Хорошо, давайте углубимся. На этот раз мы исследуем пластиковые направляющие. Вы все проявили огромный интерес к этой теме. У меня есть статьи, исследовательские работы и даже спецификации производителей. Ребята, вы действительно выложились на все сто. Давайте распакуем все это, посмотрим, чему мы можем научиться. Должен признаться, я в некотором роде очарован этими закулисными игроками, которые помогают создавать так много повседневных продуктов.
Это отличный выбор для глубокого погружения. Знаете, полозья часто спрятаны, но они очень важны для качества, эффективности производства и даже для экологичности литья пластмасс.
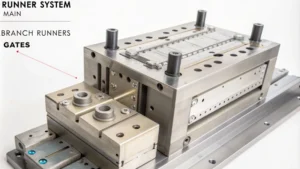
В одной статье используется аналогия с речной системой. Подобно тому, как машина для литья под давлением является источником реки, главные желоба — это главный канал, а ворота — это место, где река в конечном итоге заканчивается. Действительно ли это помогает нам понять проблемы, возникающие при разработке этих сложных систем?
Аналогия с рекой? Ага. В любом случае, это хорошая визуализация для начала. Однако это на самом деле не показывает, насколько сложна конструкция бегунов. На самом деле инженерам приходится учитывать множество факторов, таких как вязкость расплава, падение давления и скорость охлаждения.
Верно.
При этом следите за тем, чтобы расплавленный пластик добрался до каждого уголка полости формы. Это больше похоже, ну не знаю, на хореографический танец, чем на свободно текущую реку.
Так что это гораздо более технично, чем кажется на первый взгляд. Вы несколько раз упомянули вязкость. Не могли бы вы объяснить это в контексте литья пластмасс?
Конечно. Вязкость в основном означает, насколько материал сопротивляется течению. Подумайте, мед против воды. Мед гуще. Оно течет медленнее. Это означает, что у него более высокая вязкость.
Хорошо.
При литье пластмасс очень важно контролировать вязкость расплавленного пластика. Если оно слишком вязкое, оно не будет течь. Верно. Возможно, он не заполнит форму полностью, но если он слишком тонкий, он может остыть слишком быстро, и тогда возникнут дефекты.
Похоже, что ключевым моментом является попадание в золотую середину вязкости. Ага. Вы также прислали информацию о двух основных типах бегунов. Холодные и горячие бегуны.
Верно.
В чем заключаются большие различия и как выбрать лучший вариант для проекта?
Выбор между этими двумя часто сводится к балансу стоимости, скорости и качества. Холодные бегуны, ну, название как бы выдает это. Они позволяют пластику остыть и затвердеть внутри. Система бегунов имеет смысл. Это делает их простыми и дешевыми. Но это может означать увеличение времени цикла и увеличение отходов.
Я понимаю. Таким образом, горячеканальные системы будут лучше для более быстрого производства и, возможно, лучшего качества.
Вы получаете это. В горячеканальных системах пластик все время остается расплавленным, поэтому циклы впрыска ускоряются. И потенциально меньше отходов. Но, как и большинство вещей, эта необычная технология стоит дороже. И это работает не для каждого типа пластика или конструкции пресс-формы.
Так что всегда есть компромисс. Есть ли когда-нибудь явный победитель или это зависит только от ситуации?
Почти никогда. Один размер подходит всем в пластиковом формовании. У каждого проекта есть свои потребности и свои пределы. Например, если вы делаете массу простых деталей, лучше всего подойдут холодные каналы, потому что они надежны.
Ага.
Но для сложной формы со множеством полостей для очень точной детали может потребоваться система горячеканальных систем, чтобы поддерживать постоянное качество и минимизировать отходы.
Это полезный способ подумать об этом. Вы упомянули в своих заметках многоместные формы. Вы выделили некоторые подробности о них. Что отличает их? Как бегуны влияют на свой дизайн?
Многополостные формы. Ну, они делают много деталей одновременно из одного впрыска. Это значительно ускоряет производство, но также означает дополнительные проблемы при проектировании. Система направляющих должна быть идеально сбалансирована.
Я понимаю.
Чтобы убедиться, что поток и давление одинаковы в каждой отдельной полости. В противном случае вы получите противоречивые детали. Разные размеры, разное качество.
Похоже, вам нужна серьезная точная инженерия для многоместных форм. Вы также упомянули, как дизайн бегунков влияет на внешний вид конечного продукта.
О, абсолютно. Даже небольшие изменения в системе направляющих могут изменить внешний вид продукта в конечном итоге. Например, рассмотрим ворота, точку входа расплавленного пластика в форму.
Верно.
Некоторые ворота, например, точечные, почти не оставляют следов. Это идеально подходит для деталей, которым нужна гладкая поверхность.
Таким образом, выбор типа ворот – это не только функция. Это также о внешности. Это правда?
Точно. Другой пример — скрытые ворота. Они предназначены для автоматического отрыва от детали во время формования. Вы используете их, когда любой знак от ворот не подходит. Как и с прозрачными деталями.
Это невероятно. Действительно показывает, сколько планирования и размышлений уходит на эти системы. Я смотрю на пластиковые изделия совершенно по-новому.
Вот в чем суть этих глубоких погружений. Они помогают нам увидеть скрытую сложность повседневных вещей и оценить инженерные решения, стоящие за ними.
Да, конечно.
Это просто потрясающе. Да, это действительно так. Удивительно, как даже такие мелочи, как выбор ворот, могут изменить весь продукт. Вы знаете, это похоже на смесь искусства и науки, чтобы получить эти высококачественные пластиковые изделия.
Это действительно так. Знаете, в присланном вами исследовании я был поражен тем, насколько важно получить систему направляющих хорошего качества. Какими способами можно обеспечить плавное и равномерное течение расплавленного пластика на всем протяжении?
Оптимизация системы направляющих — это ключ к обеспечению хорошей работы и получению хорошего продукта. Одна из основных вещей — это то, как устроен главный бегун. Это основной путь от термопластавтомата к направляющим. Вам необходимо рассчитать правильный диаметр и форму, чтобы давление не падал слишком сильно и чтобы скорость потока оставалась постоянной.
Это имеет смысл.
Ага.
Вы упомянули ранее о падении давления. Почему так важно минимизировать потерю давления в системе?
Представьте, что вы поливаете свой сад, но ваш шланг перекручен.
Хорошо.
Вода будет выходить слабой. Это будет повсюду. Некоторые места даже не поливают. Падение давления. И литье пластика примерно такое. Это может означать, что форма не заполняется полностью. Вы получаете эти короткие кадры, а детали оказываются разного размера.
Поэтому вам нужно убедиться, что пластик имеет свободный путь для доступа к каждой части формы. В ваших материалах также говорилось о контроле температуры и давления во всей бегунковой системе. Как эти вещи работают вместе, чтобы повлиять на конечный продукт?
Температура и давление — как партнеры. Они руководят всем лепным шоу. Температура меняет толщину или толщину пластика. Как мы говорили раньше.
Верно.
И давление толкает поток. И убедитесь, что форма заполнена полностью. Если температура слишком низкая, пластик может слишком быстро затвердеть внутри бегунка и все заблокировать. Но если станет слишком жарко, материал может сломаться, и вы получите дефекты.
Так что все дело в балансе, да?
Ага.
Поддержание правильной температуры и давления, чтобы все текла плавно и пластик затвердевал правильно.
Точно. Для достижения правильного баланса часто требуется знание материала, который вы используете, и конструкции формы. Некоторые пластики очень требовательны к перепадам температуры. Знаете, нужно быть очень точным, чтобы они не деформировались и не сжимались.
Удивительно, но каждый материал имеет свои особенности и проблемы. Мне очень нравится, как можно соединить все эти разные части. В ваших заметках также упоминается устранение неполадок в бегущих системах. Можете ли вы привести пример распространенной проблемы и способа ее решения?
Конечно. Часто встречаются воздушные ловушки. Это когда воздух застревает внутри направляющей системы, и пластик не может течь должным образом.
Ага, понятно.
Вы можете это исправить, разместив вентиляционные отверстия в нужных местах конструкции направляющих. Это позволяет воздуху выходить по мере прохождения пластика, как выпускной клапан.
Так что все движется своим чередом. Мне интересно, какие из наиболее креативных решений по оптимизации направляющих систем вы видели в своей работе?
О, у меня есть один, у нас был сложный проект: многополая форма очень сложной формы. У нас продолжался неравномерный поток. В итоге детали получатся разной толщины. Мы попробовали кучу вещей. Наконец, мы поняли, что если немного изменить диаметры бегунков на определенных участках, это как бы сбалансирует поток. Таким образом, в каждую полость попало нужное количество пластика.
Вау, это впечатляет. Да, похоже, вам нужно было глубокое понимание того, как работают жидкости, и готовность экспериментировать.
Определенно. В другой раз у нас был материал, который легко разрушался при высоких температурах. Поэтому мы использовали метод, называемый последовательным затвором клапана. Это позволило нам контролировать, когда и сколько пластика попадало в каждую полость. Это позволило материалу не провести слишком много времени в горячем канале и не повредиться.
Удивительно, как небольшие изменения могут иметь такое большое значение в процессе и конечном продукте.
Полностью. Все дело в знании того, как материал, форма желоба и все эти параметры процесса работают вместе. Вы точно настраиваете все, чтобы получить стабильные и высококачественные результаты.
Такой уровень точности в деталях действительно вдохновляет. Знаете, в исследовании также говорилось о том, как беговые системы влияют на экологичность. Можете ли вы рассказать нам об этом больше?
В наши дни экологичность имеет большое значение в производстве, и литье пластмасс не является исключением. Раннеровые системы имеют большой потенциал для улучшения ситуации. Использование меньшего количества материала и энергии.
Имеет смысл. Так как же соотносятся хладо- и горячеканальные системы с точки зрения экологичности?
Раньше холодные каналы имели плохую репутацию из-за того, что они были менее экологичными из-за большого количества затвердевших пластиковых отходов, оставшихся в системе.
Верно.
Но теперь у нас есть лучшие материалы и технологии переработки. Вы действительно можете переработать и повторно использовать этот пластик. Так что все не так плохо, как раньше.
Так что это уже не так однозначно. А как насчет горячих бегунов? У них нет затвердевших пластиковых отходов, но им нужна энергия, чтобы пластик плавился.
Это правда, но горячеканальные системы могут экономить энергию и другими способами. У них более быстрое время цикла и меньше отходов, поэтому в целом они могут использовать меньше энергии.
Так что, похоже, есть над чем подумать, когда дело доходит до устойчивости. Нет простых ответов.
Точно. Выбор между холодными и горячими литниками для защиты окружающей среды означает рассмотрение всей картины. Конкретное использование, какие материалы вы используете и насколько эффективен весь процесс.
Вы дали нам так много поводов для размышлений. Удивительно, как такая, казалось бы, простая вещь, как бегуны, может играть такую большую роль как в продуктах, которые мы используем, так и в том, насколько устойчивым является весь производственный процесс.
Да, просто удивительно, как много внимания уделяется этой теме. Мы начали с простой аналогии с рекой, а теперь говорим о мельчайших подробностях температуры, давления и поведения различных материалов. За этими бегунами стоит целый мир дизайна.
Верно? Он показывает, сколько инженерии и творчества уходит на изготовление даже самых простых пластиковых вещей. Мы используем эти вещи каждый день, не задумываясь об этом, но за каждым из них стоит целый, тщательно спланированный процесс. Вы несколько раз говорили, что не существует волшебной формулы дизайна бегунов. Но, исходя из всех ваших исследований и опыта, есть ли какие-либо общие правила или философия, которые помогут вам, когда вы начинаете новый проект по литью пластмассы?
Я всегда помню одну вещь: знать ваши материалы. Пластики. У них всех разные характеры. Знаете, они текут по-другому. Они по-разному реагируют на тепло и давление. Итак, первое, что вам нужно сделать, это хорошо узнать материал, с которым вы работаете.
Вы как будто знакомитесь с пластиком еще до того, как начнете чертить систему направляющих.
Это отличный способ выразить это. И еще: нужно думать обо всем процессе формования, а не только о бегунке. Вы должны убедиться, что бегунок хорошо сочетается с конструкцией пресс-формы, литьем под давлением, настройками машины и даже с тем, как деталь обрабатывается и обрабатывается после нее.
Так что все это связано. Речь идет не только о создании идеального бегуна самостоятельно. Речь идет о том, чтобы убедиться, что все работает вместе.
Точно. Обычно это означает, что инженерам-конструкторам, изготовителям пресс-форм и производственникам необходимо работать вместе. Общение является ключевым моментом. Каждый должен понимать, чего он пытается достичь и в чем заключаются проблемы.
Сотрудничество здесь является большой темой. Кажется, в одной из ваших статей говорилось о будущем дизайна беговых дорожек. Какие новые интересные тенденции или технологии вы наблюдаете?
Одна вещь, которая привлекает много внимания, — это использование программного обеспечения для моделирования для оптимизации бегунов. Эти программы просто потрясающие. Они позволяют моделировать движение расплавленного пластика по системе.
Ух ты.
Вы можете увидеть потенциальные проблемы, такие как воздушные ловушки или перепады давления. И вы даже можете виртуально протестировать различные конструкции, прежде чем создавать что-то, что кажется очень полезным.
Это как виртуальная испытательная лаборатория, где вы можете опробовать разные идеи, прежде чем приступить к воплощению чего-то реального.
Точно. Моделирование становится обязательным элементом дизайна. Это ускоряет работу, экономит деньги и помогает создавать лучший продукт. И еще одна интересная вещь: люди разрабатывают новые материалы для бегунов, особенно для хот-бегунов.
О каких новых материалах идет речь?
Что ж, исследователи работают над материалами, которые лучше проводят тепло, устойчивы к износу и работают с более широким спектром пластиков. Таким образом, мы получаем горячеканальные системы, которые более эффективны, служат дольше и могут выполнять даже самые сложные работы по формованию.
Похоже, что дизайн бегунов всегда движется вперед, расширяя границы возможностей литья пластмасс. Что бы вы сказали тому, кто хочет узнать больше об этой области?
Я бы сказал, будьте любопытны. В Интернете, в технических журналах и через отраслевые группы можно найти массу информации. Вы также можете посещать конференции и семинары. Они отлично подходят для обучения и знакомств.
Отличный совет. Это похоже на область, которая вознаграждает людей, которые стремятся учиться и исследовать. Завершая это глубокое погружение, какие главные вещи вы хотите, чтобы наш слушатель усвоил?
Я надеюсь, что они пришли к новому пониманию того, насколько сложны и умны эти системы направляющих. Они могут быть скрыты, но они играют важную роль в обеспечении правильного формования пластика, и это влияет на качество, стоимость и экологичность всего процесса.
Я знаю, что у меня есть. Было удивительно раскрыть этот скрытый мир за пластиковыми вещами, которые мы используем каждый день. Итак, нашему слушателю, спасибо за то, что поделились своими исследованиями и присоединились к нам в этом глубоком погружении в мир бегунков для литья пластмасс. Мы надеемся, что вам понравилось так же, как и нам

