Привет всем! Сегодня мы поговорим о том, о чём многие из вас спрашивали. О проектировании пресс-форм. В частности, мы рассмотрим каналы внутри пресс-формы и то, как они могут влиять на срок её службы. Мы получили ценные сведения от эксперта в этой области из его статьи.
Да, действительно интересно, сколько внимания уделяется общему дизайну корпуса. Но эти каналы — своего рода незаметные герои, которые тихо влияют на всё.
Это правда. И этот эксперт рассказал историю о проекте, где даже небольшой конструктивный недостаток в этих каналах привел к полному разрушению всей формы. Это действительно показывает, что такие мелочи могут иметь огромное значение.
Безусловно. И один из важнейших факторов — износ. Каждый раз, когда расплавленный пластик протекает по этим каналам, возникает трение. Это не похоже на внезапную трещину, но со временем, из-за трения, это дает о себе знать.
Хорошо, это медленная и постепенная эрозия. Но что усугубляет этот износ? На что нам следует обращать внимание?
Эксперт обратил внимание на очень интересную особенность углов конусности. В частности, при высокоскоростном литье под давлением даже небольшое отклонение этого угла может значительно увеличить трение. Фактически, по его словам, даже несколько градусов могут означать увеличение трения на 20%, что, конечно же, приводит к более быстрому износу.
20%? Вау. Это огромный скачок. Уверен, в будущем это тоже принесет реальные деньги.
Безусловно. Подумайте об этом. Больший износ означает больше технического обслуживания, что потенциально может привести к задержкам в производстве, а затем и к необходимости замены пресс-формы раньше, чем хотелось бы.
Да, никому это не нужно. Поэтому правильно подобрать угол конусности крайне важно. Что ещё способствует такому износу?
Ещё одним важным фактором является шероховатость поверхности. Если поверхность канала не гладкая, то при движении пластика увеличивается трение. А эти мелкие неровности могут задерживать частицы, что ещё больше усугубляет износ.
Это логично. Значит, важна не только форма канала, но и его текстура. А что насчёт так называемой термической усталости? Честно говоря, это звучит немного как научная фантастика.
Это звучит не так драматично, но не менее важно. Подумайте об этом. В процессе литья под давлением форма постоянно нагревается, затем остывает, снова нагревается и остывает. И со временем всё это может привести к образованию микроскопических трещин и ослаблению структуры.
То есть, ущерб наносит не один сильный удар, а совокупность всех этих мелких воздействий. Хм. Эксперт привел какие-нибудь конкретные примеры?
Да, они упоминают, что несовместимые системы охлаждения могут на самом деле усугубить ситуацию. Потому что если одни части пресс-формы остывают быстрее других, возникает неравномерное тепловое расширение. Представьте, что одна часть расширяется, а другая одновременно сжимается. Вот так и начинают появляться микротрещины.
О, понятно. Да, я могу это представить. Как будто форму постоянно растягивают в разные стороны. И я думаю, это тоже связано с конструкцией канала.
Совершенно верно. Длина и расположение этих каналов играют важную роль в распределении тепла внутри формы. Например, если канал слишком длинный, пластик теряет больше тепла по мере прохождения через него, и это нарушает температурный баланс.
Ах.
Это как тонкий танец между теплом от расплавленного пластика и системой охлаждения. Верно. Всё должно быть синхронно. А что насчёт идеи концентрации напряжения? Звучит немного пугающе.
Представьте себе такую ситуацию. В некоторых местах формы напряжение может усиливаться из-за особенностей конструкции, образуя своего рода разлом. И со временем именно там чаще всего появляются трещины.
Это как те точки давления на ногах, которые возникают, если обувь не подходит по размеру, верно?
Да, это хорошая аналогия. И эксперт действительно упомянул один конкретный пример: несоосность канала и сопла литьевой машины. Даже это крошечное несоответствие может концентрировать напряжение в одном месте и приводить к трещинам после достаточного количества использований.
Ух ты. Получается, что такая мелочь со временем может иметь огромное значение. Это действительно показывает, насколько важна точность в каждой детали конструкции. Это правда. Каждая мелочь имеет значение. И, знаете, если подумать, все те вещи, о которых мы говорили – износ, термическая усталость, напряжение, концентрация – не происходят изолированно. Все они работают вместе, медленно, но верно разрушая эту форму с течением времени.
Таким образом, это постепенное снижение, если вы активно не пытаетесь решить эти проблемы. Каково реальное влияние этого на человека, который ежедневно работает с плесенью?
Ну, первое, что приходит на ум, это стоимость. Я имею в виду, что чем больше износ, тем больше технического обслуживания и ремонта, а это быстро накапливается. И в конечном итоге, вам придется заменить всю форму, что может быть, знаете ли, довольно большими расходами.
Да, это удар по бюджету, которого никто не хочет. Но дело не только в деньгах, верно?
Однозначно нет. Также нужно учитывать качество продукции, потому что по мере износа пресс-формы она уже не может производить такие же качественные детали, как раньше. Поэтому начинают появляться дефекты, несоответствия, возможно, даже отклонения в размерах.
Ну, это как прецизионный инструмент, который со временем затупляется. И я уверен, что в некоторых отраслях даже такие незначительные дефекты могут иметь огромное значение.
Именно так. Подумайте о таких вещах, как медицинские приборы или компоненты аэрокосмической отрасли. Для них необходимы сверхвысокие допуски. Поэтому, если пресс-форма изношена, детали могут оказаться не соответствующими техническим требованиям. А это может иметь довольно серьезные последствия.
Верно. Это, безусловно, проясняет ситуацию. Речь идёт не только об эффективности. Речь идёт о безопасности и обеспечении надёжной работы. Допустим, вы отвечаете за, скажем, процесс литья. Как вы можете убедиться, что к вопросам проектирования каналов действительно относятся серьёзно?
Вот где сотрудничество становится чрезвычайно важным, потому что дело не только в конструкторе пресс-форм. Необходима информация от инженеров-материаловедов, руководителей производства и даже от операторов, которые работают с этими пресс-формами изо дня в день.
Таким образом, это настоящая командная работа. Каждый должен понимать общую картину. На что именно должны обращать внимание эти команды?
Если речь идёт о совершенно новой конструкции пресс-формы, необходимо учитывать такие факторы, как используемый материал, его текучесть, взаимодействие системы охлаждения с литниковой системой. И не забывайте о конкретной скорости нанесения. Какие допуски необходимы, ожидаемый объём производства, и даже условия эксплуатации пресс-формы.
Ух ты, тут много всего нужно учитывать. И я уверена, что регулярные проверки тоже крайне важны, верно?
О, безусловно. Нужно постоянно следить за состоянием плесени, выискивая любые признаки износа, всё, что может стать проблемой в будущем. Представьте это как регулярное техническое обслуживание автомобиля. Гораздо проще и дешевле устранять мелкие неполадки до того, как они перерастут в серьёзные поломки.
Это отличная аналогия. Так что, если быть инициативным, а не реактивным, как насчет того, чтобы оставаться в курсе современных технологий? Мне кажется, это тоже может сыграть свою роль.
Безусловно. Проектирование пресс-форм — это область, которая постоянно меняется. Верно. Постоянно появляются новые материалы, новые технологии, новое программное обеспечение, новые инструменты.
Поэтому непрерывное совершенствование всегда подразумевает поиск способов улучшить ситуацию.
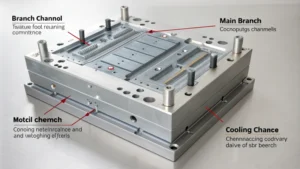
Совершенно верно. Теперь давайте немного поговорим о конструкции литниковых каналов. Вы знаете, эти каналы внутри формы, которые фактически направляют расплавленный пластик в полости, где формируются детали.
Верно. Как, например, «магистрали» формы. И я помню, как эксперт упомянул, что проектирование литниковой системы чем-то похоже на планирование американских горок для жидкого пластика.
Да, это хорошее сравнение. Потому что если конструкция литника не плавная и неэффективная, она создает огромное сопротивление. Как американские горки, резко тормозящие на торможении. И все это сопротивление создает сильное напряжение на форму, что может значительно ускорить ее износ.
Хорошо, чистый стресс. Это уже немного сложно. Можете объяснить подробнее?
Конечно. Представьте себе силу, которая пытается заставить один слой чего-либо скользить по другому. В данном случае, расплавленный пластик, текущий по литнику, давит на стенки канала. Чем плавнее поток, тем меньше касательное напряжение. Но любые резкие повороты, любые узкие места, любые шероховатые поверхности — всё это будет увеличивать напряжение.
Таким образом, все сводится к минимизации точек трения, чтобы обеспечить расплавленному пластику максимально плавное движение.
Именно так. И эксперт рассказал очень интересную историю на эту тему. Они работали над конструкцией, где направляющие были разных размеров, поэтому пластик протекал через одни участки гораздо быстрее, чем через другие.
О, держу пари, это вызвало некоторые проблемы. Увеличился износ в местах с высокой интенсивностью потока.
Понял. Это было похоже на обнаружение выбоин на совершенно новой трассе. Не ожидаешь их увидеть, но они могут нанести большой ущерб.
Это совершенно логично. Таким образом, обеспечение стабильного расхода жидкости по всей системе ротора — это ключевой момент. Как этого добиться на практике?
Сбалансированные размеры каналов — это, конечно, хорошее начало, но дело не только в этом. Важна компоновка, количество изгибов и поворотов, даже угол сужения внутри самих каналов. И, конечно, система охлаждения тоже играет роль. Если каналы охлаждаются неправильно, могут образовываться горячие точки, что приводит к неравномерному потоку и давлению.
Опять же, похоже, здесь много движущихся частей, в прямом и переносном смысле.
Безусловно. Именно поэтому так важно привлекать к процессу проектирования специалистов, действительно разбирающихся в гидродинамике и тепловом менеджменте. Но даже при всем этом есть несколько основных моментов, которые могут существенно повлиять на результат, например, стремление к одинаковому времени заполнения всех полостей. Это хорошая отправная точка.
Итак, все полости должны заполняться расплавленным пластиком примерно с одинаковой скоростью. Почему это так важно?
Это помогает поддерживать сбалансированное давление по всей форме, потому что если одни полости заполняются гораздо быстрее, чем другие, возникают дисбалансы давления, а это может привести к дефектам деталей, неравномерному охлаждению и даже к напряжению в самой форме.
Это как убедиться, что каждый получит равный кусок пирога. Верно? Никто не объедается. Никто не остаётся голодным.
Именно так. И, говоря о материалах, стоит поговорить о том, как правильный выбор материалов для вашей формы может существенно повлиять на срок ее службы.
Таким образом, дело не только в дизайне каналов, но и в том, из чего эти каналы на самом деле сделаны.
Верно. Потому что разные материалы обладают разной прочностью, разными тепловыми свойствами, разной износостойкостью. Выбор правильного материала для каждой части пресс-формы имеет решающее значение.
Это примерно как выбирать подходящие строительные материалы для дома. Верно. Вы же не будете использовать солому для строительства небоскреба.
Совершенно верно. Для зон с высокой нагрузкой в пресс-форме, таких как каналы и литники, необходим материал, способный выдерживать высокие температуры и трение без разрушения.
Таким образом, речь идет не просто о поиске самого прочного материала, а о том, чтобы найти тот, который лучше всего подходит для процессов, происходящих внутри формы. Были ли у эксперта какие-либо конкретные рекомендации?
Они не назвали конкретные материалы по имени, но особо подчеркнули такие характеристики, как термостойкость и износостойкость. То есть, для термостойкости нужны материалы, способные выдерживать перепады температур без растрескивания или деформации. Верно?
Верно. Как кастрюля на плите, которую можно нагревать и остывать снова и снова, не опасаясь, что она разобьется.
Совершенно верно. А что касается износостойкости, то необходим материал, способный выдерживать постоянное трение от расплавленного пластика, протекающего сквозь него.
Похоже, вам действительно нужен эксперт по материалам, чтобы помочь принять эти решения.
О, безусловно. Выбор материала — сложный процесс, и это не разовое решение. Для разных частей формы могут потребоваться разные материалы, в зависимости от того, как они будут использоваться.
Таким образом, это еще одна область, где командный подход имеет огромное значение. Это касается и конструктора пресс-форм, и инженера-материаловеда, и даже тех, кто непосредственно работает с пресс-формами на заводе.
Безусловно. Но прежде чем мы перейдем к практическому применению, я хочу затронуть кое-что, о чем мы говорили ранее. Техническое обслуживание.
Верно. Они сказали, что даже самая лучшая форма для отливки не прослужит долго, если за ней не ухаживать должным образом.
Это как с автомобилем. У вас может быть самый лучший двигатель в мире, но если вы не будете менять масло и проверять давление в шинах, он не будет работать. Верно.
Таким образом, регулярное техническое обслуживание является ключевым фактором для продления срока службы плесени. Что же следует делать?
Ну, уборка — это очень важный момент. Необходимо регулярно чистить эти каналы и направляющие, чтобы предотвратить скопление пластиковых остатков и мусора.
Это как чистить зубы. Небольшая привычка, которая предотвращает более серьезные проблемы в будущем.
Именно так. А еще есть смазка. Поддержание плавного движения движущихся частей помогает снизить трение и износ.
И не забывайте о регулярных осмотрах, чтобы выявить любые признаки износа или повреждений, прежде чем ситуация выйдет из-под контроля. Это как поход к стоматологу на осмотр. Лучше обнаружить кариес на ранней стадии.
Совершенно верно. Раннее выявление — ключ к успеху, а затем — документирование. Ведение тщательной документации по всем работам по техническому обслуживанию поможет вам выявить закономерности и тенденции, что позволит действовать еще более активно.
Так что дело не только в проведении технического обслуживания. Важно также точно извлечь из этого уроки.
И знаете, иногда, даже при наличии всех необходимых процедур, вы можете столкнуться с действительно сложной проблемой. Вот тогда и нужно проявить креативность. Используйте свой опыт, чтобы мыслить нестандартно.
У вас есть какие-нибудь истории о том, как вам приходилось это делать? Проявлять настоящую изобретательность при решении проблем, связанных с проектированием пресс-формы?
О, их очень много. Но одна из них сразу приходит на ум. Это была действительно сложная форма с замысловатой системой литников, и у нас были проблемы с неравномерным временем заполнения и дисбалансом давления, о которых мы говорили. Мы пытались регулировать размеры литников. Мы экспериментировали с параметрами охлаждения, но ничего не помогало.
Итак, вы уперлись в стену. Что вы сделали?
После долгих раздумий мы решили внимательнее изучить сам пластик, а именно его реологические свойства. Реология — это наука о том, как жидкости текут под давлением. И оказалось, что этот конкретный пластик обладает некоторыми уникальными характеристиками, которые мы не в полной мере учли при проектировании.
Интересно. Значит, вам пришлось углубиться в детали самого материала.
Да. Мы работали со специалистом, чтобы действительно понять, как этот пластик ведет себя при разных температурах и давлениях. И на основе их анализа мы внесли очень специфические изменения в конструкцию литника. Например, изменили углы некоторых изгибов и добавили небольшие элементы для перенаправления потока.
И это решило проблему?
Да, это сработало. Как только мы поняли, как на самом деле течет этот пластик, мы смогли точно настроить систему литников и добиться сбалансированного времени заполнения и постоянного давления, к которым мы стремились.
Это отличный пример того, насколько важно сотрудничать и быть готовым учиться новому. И это показывает, что проектирование пресс-форм — это не просто следование набору правил. В этом определенно есть и искусство.
Это постоянно развивающаяся область. Всегда есть чему учиться.
Итак, мы много говорили о теории. Давайте перейдем к практике? Если вы каждый день работаете с пресс-формами, какие основные моменты вам следует учитывать?
Думаю, самое важное — не ждать, пока что-нибудь сломается. Мы же говорили об износе, термической усталости, всех этих напряжениях, концентрации. Внимательно осмотрите свои формы, действительно подумайте об этих вещах.
Вы словно детектив, ищущий улики. Где износ наиболее выражен? Есть ли какие-либо, скажем так, изменения цвета или микротрещины, которые могли бы быть признаками термического напряжения?.
Именно так. И смотрите не только на саму форму. Проверьте и литники. Сбалансированы ли они? Разработана ли конструкция для беспрепятственного потока и хорошего охлаждения?
Это своего рода проверка состояния плесени, позволяющая выявить потенциальные проблемы на ранней стадии.
Совершенно верно. Такой проактивный подход может сэкономить много головной боли и денег в долгосрочной перспективе. Теперь предположим, что вы разрабатываете новую пресс-форму. Какие вопросы следует задать, чтобы убедиться, что проектирование каналов является приоритетной задачей с самого начала?
Вот тут-то и пригодится командный подход. Верно. Нельзя просто позволить конструктору пресс-форм заниматься своими делами.
Именно так. Поговорите со всеми участниками процесса. С конструктором пресс-формы, инженером-материаловедом, даже с теми, кто будет использовать пресс-форму изо дня в день. Каждый вносит свой вклад.
Итак, у вас есть разносторонняя команда экспертов. О каких вопросах вам следует их спросить?
Итак, подумайте о таких вещах, как текучесть материала, ожидаемые давления и температуры, а также о том, как система охлаждения будет работать с литниками. И не забывайте о главном. Каковы допуски для готового изделия? Сколько экземпляров вы планируете изготовить? В каких условиях будет работать пресс-форма?
Да уж, столько всего нужно учесть. Но, похоже, главный вывод в том, что дизайн каналов не должен быть чем-то второстепенным. Сделайте его частью всего процесса проектирования.
Безусловно. И, как мы уже говорили, даже такие мелочи, как углы конусности, шероховатость поверхности, могут оказать огромное влияние на срок службы пресс-формы и качество получаемых деталей.
Хорошо. Поэтому будьте инициативны в отношении существующих пресс-форм. Задавайте правильные вопросы при проектировании новых. А как насчет технического обслуживания? Кажется, это постоянная работа, верно?
О, конечно. Даже самая лучшая в мире плесень нуждается в надлежащем уходе. Чистка необходима. Нужно избавиться от всех этих пластиковых остатков и мусора, которые скапливаются в каналах и направляющих.
Это как чистить зубы. Нужно делать это регулярно, чтобы избежать более серьезных проблем в будущем.
Совершенно верно. И смазка тоже важна. Необходимо обеспечить плавную работу движущихся частей, уменьшить трение и регулярно проводить осмотр.
Верно. Нужно выявлять такие проблемы на ранней стадии. Как, например, ходить к стоматологу на осмотр.
Совершенно верно. Раннее выявление — ключ к успеху. И документация. Ведите учет всего технического обслуживания, это поможет вам выявлять закономерности и понимать, как предотвратить проблемы в будущем.
Так что дело не только в проведении технического обслуживания. Важно также извлекать из этого уроки.
Вы правы. Но даже при соблюдении всех лучших практик иногда возникают трудности, что-то действительно сложное. Вот тогда и нужно проявлять изобретательность.
Бывали ли у вас случаи, когда вам приходилось, знаете ли, действительно мыслить нестандартно, чтобы решить проблему проектирования пресс-формы?
О, их много. Но одна особенно запомнилась. Это была невероятно сложная, запутанная система литниковых каналов. У нас были огромные проблемы с неравномерным заполнением и дисбалансом давления. Мы перепробовали всё. Регулирули каналы, корректировали охлаждение. Ничего не помогало.
Звучит неприятно. И что вы сделали?
В конце концов, мы сделали шаг назад и изучили сам пластик, то, что называется его реологией. Это, по сути, то, как жидкости текут под давлением. Оказалось, что у этого пластика есть некоторые особенности, которые мы не учли при проектировании.
Поэтому приходилось углубляться в научные аспекты самого материала.
Да. Мы поговорили со специалистом, чтобы точно выяснить, как этот пластик ведет себя при разных температурах и давлении. И с их помощью мы внесли некоторые очень специфические изменения в конструкцию литника, например, изменили некоторые углы, добавили небольшие элементы для перенаправления потока.
И это сработало.
Да. Как только мы поняли, как на самом деле течет этот пластик, мы смогли точно настроить систему направляющих и добиться идеальной работы всего оборудования.
Это отличная история. Она показывает, как командная работа и открытость новым идеям могут принести реальные результаты. И она напоминает нам, что проектирование пресс-форм — это не просто следование правилам. Иногда нужно также использовать свою интуицию и опыт.
Вы правы. Это увлекательная область, и всегда есть чему поучиться.
Что ж, думаю, на этом наше подробное погружение в мир проектирования пресс-форм завершается. Мы многое обсудили. Надеюсь, вам это было полезно.
Да. Надеюсь, вы сможете почерпнуть некоторые из этих идей и применить их в своей работе.
Помните, что даже небольшие улучшения в конструкции пресс-формы или методах технического обслуживания могут оказать существенное влияние на качество и эффективность вашей продукции.
Поэтому продолжайте учиться, продолжайте экспериментировать, продолжайте двигаться вперед.
Границы соблюдены, и до следующего раза, удачного лепного творчества!


