Вы готовы погрузиться в мир проектирования пресс-форм?
Всегда готов к вызовам.
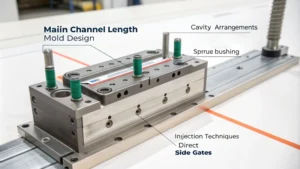
Сегодня мы поговорим об эффективности. А именно, как максимально сократить продолжительность основного канала.
Ах, священный Грааль проектирования пресс-форм.
Мы подготовили выдержки из этой статьи. Заголовок переводится как «вставьте текст». И в ней содержится ряд серьезных стратегий оптимизации.
Интересные вещи. Мне нравится, как они представляют эффективность как нечто целостное. Речь идёт не просто о корректировке какой-то одной детали.
Да. Всё взаимосвязано. Итак, начнём с компоновки полостей. В статье это сравнивают с Тетрисом, но не слишком ли это упрощаю? Ведь с такими конструкциями приходится сталкиваться каждый день. Действительно ли всё так просто?
Да, это так. Аналогия с Тетрисом хорошо иллюстрирует пространственную сложность задачи. Вы пытаетесь разместить эти полости в тесном пространстве. Но дело не только в этом. Нужно учитывать динамику потока. Как расплавленный пластик будет перемещаться внутри формы?
Как река. Находит свой путь.
Именно так. В статье упоминается многогнездная форма, разработанная по принципу узкого круга. Прекрасный пример.
Круг кажется нелогичным. Разве это не было бы менее эффективно, скажем, для длинной прямоугольной детали?
Вы правы. Это сбалансированная, компактная компоновка, которая также должна учитывать форму детали.
Так что дело не просто в том, чтобы всё втиснуть в кучу. Это стратегическое размещение для оптимального потока информации.
Именно так. Теперь поговорим о втулке литника. Это точка входа расплавленного материала.
Ах да, привратник.
Автор статьи упоминает совет своего наставника: всегда центрируйте втулку литника.
Отцентрируйте его. Почему это так важно?
Подумайте сами. Если он смещен от центра, то образуются неравномерные потоки.
Вполне логично. Как шланг с перегибом. Вода не будет течь как следует.
Именно так. Получаются более длинные литниковые каналы, возможно, даже короткие заливки, когда форма не заполняется полностью.
Это просто кошмар. И этот балансировочный поток ещё более важен для многогнездных пресс-форм, не так ли?
Безусловно. Для каждой полости требуется одинаковое количество материала, поэтому и давление одинаково для получения деталей одинакового качества.
Вполне логично. Теперь, говоря о потоке, перейдем к методам впрыска. В статье, похоже, очень хвалят прямой впрыск через затвор.
Да, это называется экспресс-маршрутом. Он очень эффективен, особенно для больших форм. Представьте себе что-то вроде огромного пластикового контейнера для хранения.
Хорошо. Да, большая часть маршрута — прямой выход. Но что делать, если прямого выхода нет?
Иногда нужно выбирать живописный маршрут.
Ограничения конструкции, сложная геометрия детали.
Именно так. Но даже в этом случае желательно, чтобы пути потока были как можно короче. Они упоминают использование боковых затворов с короткими ответвлениями для определенных применений.
Верно. Значит, речь идет о том, чтобы снова найти этот баланс.
В проектировании пресс-форм всегда важен баланс. А теперь, чтобы действительно повысить эффективность, нам нужно поговорить о системах горячего литья.
Это как кровеносная система плесени, верно?
Именно так. Это обеспечивает циркуляцию пластика и предотвращает его преждевременное затвердевание.
Умно. Так как же они на самом деле работают? Я не совсем уверен в деталях.
Представьте себе сеть нагретых каналов внутри формы. Как система центрального отопления.
Обеспечивает тепло и циркуляцию воздуха.
Именно так. Бегуны не нужны.
В целом требуется меньше материалов, повышается эффективность, уменьшается количество отходов. Звучит как беспроигрышный вариант.
А также путем оптимизации конструкции горячеканальной пластины.
Там же находятся эти каналы с подогревом, верно? Ага.
Вы можете дополнительно повысить эффективность, минимизировав расстояние, которое должен преодолеть расплав.
Это все равно что проектировать скоростную автомагистраль для литьевых форм и пластика.
Это отличная формулировка. И раз уж мы заговорили об оптимизации пространства, давайте перейдем к многослойным формам.
Многослойные формы. Звучит впечатляюще.
Представьте это как небоскреб. Максимальное использование вертикального пространства. Об этом мы поговорим позже.
Хорошо. Те многослойные формы, о которых вы упомянули, звучат как что-то прямо из научной фантастики.
Они довольно впечатляющие. Представьте себе небоскреб. Все эти этажи заполнены людьми.
Ага-ага.
Многослойные формы чем-то похожи. Вы располагаете эти полости вертикально, создавая множество производственных площадок в одной форме.
Ого. То есть, вместо того, чтобы изготавливать по одной детали за раз, вы делаете несколько деталей одновременно.
Именно так. Время производственного цикла значительно сокращается. Это особенно удобно для товаров с высоким спросом.
Например, вместо того, чтобы выпекать по одному торту за раз, вы можете запустить всю духовку одновременно.
Прекрасная аналогия. И вы упомянули небоскребы. В статье подчеркивается, как такое вертикальное расположение делает форму более компактной в целом. Как вы думаете, сколько места могла бы сэкономить компания, перейдя на многослойную конструкцию?
Хм, сложно сказать без конкретики, но если вы строите вверх, а не вширь, экономия занимаемой площади может быть огромной. Особенно на плотно застроенном заводе.
Верно. Каждый квадратный фут на счету. И дело не только в пространстве и скорости.
О, есть и другие преимущества.
В статье устанавливается связь между многослойными формами и улучшением качества продукции. Распределение расплавленного материала по нескольким слоям способствует обеспечению однородности.
Это как с многослойным тортом. Каждый слой должен быть ровным, чтобы все получилось, верно?
Именно так. Но проектирование таких многослойных форм — это, должно быть, сложная задача, верно?
Я могу представить множество переменных. Вентиляция, охлаждение, как пластик протекает через каждый слой.
У вас получилось. Это непросто, но преимущества часто перевешивают трудности.
И экономия средств тоже должна быть значительной. Меньше машин, меньше отходов.
Источник указывает, что первоначальные инвестиции могут быть выше, но в долгосрочной перспективе вы сэкономите деньги. Это делает их популярными в таких отраслях, как автомобилестроение и электроника. Они предназначены для крупносерийного производства, высокоточной многослойной печати.
Безусловно, нужно узнать об этом больше. Но давайте вернемся к идее использования присущих пресс-форме характеристик для повышения эффективности.
Хорошее замечание. Даже небольшие изменения могут существенно повлиять на результат. Например, в системах с горячими каналами.
Мы уже говорили о них раньше, но я до сих пор не могу понять, как они повышают эффективность.
Речь идёт не только о поддержании расплавленного пластика.
Ага, значит, здесь задействована стратегия.
Представьте, что вы проектируете транспортную систему города. Да, вам не нужны объезды или заторы. Верно.
Вполне логично. Вам нужно, чтобы расплавленный пластик плавно растекался.
Совершенно верно. Оптимизация расположения пластин в горячеканальной системе имеет ключевое значение. Минимизация расстояния перемещения, снижение перепадов давления, обеспечение равномерного заполнения всех полостей.
Это как создание идеально синхронизированной системы.
Даже такая, казалось бы, простая вещь, как положение втулки литника, может повлиять на эффективность.
Да. Мы уже говорили о центрировании.
В статье особо подчеркивается недопустимость излишних компенсационных мер.
Потому что любое отклонение от этой центральной точки может нарушить поток.
Именно так. Нужно учитывать и окружающие компоненты. Разъединительные поверхности, системы охлаждения. Все это играет свою роль.
Это как идеально поставленный танец. Всё должно быть синхронно. А что делать, если прямая инъекция через затвор невозможна? Какие ещё методы инъекции можно использовать?
В статье упоминается боковая инжекция с короткими ответвлениями каналов.
Хорошо, это не так эффективно, как прямой затвор, но вполне достойная альтернатива.
Именно так. Речь идёт о восстановлении баланса. Требования к конструкции против оптимального потока. И это возвращает нас к искусству проектирования пресс-форм.
Искусство? Я думал, мы говорим об инженерии и эффективности.
Это включает в себя не только понимание науки, но и применение творческого подхода для решения проблем и создания идеально работающей формы.
Так вот где наука побеждает искусство. Инженерное дело встречается с инновациями.
Именно так. И это делает проектирование пресс-форм таким увлекательным. Оно постоянно развивается.
Раз уж мы заговорили об эволюции, что нас ждет в будущем в области проектирования пресс-форм? Что дальше?
Что ж, об этом мы поговорим в следующем разделе.
Мы проделали огромную работу, от проектирования полостей и горячеканальных систем до многослойных пресс-форм. Очевидно, что эффективность является ключевым фактором в проектировании пресс-форм. Но с учетом всех этих новых технологий, что ждет нас в будущем?
Ну, источник не дает никаких конкретных прогнозов.
Нет хрустального шара.
Верно. Но они задают довольно интересные вопросы. Мы говорили об оптимизации путей потока, минимизации потерь, сокращении длины основного русла до минимума.
Стремление к совершенству.
Именно так. А ещё есть самая главная вещь. 3D-печать.
Да, это главная проблема, которую все игнорируют. Все говорят о том, что это подорвет традиционное производство. Может ли это сделать разработку пресс-форм устаревшей?
Это хороший вопрос. 3D-печать отлично подходит для персонализации и быстрого прототипирования, не так ли?
Но сможет ли оно справиться с массовым производством?
Пока еще нет. Литье под давлением по-прежнему остается лучшим вариантом для больших объемов производства и широкого выбора материалов.
Возможно, 3D-печать — это не замена, а инструмент, позволяющий еще лучше проектировать пресс-формы.
Именно так. Представьте себе, что вы можете использовать 3D-печать для создания прототипов и тестирования сложных конструкций, прежде чем изготавливать дорогостоящую металлическую форму.
Это как пробный запуск перед главным событием в твоей жизни.
Это может значительно сократить сроки выполнения проектов и сделать процесс проектирования более итеративным.
А кто знает, может, мы даже увидим гибридные формы, сочетающие традиционное литье с элементами, напечатанными на 3D-принтере.
Это было бы интересно. Это могло бы открыть множество возможностей для дизайна и персонализации.
Гибридные формы. Как же здорово, когда сочетаются старое и новое! И, конечно, нельзя забывать о материаловедении. Оно постоянно развивается.
Верно. Новые материалы с улучшенными свойствами появляются постоянно.
Как, по-вашему, это повлияет на конструкцию пресс-форм?
Представьте себе формы, способные выдерживать еще более высокие температуры.
Температуры, сокращение времени цикла.
Именно. Или же используются сверхпрочные материалы, благодаря которым формы служат дольше.
Таким образом, проектирование пресс-форм — это уже не только формы и компоновка.
Речь идёт об освоении новых технологий и материалов, о расширении границ возможного.
И устойчивое развитие тоже, не так ли?
Всерьез. Вероятно, мы увидим тенденцию к созданию экологичных конструкций. Формы из переработанных материалов, процессы, минимизирующие отходы.
Захватывающе думать о том, как будет продолжать развиваться дизайн пресс-форм, движимый инновациями и принципами устойчивого развития.
Абсолютно.
Что ж, это углубленное изучение вопроса стало для меня настоящим откровением. Разработка пресс-форм намного сложнее, чем я когда-либо представлял.
Это увлекательная сфера.
И по мере того, как мы смотрим в будущее, стремление к эффективности и устойчивости будет становиться все более важным.
В этом нет никаких сомнений.
Итак, всем, кто сейчас углубляется в тему проектирования пресс-форм, помните: как мы можем использовать инновации для создания пресс-форм, которые будут не только эффективными, но и экологичными?
В этом и заключается вызов, и возможность.
Отличная мысль. Спасибо, что позволили нам так глубоко погрузиться в мир проектирования пресс-форм.
Не за что.
Это было, мягко говоря, поучительно. И всем нашим слушателям: продолжайте в том же духе, продолжайте внедрять инновации, и увидимся в нашем следующем выпуске!


