

Точная оценка цикла литья под давлением может значительно повысить эффективность вашего производства и резко сократить затраты.
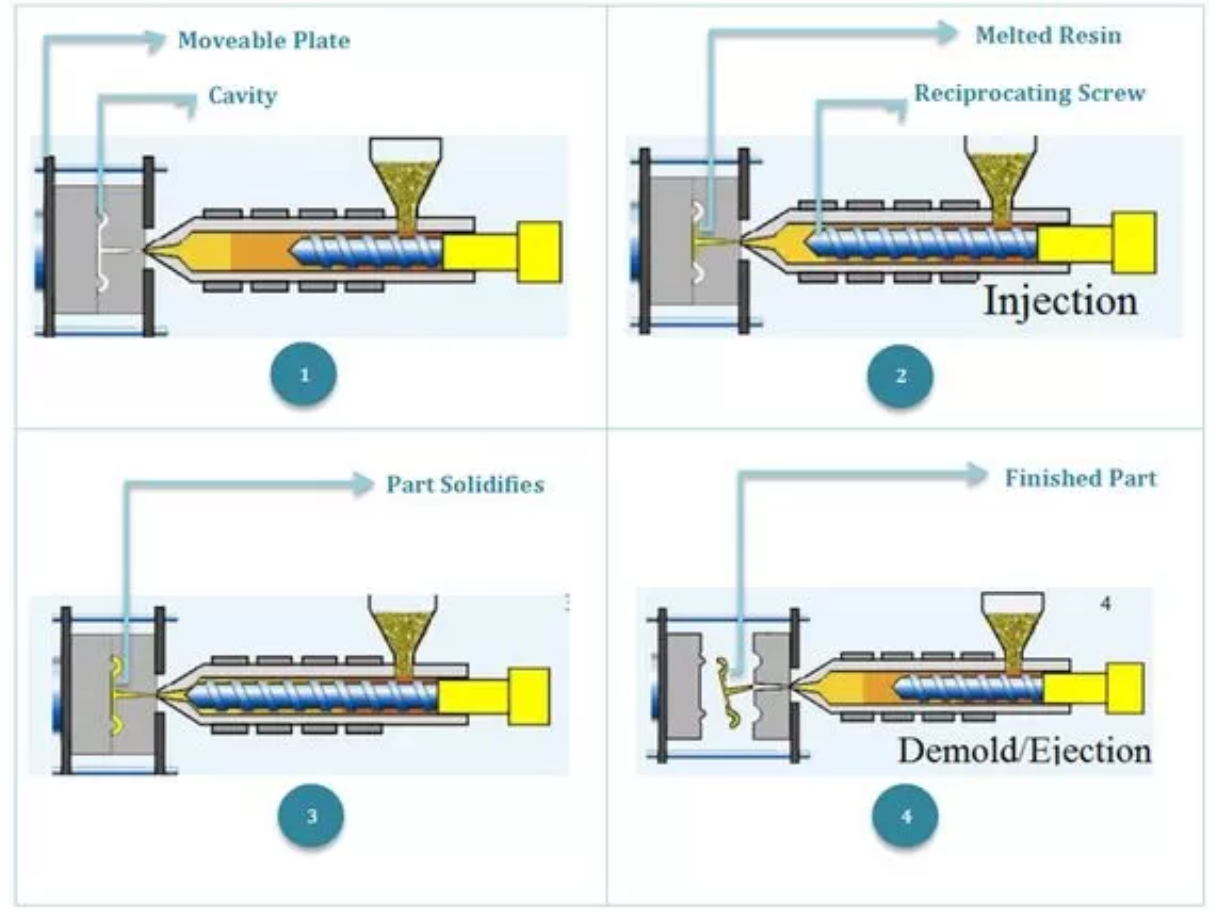
Для точной оценки цикла литья под давлением необходимо учитывать такие ключевые факторы, как время охлаждения, время впрыска и операции с пресс-формой. Время охлаждения имеет решающее значение и может быть рассчитано по формуле t = (6с)×(δ²/χ²). Время впрыска зависит от объема продукта и скорости, а время выдержки компенсирует усадку.
Хотя эти формулы обеспечивают основу, для полного понимания процесса оценки необходимо учитывать множество переменных, таких как сложность пресс-формы и технические характеристики оборудования. Давайте подробнее рассмотрим эти факторы.
Время охлаждения рассчитывается как t = (6 с)×(δ²/χ²).Истинный
Время охлаждения зависит от толщины стенки и тепловой диффузии.
Какова роль времени охлаждения в оценке цикла?
Время охлаждения является ключевым элементом при оценке цикла литья под давлением, влияя как на эффективность, так и на качество продукции.
Время охлаждения при оценке цикла имеет решающее значение, поскольку оно влияет на общую продолжительность цикла и качество формованной детали. Рассчитывается по формуле t = (6s)×(δ²/χ²), где s — толщина стенки, а χ — коэффициент тепловой диффузии, и учитывает такие факторы, как температура пресс-формы и тип пластика.
Понимание важности времени охлаждения
В контексте литья под давлением время охлаждения — это не просто этап, а важнейший фактор, определяющий как эффективность, так и качество продукции. Этот период позволяет расплавленному пластику затвердеть внутри формы, формируя форму и структурную целостность конечного изделия. Время охлаждения можно точно рассчитать, используя следующие формулы:
[ t = (6s)×(δ²/χ²) ]
Где:
- t обозначает время охлаждения в секундах.
- s — это толщина стенки изделия в миллиметрах.
- χ — коэффициент тепловой диффузии пластика в мм²/с.
Эта формула подчеркивает, как изменение толщины стенок и свойств материала может существенно повлиять на время охлаждения, а следовательно, и на оценку всего цикла.
Факторы, влияющие на время охлаждения
-
Температура пресс-формы : Более низкие температуры пресс-формы обычно сокращают время охлаждения, но могут также повлиять на качество продукции. Необходимо найти баланс, чтобы обеспечить быстрое охлаждение без ущерба для прочности или внешнего вида.
-
Теплопроводность пластика : Пластики с более высокой теплопроводностью охлаждаются быстрее. Это свойство следует учитывать при выборе материалов для конкретных применений.
-
Форма и размер изделия : Для более сложных или крупных изделий может потребоваться более длительное время охлаждения, чтобы обеспечить равномерное затвердевание и снизить риск дефектов, таких как деформация или поверхностные дефекты.
Практические советы по оптимизации времени охлаждения
-
Выбор материалов : Выбирайте материалы с подходящими тепловыми свойствами, соответствующими вашим производственным целям.
-
Корректировка конструкции пресс-формы : Рассмотрите возможность усовершенствования конструкции пресс-формы, например, добавление каналов охлаждения для ускорения отвода тепла.
-
Мониторинг процесса : Внедрить датчики для непрерывного мониторинга температуры пресс-формы и скорости охлаждения с целью динамической корректировки параметров.
Сосредоточившись на этих факторах, производители могут оптимизировать стратегии давлением¹ для повышения эффективности и качества продукции.
Время охлаждения влияет на качество изделий, полученных методом литья под давлением.Истинный
Надлежащее охлаждение обеспечивает структурную целостность и качество поверхности.
Пластмассы с более высокой теплопроводностью остывают медленнее.ЛОЖЬ
Пластмассы с более высокой теплопроводностью охлаждаются быстрее.
Как время впрыскивания влияет на общую эффективность?
Время впрыска является важнейшим параметром в процессе литья под давлением, который существенно влияет на общую эффективность и качество продукции.
Время впрыска влияет на общую эффективность, воздействуя на время цикла и энергопотребление. Точное время впрыска обеспечивает оптимальное заполнение пресс-формы, сокращая количество отходов и дефектов. Оно рассчитывается по формуле t_injection = V/S×60, где V — объем, а S — скорость.

Понимание времени инъекции
Время впрыска — это продолжительность, необходимая для заполнения полости пресс-формы расплавленным пластиком. Оно определяется скоростью впрыска и объемом изделия и играет ключевую роль в определении времени цикла процесса литья под давлением.
Формула для расчета времени инъекции
Формула, используемая для расчета времени инъекции, следующая:
$$t_{injection} = \frac{V}{S} \times 60$$
- V: Объем продукта в кубических сантиметрах.
- S: Скорость впрыска в кубических сантиметрах в секунду.
Влияние на эффективность
Время цикла
Сокращение времени впрыска без ущерба для качества продукции может значительно уменьшить время производственного цикла, что позволит выпускать больше единиц продукции за заданный промежуток времени. Такое сокращение напрямую повышает эффективность производства.
Потребление энергии
Сокращение времени впрыска часто приводит к снижению энергопотребления, поскольку оборудование работает меньше за цикл. Это сокращение не только уменьшает эксплуатационные расходы, но и способствует внедрению более устойчивых методов производства.
Факторы, влияющие на время инъекции
- Сложность изделия : Для сложных форм может потребоваться более длительное время литья под давлением, чтобы обеспечить надлежащее заполнение и избежать дефектов.
- Свойства материала : Вязкость и тепловые свойства пластмасс могут влиять на требуемую скорость впрыска.
- Технические характеристики машины : Возможности литьевой машины, такие как максимальное давление и скорость впрыска, имеют решающее значение.
Стратегии оптимизации
- Балансировка скорости и давления : регулировка этих параметров может помочь добиться эффективного заполнения формы без появления дефектов, таких как облой или неполное заполнение.
- Мониторинг и корректировка : Непрерывный мониторинг параметров процесса и их корректировка на основе данных в реальном времени могут повысить стабильность.
Заключение
Понимание и оптимизация времени впрыска имеют решающее значение для повышения общей эффективности операций литья под давлением. Тщательно учитывая такие факторы, как свойства материала и технические характеристики оборудования, производители могут повысить как производительность, так и качество продукции.
Сокращение времени впрыска снижает энергопотребление.Истинный
Сокращение времени работы означает, что машины работают меньше, что снижает энергопотребление.
Время впрыска не влияет на время цикла литья.ЛОЖЬ
Время впрыска напрямую влияет на время цикла, воздействуя на скорость заполнения пресс-формы.
Почему время выдержки имеет важное значение в процессе формования?
Узнайте о решающей роли выдержки в обеспечении качества и точности формованных изделий.
Время выдержки имеет решающее значение в процессе формования, поскольку оно компенсирует усадку пластика при охлаждении. Обычно оно составляет от 1/3 до 2/3 времени впрыска, в зависимости от таких факторов, как размер, форма изделия и степень усадки материала. Точное время выдержки обеспечивает стабильность размеров и минимизирует дефекты.

Понимание времени выдержки при литье под давлением
Время выдержки при литье под давлением имеет решающее значение для контроля усадки, которая происходит при охлаждении пластика из жидкого состояния в твердое. По мере охлаждения пластика внутри формы он начинает сжиматься, что потенциально может привести к дефектам, таким как усадочные раковины или пустоты.
Для противодействия этому после начальной фазы впрыскивания применяется удерживающее давление, которое сохраняется на расплавленном пластике до тех пор, пока он достаточно не затвердеет. Этот процесс имеет решающее значение для обеспечения того, чтобы готовое изделие сохраняло свои заданные размеры и структурную целостность.
Факторы, влияющие на время удержания
-
Коэффициент усадки материала : Различные виды пластика имеют разный коэффициент усадки. Например, кристаллические материалы, такие как полиэтилен, могут потребовать более длительного времени выдержки по сравнению с аморфными материалами, такими как полистирол, из-за более высокого коэффициента усадки.
-
Размер и форма изделия : Для более крупных или сложных изделий часто требуется более длительное время выдержки, чтобы обеспечить равномерное распределение давления и постоянное охлаждение по всему изделию.
-
Коэффициент времени впрыска : Как правило, время выдержки рассчитывается как доля (от 1/3 до 2/3) от времени впрыска. Однако этот коэффициент может варьироваться в зависимости от конкретных характеристик материала и требований к продукту.
| Фактор | Влияние на время удержания |
|---|---|
| Усадка материала | Высокая усадка требует более длительного времени выдержки |
| Сложность продукта | Для сложных форм может потребоваться длительное удержание |
| Соотношение времени впрыска | Как правило, от 1/3 до 2/3 времени инъекции |
Оптимизация времени выдержки для обеспечения высокого качества продукции
Для оптимизации времени выдержки рекомендуется провести пробные формовочные сессии 3 , чтобы определить идеальное давление и продолжительность для вашего конкретного изделия и материала. Корректировки можно внести, внимательно отслеживая любые дефекты или отклонения в размерах изделия.
Кроме того, использование научного подхода к формованию 4 может помочь уточнить параметры на основе данных, что обеспечит точность и стабильность производства.
Соблюдение правильного времени выдержки не только сохраняет точность размеров, но и повышает общее качество продукции, минимизируя дефекты, связанные с неправильным охлаждением и усадкой.
Время удержания составляет от 1/3 до 2/3 времени инъекции.Истинный
Время удержания обычно составляет от 1/3 до 2/3 времени инъекции.
Аморфным материалам требуется более длительное время выдержки.ЛОЖЬ
Для кристаллических материалов требуется более длительное время выдержки из-за большей усадки.
Какие ключевые моменты следует учитывать при производстве пресс-форм?
Операции с пресс-формами играют ключевую роль в процессе литья под давлением, влияя как на эффективность, так и на качество продукции.
Ключевые факторы, влияющие на процесс формования, включают время охлаждения, скорость впрыска и конструкцию механизмов извлечения изделия из формы. Каждый из этих аспектов играет важную роль в определении времени цикла и целостности изделия.
Время охлаждения: критически важный компонент
Время охлаждения — это самый большой сегмент цикла литья под давлением, существенно влияющий на эффективность. Время охлаждения можно рассчитать по формуле:
t = (6s)×(δ²/χ²),
где t — время охлаждения, s — толщина стенки, а χ — коэффициент тепловой диффузии. Более быстрого охлаждения можно достичь путем оптимизации таких факторов, как температура пресс-формы и теплопроводность.
Пример: Для изделия с толщиной стенки 2 мм и коэффициентом тепловой диффузии 0,2 мм²/с время охлаждения составит приблизительно 120 секунд.
Время впрыска: влияние на скорость цикла
Время впрыска зависит как от скорости, так и от объема формуемого пластика. Его можно оценить следующим образом:
t_injection = V/S×60,
где V — объем продукта, а S — скорость впрыска. Более высокая скорость впрыска может сократить время цикла, но может потребовать более совершенного оборудования.
Время выдержки: обеспечение качества продукции
Время выдержки компенсирует усадку пластика во время охлаждения и часто составляет от одной трети до двух третей времени литья под давлением. Это крайне важно для сохранения размеров изделия и предотвращения дефектов.
Примечание: Для крупногабаритных изделий или изделий с высокой степенью усадки увеличение времени выдержки может быть полезным.
Операции с пресс-формой: открытие, извлечение из формы, закрытие
- Время раскрытия пресс-формы: зависит от сложности пресс-формы и скорости работы станка. Простые конструкции раскрываются быстрее.
- Время извлечения из формы: зависит от формы изделия; для сложных конструкций может потребоваться больше времени на извлечение из формы.
- Время закрытия: Аналогично времени открытия, зависит от сложности пресс-формы и возможностей оборудования.
В совокупности эти элементы влияют на эффективность цикла и качество продукции. Корректировка этих параметров может оптимизировать производительность, что требует тщательного баланса всех задействованных факторов.
Изучите расчет времени охлаждения 5 Узнайте о скорости впрыска 6
Время охлаждения — это самая короткая часть цикла формования.ЛОЖЬ
Время охлаждения — это самый длительный отрезок цикла литья под давлением.
Более высокая скорость впрыска может сократить время цикла.Истинный
Увеличение скорости впрыска сокращает время, необходимое для формования.
Заключение
Освоение методов оценки цикла литья под давлением может значительно повысить эффективность производства и качество продукции. Воспользуйтесь этими знаниями, чтобы усовершенствовать свои производственные процессы.
-
Откройте для себя передовые методы повышения эффективности охлаждения: оптимизация времени охлаждения, минимизация времени наполнения, оптимальное время паузы, оптимизация времени на этапе впрыска, сокращение избыточных движений. ↩
-
Изучите, как скорость впрыска влияет на эффективность заполнения пресс-формы: как правило, при одинаковой скорости впрыска более высокое давление впрыска улучшает текучесть пластика, повышая точность размеров… ↩
-
Узнайте, как пробное формование может улучшить время выдержки для достижения лучших результатов: Процесс пробного формования является критически важным этапом для обеспечения того, чтобы пресс-форма могла производить качественную продукцию, работать в нормальных производственных условиях и соответствовать… ↩
-
Узнайте, как научное литье оптимизирует производственные процессы: Научное литье — это систематический подход к литью под давлением, основанный в значительной степени на принципах научного метода (разработка и тестирование…) ↩
-
Получите представление о точных расчетах времени охлаждения: хорошее эмпирическое правило — добавлять 20% к таймеру охлаждения, чтобы учесть колебания поступающего материала и небольшие изменения в производительности оборудования. ↩
-
Поймите, как скорость впрыска влияет на эффективность цикла: увеличение скорости впрыска сокращает время впрыска, что приводит к производству высококачественной продукции при значительно меньших затратах на изготовление пресс-формы… ↩






