильно расположить их в нужном порядке и установить нужный угол наклона.
| Рассмотрение | Описание |
|---|---|
| Последовательная настройка затвора | Открывайте затворы в заданной последовательности для регулирования сходимости потока. |
| Расстояние между воротами и угол наклона | Отрегулируйте расстояние и углы, чтобы обеспечить плавное слияние расплава. |
В одном из проектов я узнал, что тангенциальное слияние расплавов количество сварочных швов6. значительно углов литниковой системы7 с направлением потока действительно улучшает качество.
Интеграция положения ворот с дизайном изделия
-
Равномерная толщина стенок: Направление расплава в зоны равномерной толщины обеспечивает равномерное охлаждение и более плавное соединение. Это значительно уменьшает количество сварочных швов.
-
Предотвращение резких поворотов: Предотвратите резкие повороты потока расплава, отрегулировав положение литникового канала. Прямолинейный поток уменьшает образование сварочного шва.
В сложных конструкциях с различной толщиной стенок направление расплава сначала в более тонкие участки действительно помогает. Согласование скорости плавления по толщине позволяет добиться аккуратного слияния и уменьшить количество дефектов.
Изучите, как регулировка углов литниковых каналов8 может улучшить конструкцию, понимая их влияние на движение расплава и слияние материалов.
Симметричное расположение литниковых каналов уменьшает количество сварочных швов.Истинный
Симметричное расположение литниковых каналов способствует равномерному диффузионному распространению расплава, снижая риск образования сварочных швов.
Неравномерная толщина стенок повышает видимость сварного шва.Истинный
Различная скорость охлаждения на неровных стенах делает сварочные швы более заметными.
Заключение
Оптимизация расположения литниковых каналов при литье под давлением минимизирует линии сварки, повышая качество продукции. К таким методам относятся симметричное расположение, последовательное литье и поддержание равномерной толщины стенок для эффективного потока материала.
-
Узнайте, как последовательная настройка литникового затвора контролирует поток расплава при производстве сложных изделий, повышая качество продукции за счет уменьшения количества сварных швов. ↩
-
Узнайте, как использование геометрического центра при размещении литниковых каналов улучшает распределение расплава и уменьшает количество дефектов. ↩
-
Узнайте, как последовательная литниковая система точно контролирует поток расплава, что позволяет улучшить качество продукции за счет уменьшения количества сварных швов. ↩
-
Узнайте, как отрасли промышленности получают выгоду от последовательного литья под давлением, эффективно производя пластиковые компоненты без дефектов. ↩
-
Последовательное литниковое управление помогает эффективно регулировать поток материала в сложных конструкциях, снижая количество дефектов. ↩
-
Поймите, как симметричная компоновка литниковых каналов помогает предотвратить дефекты, обеспечивая равномерный поток расплава. ↩
-
Узнайте, как регулировка углов литникового канала влияет на поток расплава и минимизирует сварочные швы. ↩
-
Узнайте, как регулировка угла наклона затвора улучшает конструкцию изделия за счет снижения количества дефектов. ↩