

Вы когда-нибудь задумывались, как некоторым производителям удается с легкостью изготавливать такие сложные пластиковые детали? Секрет часто кроется в технологии, известной как литье под давлением.
В литье под давлением литье с использованием стержней предполагает применение механизмов для эффективного извлечения деталей сложной геометрии из пресс-форм. Этот процесс повышает эффективность за счет минимизации отходов материала, сокращения времени охлаждения и улучшения общего качества деталей.
Хотя этот краткий обзор освещает основные преимущества литья под давлением с использованием сердечников, существует гораздо больше информации о его механизмах и областях применения. Давайте углубимся в эту тему!
Вырезание сердечника сокращает время охлаждения при литье под давлением.Истинный
Вырезание керна позволяет минимизировать массу материала, что обеспечивает более быстрое рассеивание тепла и охлаждение.
Что такое вытягивание стержня при литье под давлением?
Вытягивание стержня, также известное как операция скольжения или бокового вытягивания стержня, играет решающую роль в литье под давлением при создании сложных деталей.
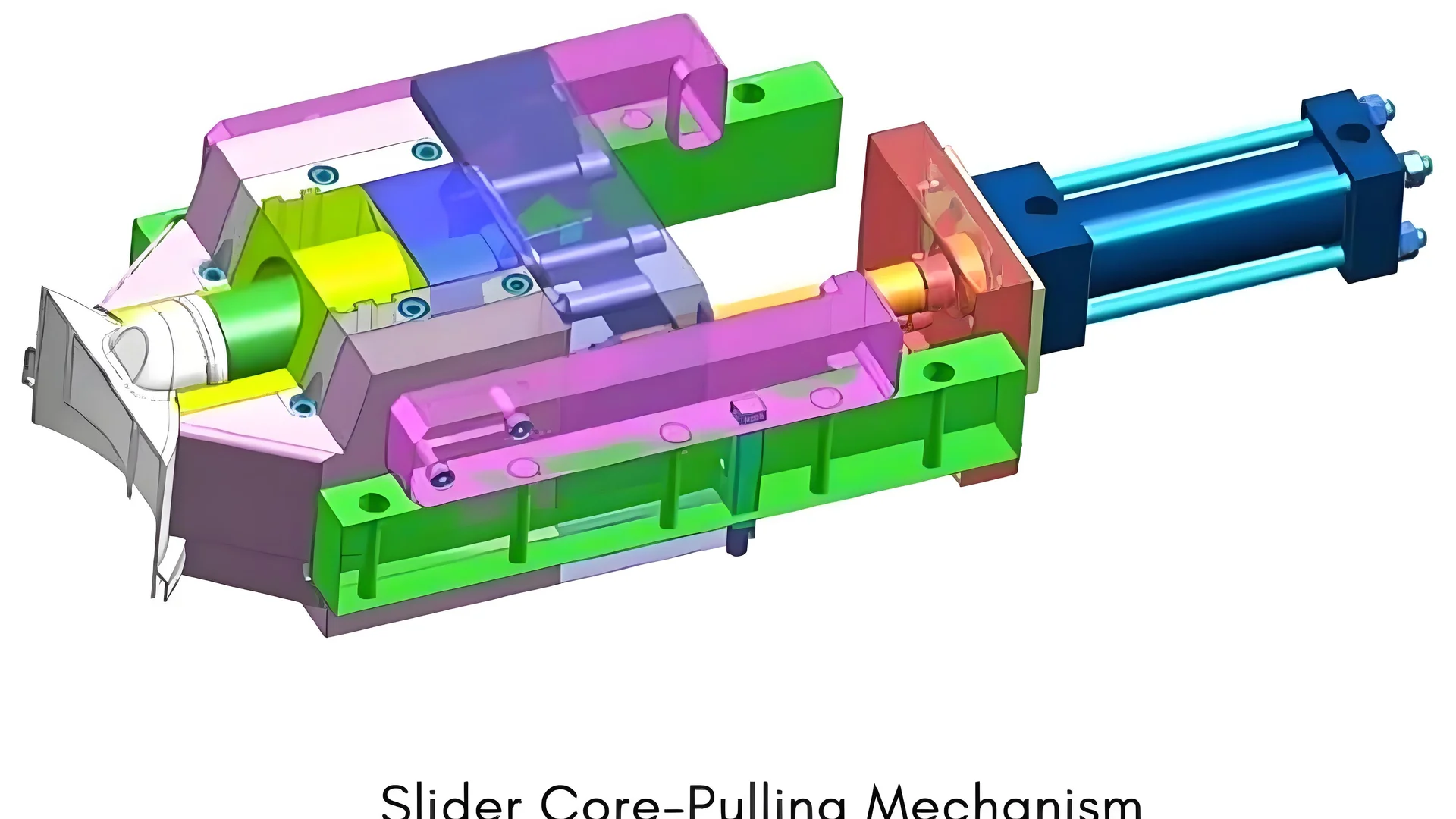
Механизм извлечения стержня из формы при литье под давлением предназначен для извлечения деталей с такими особенностями, как внутренние отверстия или боковые выемки. Он использует ползунки, наклонные направляющие и клиновые блоки для обеспечения плавного извлечения пластиковой детали из формы, повышая эффективность и качество продукции.
Определение и функция
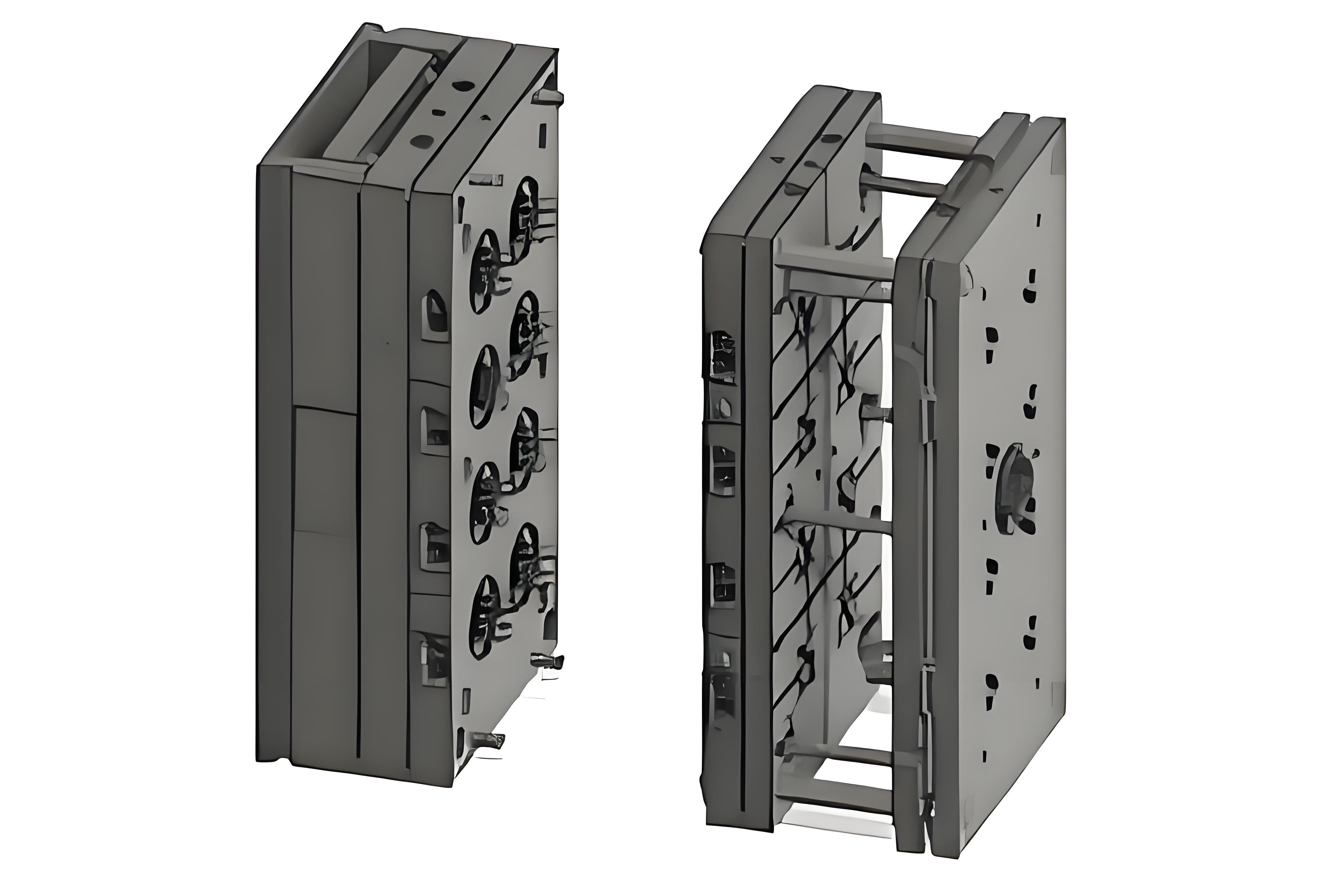
В области литья под давлением¹ вытягивание стержня относится к особому механизму, встроенному в пресс-формы для облегчения извлечения деталей со сложными геометрическими особенностями. К таким особенностям могут относиться внутренние отверстия или боковые выемки, которые не совпадают с направлением основного отверстия пресс-формы. Основная функция вытягивания стержня заключается в отводе этих боковых стержней в процессе открытия пресс-формы, что обеспечивает беспрепятственное извлечение отформованной детали.
Принцип работы
Этап проектирования
Процесс начинается на этапе проектирования. Инженеры оценивают форму детали и определяют, где необходимо извлечь стержень. Затем они проектируют соответствующий механизм извлечения стержня, который обычно состоит из таких компонентов, как ползунки, наклонные направляющие и клиновые блоки.
Этап литья под давлением
В процессе литья под давлением расплавленный пластик заполняет полость пресс-формы, образуя пластиковую деталь. На этом этапе механизм вытягивания сердечника остается в закрытом положении, образуя целостную полость с остальной частью пресс-формы.
Этап открытия формы
После охлаждения и затвердевания детали начинается процесс вскрытия пресс-формы. В этом процессе наклонный направляющий штифт и ползунок перемещаются относительно друг друга. Угол наклона направляющего штифта обеспечивает перемещение ползунка в определенном направлении, эффективно вытягивая боковой сердечник из пластиковой детали.
Этап демонтажа
После успешного извлечения стержня пластиковая деталь может быть плавно извлечена из пресс-формы, что обеспечивает высокое качество продукции.
Важность механизмов вытягивания ядра
Механизмы для вытягивания стержня имеют решающее значение для изготовления деталей со сложной конструкцией без ущерба для качества или эффективности. Благодаря возможности создания более сложных геометрических форм в литых деталях, эти механизмы повышают функциональность изделия, минимизируя при этом отходы материала и сокращая время охлаждения.
Более того, поскольку производители все чаще требуют повышения точности и эффективности, понимание принципов работы механизмов вытягивания сердечников становится крайне важным для оптимизации производственных процессов и поддержания конкурентных преимуществ.
Извлечение керна предназначено только для создания внутренних отверстий.ЛОЖЬ
При извлечении керна образуются не только внутренние отверстия, но и боковые вогнутости.
Ползунки являются частью основного механизма натяжения.Истинный
Ползунки помогают отводить боковые сердечники во время открытия пресс-формы.
Как работает механизм извлечения керна?
Умение расшифровать все тонкости процесса вытягивания стержня при литье под давлением может значительно повысить эффективность и точность производства. Этот механизм имеет решающее значение для изготовления сложных деталей.
В литье под давлением механизм извлечения стержней включает в себя устройство, облегчающее удаление деталей с такими особенностями, как боковые выемки. Он обеспечивает плавное извлечение из формы за счет отвода боковых стержней во время открытия пресс-формы, повышая эффективность производства.
Понимание механизма вытягивания ядра
В литье под давлением механизм извлечения сердечника имеет решающее значение для удаления отформованных деталей со сложной конструкцией. Процесс начинается на этапе проектирования, где инженеры должны определить области, требующие извлечения сердечника, исходя из особенностей пластиковой детали. Эти особенности могут включать внутренние или внешние отверстия или боковые вогнутые участки, не совпадающие с направлением открытия пресс-формы.
Компоненты проектирования
Механизм вытягивания стержня обычно состоит из ключевых компонентов, таких как ползунки, наклонные направляющие и клиновые блоки. Эти элементы работают в гармонии, обеспечивая плавное извлечение деталей сложной формы из пресс-формы.
| Компонент | Функция |
|---|---|
| Ползунок | Действия по извлечению сердцевины из детали |
| Наклонный гид | Направляет движение ползунка во время открытия пресс-формы |
| клиновидный блок | Обеспечивает надежное позиционирование и перемещение |
На этапе литья под давлением полость пресс-формы заполняется расплавленным пластиком, образуя целостную конструкцию совместно с механизмом вытягивания стержня. Эта система остается закрытой до тех пор, пока пресс-форма не откроется.
Этапы выполнения операций
- Этап впрыскивания: Расплавленный пластик заполняет полость, создавая твердую структуру, в которую входит механизм вытягивания сердечника.
- Этап открытия пресс-формы: После охлаждения и затвердевания пресс-форма открывается, задействуя наклонный направляющий штифт и ползун. Это взаимодействие приводит к отводу бокового сердечника от пластиковой детали.
- Этап извлечения из формы: При отводе боковых сердечников пластиковая деталь легко извлекается из формы без повреждений.
Изучение различных методов извлечения керна
Методы извлечения кернов различаются в зависимости от производственных требований:
- Ручное извлечение стержня: идеально подходит для мелких деталей или небольших объемов производства, где достаточно ручного управления.
- Моторизованное извлечение стержней: использует внешние источники питания, повышая автоматизацию и эффективность при обработке больших партий.
- Гидравлическое извлечение стержней: Использует гидравлические системы для извлечения крупных деталей или на большие расстояния, обеспечивая плавную и мощную работу.
Чтобы подробнее изучить гидравлические системы³ , которые являются неотъемлемой частью процесса извлечения стержней с помощью электропривода, понимание их преимуществ может дать представление о способах повышения эффективности процессов литья под давлением.
Извлечение стержней применяется только к простым деталям.ЛОЖЬ
Метод вытягивания стержня используется для изготовления сложных деталей со сложной конструкцией.
Ползунки помогают при извлечении стержня во время открытия пресс-формы.Истинный
Ползунки отводят боковые сердечники, облегчая извлечение изделий из формы.
Какие существуют различные методы извлечения керна?
Извлечение стержня из формы имеет решающее значение в литье под давлением, облегчая удаление сложных деталей из пресс-форм. Но какие методы используются?
В литье под давлением используются различные методы извлечения стержней, включая ручные, моторизованные и гидравлические, каждый из которых предназначен для решения различных производственных задач. Ручные методы подходят для небольших партий, моторизованные методы повышают эффективность при больших объемах производства, а гидравлические технологии обеспечивают точность для тяжелых условий эксплуатации.

Понимание методов извлечения керна
В области литья под давлением 4 , вытягивание стержня — это технология, предназначенная для извлечения пластиковых деталей со сложными элементами, такими как боковые отверстия или выступы, которые не совпадают с основным направлением отверстия пресс-формы. Этот механизм не только обеспечивает эффективное извлечение из формы, но и существенно влияет на качество и точность конечного продукта.
1. Ручное извлечение керна
- Применение : Идеально подходит для мелкосерийного производства или создания прототипов.
- Механизм : Он включает в себя ручное управление боковыми сердечниками для их отсоединения от формованной детали.
- Преимущества : Экономичность и минимальные требования к настройке.
- Проблемы : Ограничение в применении к мелким деталям и низкая эффективность при крупномасштабных операциях.
2. Извлечение керна с помощью моторизованного оборудования
- Применение : Подходит для средних и крупных производственных партий.
- Механизм : Использует механические силы, такие как шестерни или двигатели, для автоматизации процесса извлечения керна.
- Преимущества : Повышает эффективность и стабильность на протяжении всего производственного цикла.
- Недостатки : Требуется более сложная система настройки и технического обслуживания.
3. Гидравлическое извлечение керна
- Применение : Наилучшим образом подходит для крупных, сложных деталей, требующих высокой точности.
- Механизм : Использует гидравлические системы для приложения контролируемой силы во время фазы извлечения керна.
- Преимущества : Обеспечивает плавную работу со значительной силой натяжения, идеально подходит для обработки деталей сложной формы.
- Проблемы : Высокие первоначальные инвестиции и сложность проектирования и обслуживания.
Выбор правильного метода
Выбор подходящего метода извлечения керна зависит от различных факторов, в том числе:
- Объём производства : Ручные методы хорошо подходят для небольших объёмов и индивидуальных заказов, тогда как гидравлические системы выгодны для массового производства.
- Сложность деталей : Сложные конструкции со сложными деталями могут потребовать точности и мощности гидравлических систем.
- Бюджетные ограничения : Ручные методы экономически выгодны для небольших предприятий, в то время как моторизованные и гидравлические системы представляют собой более существенные инвестиции.
Таблица: Обзор методов извлечения кернов
| Метод | Лучше всего подходит для | Ключевые преимущества | Проблемы |
|---|---|---|---|
| Руководство | Небольшие партии, прототипы | Низкая стоимость, простая установка | Ограничено мелкими деталями |
| Моторизованный | Средние и крупные производственные партии | Эффективность, стабильность | Требуется расширенная настройка |
| Гидравлический | Крупные, сложные детали | Высокая точность, сила | Высокая первоначальная стоимость |
Понимание различных методов вытягивания стержня⁵ позволяет производителям оптимизировать процессы литья под давлением, повышая как эффективность, так и качество продукции. Эти знания имеют решающее значение для принятия обоснованных решений, соответствующих производственным целям и финансовым соображениям.
Ручное извлечение стержней подходит для мелкосерийного производства.Истинный
Ручные методы экономически выгодны и идеально подходят для прототипов или мелкосерийного производства.
Гидравлическое извлечение стержней лучше всего подходит для мелких деталей.ЛОЖЬ
Гидравлические методы подходят для изготовления крупных, сложных деталей, требующих высокой точности.
Какие факторы необходимо учитывать для эффективного извлечения керна?
Извлечение стержня имеет решающее значение в литье под давлением, облегчая удаление деталей со сложной геометрией. Эффективное извлечение стержня требует тщательного внимания к проектированию, точности и техническому обслуживанию.
Для эффективного извлечения керна необходим хорошо спроектированный механизм, точное управление и регулярное техническое обслуживание, обеспечивающие надежную и бесперебойную работу, что предотвращает дефекты и повреждения.
Рекомендации по проектированию
Одним из важнейших аспектов эффективного извлечения стержня является конструкция механизма извлечения. Конструкция должна учитывать специфические особенности пластиковой детали, такие как внутренние отверстия или боковые выемки, которые требуют извлечения стержня. Тщательно продуманная конструкция гарантирует, что механизм будет работать без заклинивания или повреждения пресс-формы или детали.
Ключевые элементы дизайна:
- Ползунки и направляющие стойки: Выбор ползунков и наклонных направляющих стоек имеет решающее значение. Эти компоненты должны быть достаточно прочными, чтобы выдерживать нагрузки при многократном использовании, сохраняя при этом соосность.
- Клиновидные блоки: используются для обеспечения возврата ползунков в исходное положение после работы.
Эффективная конструкция минимизирует износ, продлевая срок службы пресс-формы. Такой подход также способствует повышению эффективности производства за счет сокращения времени простоя из-за неисправностей.
Точное управление
Точность — еще один критически важный фактор при вытягивании стержней. Механизм должен обеспечивать точные перемещения для сохранения целостности пластиковой детали. Высокая точность гарантирует соответствие деталей требованиям к размерам и качеству поверхности.
Для достижения этой цели:
- Соблюдайте жесткие допуски: обеспечение жестких допусков между ползунком и другими деталями может предотвратить смещение и обеспечить плавную работу.
- Использование высококачественных материалов: выбор долговечных материалов для механизма извлечения сердечника может повысить срок службы и производительность.
Требования к техническому обслуживанию
Регулярное техническое обслуживание необходимо для обеспечения оптимальной работы механизма извлечения сердечников. Техническое обслуживание включает в себя проверку компонентов на износ, смазку движущихся частей и своевременную замену любых поврежденных элементов.
Передовые методы технического обслуживания:
- Плановые проверки: Регулярные плановые проверки позволяют выявить износ до того, как он приведет к неисправности.
- Замена компонентов: своевременная замена изношенных или поврежденных компонентов предотвращает поломки.
Соблюдение этих правил технического обслуживания позволяет производителям обеспечить эффективную работу своих основных систем извлечения деталей, минимизировать дорогостоящие перебои в производстве и гарантировать стабильное качество деталей.
Хотя понимание этих факторов имеет решающее значение, изучение разнообразных методов извлечения керна , используемых в различных масштабах производства, может еще больше повысить эффективность работы.
Ползунки и направляющие стойки предотвращают смещение при извлечении сердечника.Истинный
Ползунки и направляющие стойки обеспечивают выравнивание, предотвращая проблемы, связанные с перекосом.
Регулярное техническое обслуживание механизмов извлечения кернов не требуется.ЛОЖЬ
Регулярное техническое обслуживание предотвращает поломки и обеспечивает эффективную работу.
Заключение
Внедрение технологий формирования стержней может значительно повысить эффективность литья под давлением. Сократив количество отходов и обеспечив плавное извлечение изделия из формы, вы можете улучшить как качество, так и объемы производства.
-
Изучите основы процессов литья под давлением и их компоненты: что такое литье под давлением, как выглядит машина для литья под давлением и как происходит впрыск… ↩
-
Подробно изучите принципы работы механизмов вытягивания стержня: Здесь представлены 15 типов механизмов бокового вытягивания стержня для литьевых форм. Включая четыре типа… ↩
-
Узнайте, как гидравлические системы повышают точность литья под давлением: основная операция заключалась в том, что две половины пресс-формы, установленные на опорных плитах, сжимались вместе под высоким давлением с помощью гидравлических цилиндров. ↩
-
Получите базовые знания об основах литья под давлением: что такое литье под давлением, как выглядит машина для литья под давлением и как происходит процесс литья… ↩
-
Ознакомьтесь с подробным описанием методов вытягивания стержня: Здесь представлены 15 типов механизмов бокового вытягивания стержня для литьевых форм. Включая четыре типа… ↩
-
Узнайте о различных методах извлечения стержней для оптимизации эффективности производства: Вот 15 типов механизмов бокового извлечения стержней для литьевых форм. Включает четыре типа… ↩






