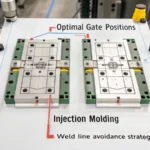
Линии сварных швов беспокоят каждого проектировщика пресс-форм. Они портят внешний вид и прочность творений. Настоящая уловка, позволяющая их остановить, — это место, где расположены ворота.
Оптимизируйте положение ворот, чтобы избежать образования сварных швов, обеспечив сбалансированный поток материала и разместив ворота рядом с толстыми секциями или местами, подверженными сварке. Правильное позиционирование сводит к минимуму нарушения потока, повышает прочность детали и улучшает внешний вид.
Я помню, как впервые увидел линии сварки. Они появились на модели, которая должна была быть безупречной. Моя тяжелая работа, испорченная этими упрямыми строками, очень раздражала. Но как решительный дизайнер, я начал изучать положение ворот.
Разумное размещение ворот действительно меняет все. Например, если поместить его на линию симметрии круглого предмета, расплав растечется равномерно и красиво. Больше никаких раздражающих линий! Ключевым моментом было избегать важных областей. Этот трюк спас меня, когда я работал над прозрачной обложкой для проекта. Ворота на краю сохраняли ясность обзора без некрасивых линий.
Когда конструкции были более сложными, очень помогало последовательное использование нескольких ворот. Это похоже на руководство музыкой. Изменение угла ворот и расстояния также имеет значение. Он не дает горячему материалу остыть или сильно течь.
Вот совет: по возможности сохраняйте толщину стенок. Сглаживает охлаждение и растушевку, скрывая линии сварки. Резкие повороты в дизайне означают, что придется снова иметь дело с раздражающими линиями сварных швов.
Эти методы изменили то, как я работаю над каждым проектом. Надеемся, они действительно помогут улучшить и ваши проекты.
Симметричное размещение ворот уменьшает количество линий сварки.Истинный
Расположение заслонки на оси симметрии обеспечивает равномерное течение расплава, сводя к минимуму линии сварки.
Последовательные затворы улучшают формирование линии сварного шва.ЛОЖЬ
Последовательное литниковое управление контролирует поток расплава, уменьшая беспорядок и минимизируя линии сварки.
- 1. Почему симметричное размещение литников важно при проектировании пресс-форм?
- 2. Как последовательная литниковая система уменьшает количество линий сварки в конструкциях с несколькими литниками?
- 3. Как толщина стены влияет на расположение ворот?
- 4. Как регулировка углов ворот может предотвратить появление линий сварки?
- 5. Заключение
Почему симметричное размещение литников важно при проектировании пресс-форм?
Вы когда-нибудь задумывались о том, как размещение ворот в формах меняет ваш производственный процесс? Давайте исследовать!
Симметричное положение литников в конструкции формы играет ключевую роль в равномерном распределении расплавленного материала. Такое равномерное распределение уменьшает дефекты, такие как линии сварки. В результате получаются более однородные продукты. Правильная динамика потока имеет большое значение для первоклассного литья под давлением. Качество остается высоким.

Улучшение потока за счет сбалансированного размещения ворот
За годы работы с конструкциями форм я увидел, что расположение литников действительно влияет на то, как расплавленный материал движется в форме. Представьте себе, что вы наливаете воду в ванну с кранами, расположенными в случайном порядке. Это был бы хаос! Но симметричная установка ворот действует как удачно расположенный кран, который равномерно распределяет расплав.
Стратегии расположения ворот
- Одноточечный затвор : для продуктов с одинаковой формой размещение одноточечного затвора вдоль линии симметрии способствует плавному течению расплава. Это все равно, что положить груз точно посередине качелей.
- Избегайте важных зон : не размещайте ворота рядом с местами, которые должны выглядеть красиво, например, с прозрачными частями пластиковых предметов. Это очень важно, потому что линии сварки выделяются, как пятна кофе на белой рубашке.
Управление многоточечными воротами
Для сложных форм вы можете использовать несколько ворот. Очень важно установить правильный порядок впрыска:
- Последовательная инъекция : начните поток с самых дальних ворот, чтобы потоки аккуратно сливались.
- Расстояние между воротами и углы : правильное расстояние позволяет избежать слишком быстрого охлаждения. Изменение углов делает течение более плавным, как если бы вы осторожно управляли лодкой.
| Параметр | Идеальный подход |
|---|---|
| Симметричная форма | Расположение ворот по центру |
| Схема с несколькими воротами | Последовательное открытие в зависимости от расстояния |
| Критические области | Избегайте близости ворот к высокопроизводительным секциям |
Толщина стенки Важность
Сохранение толщины стенки даже скрывает линии сварных швов. Я всегда выбираю места, где стены ровные, чтобы расплав сошелся. Равномерное охлаждение предотвращает проблемы с внешним видом. Этот подход действительно помог мне избежать проблем, связанных с тем, что клиенты заметили следы после производства.
Как избежать резких поворотов потока
Резкие повороты потока расплава подобны быстрым поворотам на дороге. Они увеличивают риски, создавая линии сварки. Размещение ворот для плавных поворотов обеспечивает плавность потока. Это жизненно важно для детальных структур.
Узнайте больше о настройке последовательного вентиля 1 для сложных элементов. Идея геометрического центра 2 также помогает улучшить пути потока.
В заключение отметим, что симметричное расположение литников действительно улучшает течение расплава и уменьшает количество дефектов, что приводит к превосходному качеству продукции. Избегая ключевых областей и учитывая толщину стенок, успех этого метода еще больше увеличивается.
Симметричное размещение ворот уменьшает количество линий сварки.Истинный
Симметричное размещение литников способствует равномерному течению расплава, уменьшая количество сварных швов.
Последовательные задвижки увеличивают появление линий сварного шва.ЛОЖЬ
Последовательные литники контролируют порядок течения расплава, уменьшая образование линий сварного шва.
Как последовательная литниковая система уменьшает количество линий сварки в конструкциях с несколькими литниками?
Вы когда-нибудь задумывались о том, как последовательное литование меняет процесс литья под давлением?
Последовательные литники уменьшают количество сварных швов при литье под давлением с несколькими литниками за счет контроля того, когда и как открываются литники. Этот метод обеспечивает более аккуратное направление потока расплавленного пластика. Это предотвращает слишком раннюю встречу фронтов плавления. В результате продукция становится более прочной и привлекательной.

Принцип последовательного стробирования
Представьте, как вы руководите балетом из горячего, текучего пластика, заполняющего форму, каждое движение продумано и осторожно. Последовательное стробирование позволяет этот контроль. Управляя открытием каждых ворот, можно плавно направлять материал в форму. Этот упорядоченный процесс снижает вероятность преждевременного столкновения материала, что часто приводит к образованию нежелательных линий сварного шва 3 .
Проектирование многоствольных систем
Проектирование системы с несколькими воротами похоже на сбор головоломки. Каждые ворота должны располагаться в правильном месте, чтобы пластик текал равномерно. Например, размещение ворот в середине круглого объекта помогает материалу распределиться равномерно, уменьшая возможные дефекты. Очень важно держать ворота подальше от мест, где внешний вид или сила имеют наибольшее значение.
| Проектный фактор | Рассмотрение |
|---|---|
| Симметрия | Выровняйте ворота по осям симметрии, чтобы обеспечить равномерный поток расплава. |
| Критические области | Избегайте размещения ворот рядом с видимыми или несущими частями. |
Оптимизация динамики потока
Рассмотрите возможность регулировки скорости музыкального исполнения — все ворота открываются синхронно с другими, чтобы управлять потоком. Изменяя порядок и время, можно спланировать точные точки встречи, где линии сварки менее заметны или менее повреждающи. Эта тактика очень хорошо работает для предметов сложной формы или разной толщины стенок.
Реальные применения и преимущества
В таких областях, как автомобилестроение и электроника, где внешний вид и прочность имеют большое значение, последовательное стробирование становится невероятно полезным. Открывая вторичные ворота только тогда, когда это необходимо, линии сварных швов значительно уменьшаются, в результате чего предметы не только выглядят лучше, но и служат очень долго.
Изучение этих методов дает представление о том, как минимизировать дефекты в пластиковых компонентах 4 , повышая как эффективность производства, так и качество продукции. Грамотно организованная последовательность ворот помогает продукции достигать высокого уровня качества, одновременно сокращая отходы и снижая затраты.
Симметричное расположение ворот уменьшает количество сварных швов.Истинный
Симметричное размещение литников обеспечивает равномерный поток расплава, сводя к минимуму линии сварных швов.
Последовательное литование увеличивает количество линий сварки при литье под давлением.ЛОЖЬ
Последовательное литниковое устройство контролирует поток расплава, уменьшая образование линий сварного шва.
Как толщина стены влияет на расположение ворот?
Вы когда-нибудь задумывались о том, как толщина стенок изделия может решить успех или неудачу процесса литья под давлением?
Толщина стенки изделия играет важную роль в расположении литника во время литья под давлением. Одинаковая толщина способствует равномерному охлаждению. Это оптимизирует поток материала. Это также уменьшает дефекты, такие как линии сварки. Когда толщина варьируется, заполнение может быть неэффективным. Неравномерное заполнение может привести к возможным дефектам.

Влияние толщины стенок на поток материала
Помню, когда я впервые начал заниматься литьем под давлением, толщина стенок казалась неважной. Но когда я узнал больше, я увидел его огромное влияние на материальный поток. Равномерная толщина стенок действует как слаженная работа, позволяя материалу плавно и равномерно течь в форме. Этот баланс уменьшает такие проблемы, как деформация или неполная заливка. Вы действительно не хотите, чтобы они присутствовали в вашем конечном продукте.
Важность одинаковой толщины стенок
Проектирование ворот в местах с одинаковой толщиной стен действительно меняет все. Такое продуманное размещение помогает материалу течь равномерно, сокращая количество раздражающих линий сварки. Эти линии могут испортить как внешний вид, так и прочность изделия. Подумайте об этом так: если вы контролируете расплав так, чтобы он сначала встречался в тонкостенных местах, успех более вероятен. Это хороший ход.
| Толщина стены | Влияние на положение ворот |
|---|---|
| Униформа | Равномерный поток материала, уменьшенное количество линий сварки |
| Неровный | Переменная скорость охлаждения, потенциальные дефекты |
Управление несколькими воротами в сложных проектах
Работа со сложными конструкциями с несколькими воротами когда-то была пугающей, но последовательная настройка ворот творит чудеса. Регулируя расстояние и углы в соответствии с толщиной стенок, можно хорошо контролировать поток материала. В значительной степени речь идет о контроле над тем, как расплав слипается, уменьшая линии сварных швов. Очень эффективно.
Как избежать резких поворотов течения расплава
Представьте себе, что вы едете по извилистой дороге; резкие повороты действительно могут сбить вас с пути. Течение расплава при литье под давлением аналогично. Если ворота расположены там, где происходят резкие повороты, поток может быть нарушен. Это повышает вероятность появления линий сварки. Вместо этого плавный путь позволяет расплаву спокойно течь через эти области без резких изменений направления.
Понимание этих деталей не только повышает эффективность, но и улучшает качество пластиковых изделий с меньшим количеством ошибок и лучшими эксплуатационными характеристиками. Совместное рассмотрение толщины стенки и расположения ворот действительно оптимизирует результаты производства.
Дополнительные сведения о конструкциях с несколькими вентилями и стратегиях последовательного вентилирования см. в этом ресурсе, посвященном последовательному стробированию 5 .
Симметричное размещение ворот уменьшает количество линий сварки.Истинный
Размещение литников по осям симметрии обеспечивает равномерное течение расплава, уменьшая количество сварных швов.
Расстояние между затворами не влияет на формирование линии сварного шва.ЛОЖЬ
Неправильное расстояние между литниками может привести к переохлаждению или нарушению потока, что приведет к появлению линий сварки.
Как регулировка углов ворот может предотвратить появление линий сварки?
Вы когда-нибудь видели пластиковую деталь и думали, что она выглядит не так? Причина в этих раздражающих линиях сварки.
Изменение угла литника при литье под давлением, вероятно, уменьшает количество сварных швов, управляя движением расплавленного пластика. Это позволяет материалу соединить более плавно. Этот метод не только укрепляет изделие, но и зачастую улучшает его внешний вид.

Роль углов ворот в проектировании пресс-форм
Я помню, как впервые заметил линии сварки на проекте. Это была гладкая, прозрачная деталь для дорогого продукта, и эти линии были очень заметны. Этот опыт показал мне, насколько важны углы литников для направления расплавленного пластика при литье под давлением. Регулировка этих углов помогает направлять материал, уменьшая неприятные пересечения.
-
Симметричная планировка . Для симметричных изделий необходимы заслонки на линии симметрии для равномерного распределения материала. Это снижает риск сварных швов в точках соединения. Однажды я работал над круглым предметом, где эта тактика имела решающее значение.
-
Избегайте критических зон : продукты, требующие визуальной привлекательности или прочности, требуют тщательного размещения заслонок, чтобы скрыть линии сварки. В автомобильных фарах размещение створок в невидимых местах делает их прозрачными и прочными.
Оптимизация многоточечных ворот
Работа с несколькими воротами означает их правильную последовательность и угол наклона.
| Рассмотрение | Описание |
|---|---|
| Последовательная настройка ворот | Откройте ворота в заданном порядке, чтобы контролировать схождение потока. |
| Расстояние между воротами и угол | Отрегулируйте расстояние и углы, чтобы обеспечить плавное слияние расплава. |
В одном проекте я узнал, что слияние расплавов по касательной значительно линии сварного шва 6 Выравнивание углов ворот 7 с направлением потока действительно улучшает качество.
Интеграция положения ворот с дизайном продукта
-
Равномерная толщина стенок : направление расплава в области одинаковой толщины обеспечивает равномерное охлаждение и более плавное слияние. Это значительно уменьшает линии сварки.
-
Избегание резких поворотов : Предотвратите резкие повороты потока расплава, отрегулировав положение ворот. Прямой поток уменьшает образование линий сварного шва.
В сложных конструкциях с разной толщиной стенок действительно помогает направление расплава сначала на более тонкие секции. Согласование скоростей плавления по толщине обеспечивает аккуратное соединение и меньшее количество дефектов.
Узнайте, как регулировка углов литника 8 может улучшить дизайн, понимая их влияние на движение и слияние расплава.
Симметричное размещение ворот уменьшает количество линий сварки.Истинный
Симметричное размещение литников способствует равномерному распространению расплава, снижая риск возникновения сварных швов.
Неравномерная толщина стенок увеличивает видимость линии сварного шва.Истинный
Разная скорость охлаждения на неровных стенках делает линии сварки более заметными.
Заключение
Оптимизация положения литников при литье под давлением сводит к минимуму линии сварки, повышая качество продукции. Методы включают симметричное размещение, последовательную литниковую систему и поддержание одинаковой толщины стенок для эффективного потока материала.
-
Узнайте, как последовательная настройка литников контролирует поток расплава для сложных продуктов, повышая качество продукции за счет уменьшения количества сварных швов. ↩
-
Узнайте, как использование геометрического центра при размещении литника улучшает распределение расплава и уменьшает количество дефектов. ↩
-
Узнайте, как последовательное литниковое устройство точно контролирует поток расплава, улучшая качество продукции за счет уменьшения линий сварных швов. ↩
-
Узнайте, какую выгоду получают отрасли от последовательного литникового оборудования за счет эффективного производства бездефектных пластиковых компонентов. ↩
-
Последовательное литниковое управление помогает эффективно управлять потоком материалов в сложных конструкциях, уменьшая количество дефектов. ↩
-
Узнайте, как симметричная компоновка литников помогает предотвратить дефекты, обеспечивая равномерный поток расплава. ↩
-
Узнайте, как регулировка углов затвора влияет на течение расплава и минимизирует линии сварки. ↩
-
Узнайте, как регулировка угла ворот улучшает дизайн продукта за счет уменьшения количества дефектов. ↩