Я помню тот момент, когда впервые узнал о полифталамиде (PPA) – это было похоже на обнаружение скрытого сокровища в мире материалов.
(PPA) включает в себя обработку полуароматического полиамида с превосходными термическими и механическими свойствами, подходящего для высокотемпературных применений в автомобильной и электронной промышленности. Ключевые моменты включают поддержание уровня влажности ниже 0,15% и использование высоких температур пресс-формы для достижения оптимальных результатов.
Ключевое значение имеет знание простых технологических требований. Изучение особых свойств и областей применения PPA поможет вам в планировании производства и организации работы завода. Поймите, почему PPA является одним из лучших конструкционных пластиков.
Температура тепловой деформации PPA составляет 250-300°C.Истинный
Очень высокая температура тепловой деформации PPA делает его пригодным для применения в условиях высоких температур.
- 1. Чем PPA отличается от других конструкционных пластиков?
- 2. Каковы ключевые технологические параметры литья под давлением PPA?
- 3. Почему технология PPA идеально подходит для применения в автомобильной промышленности?
- 4. С какими трудностями вы можете столкнуться при литье под давлением с использованием PPA?
- 5. Заключение
Чем PPA отличается от других конструкционных пластиков?
Полифталамид (PPA) привлекает внимание благодаря своей выдающейся термостойкости и высоким механическим свойствам, что делает его серьезным конкурентом другим конструкционным пластикам.
Полипропиленацетат (PPA) выделяется среди конструкционных пластмасс благодаря высокой термостойкости, превосходной химической стойкости и экономичности, обеспечивая превосходные характеристики в сложных условиях эксплуатации, таких как автомобильная и электронная промышленность.

Сравнение тепловых свойств
Полипропиленфосфат (PPA) отлично подходит для применения при высоких температурах, поскольку его температура тепловой деформации обычно составляет от 250 до 300 °C. Это делает его пригодным для использования в условиях, где традиционные термопласты не справляются. Например, PPA все чаще используется в отражателях автомобильных фар¹и компонентах двигателей благодаря своей способности выдерживать повышенные температуры без потери структурной целостности. В отличие от этого, многие традиционные конструкционные пластики имеют более низкие температурные пороги, что ограничивает их применение в таких условиях высоких температур.
Механическая прочность и жесткость
Что касается механических свойств, ППА обладает высокой прочностью на растяжение и изгиб, обычно составляющей 100-150 МПа и 150-200 МПасоответственно. Это делает его идеальным выбором для применений, требующих долговечности и несущей способности, таких как корпуса подшипников²то и шкивы в автомобильной промышленности. По сравнению со специальными конструкционными пластиками, ППА обеспечивает эти механические преимущества при более низкой стоимости, что делает его практичным и экономичным выбором.
Химическая стойкость
Химическая стойкость ППА позволяет ему противостоять широкому спектру химических веществ, что делает его предпочтительным вариантом по сравнению с другими конструкционными пластиками в средах, подверженных воздействию агрессивных химикатов. Эта характеристика имеет решающее значение в таких областях применения, как топливопроводов³компоненты, где воздействие различных видов топлива может привести к деградации менее устойчивых материалов.
Стоимость и технологичность
PPA конкурентоспособен не только по своим характеристикам, но и по стоимости. Относительно низкая цена по сравнению со специальными конструкционными пластиками делает его привлекательным вариантом для отраслей, стремящихся оптимизировать затраты без ущерба для качества. Кроме того, PPA, позволяя использовать эффективные производственные процессы. Допустимый уровень влажности для обработки составляет менее 0,15%, что достигается с помощью стандартных осушителей, обеспечивая стабильное качество продукции.
| Свойство | ППА | Традиционные пластмассы | Специальные пластмассы |
|---|---|---|---|
| Термостойкость | 250-300°C | Ниже 250°C | Различная, часто более высокая |
| Механическая прочность | Высокая прочность на растяжение (100-150 МПа ) | Различный, часто более низкий | Сопоставимый или более высокий |
| Химическая стойкость | Отличный | Умеренный до хорошего | Часто превосходный |
| Расходы | Умеренный | Ниже | Выше |
| Технологичность | Отличный | В целом хорошо | Часто более сложные |
Электрические свойства
С точки зрения электрических характеристик, PPA обладает хорошими изоляционными свойствами с высоким объемным сопротивлением и низкой диэлектрической постоянной, что делает его пригодным для электронных компонентов, таких как разъемы и коннекторы⁴.Эти свойства гарантируют, что из PPA сохраняют свои рабочие характеристики при электрической нагрузке, что является существенным преимуществом по сравнению со многими традиционными пластмассами, используемыми в электронике.
Полипропиленфосфат (PPA) обладает более высокой термостойкостью, чем традиционные пластмассы.Истинный
Температура тепловой деформации PPA составляет от 250 до 300 °C, что выше, чем у многих обычных пластмасс.
PPA стоит дороже, чем специальные конструкционные пластмассы.ЛОЖЬ
PPA часто стоит дешевле, чем специальные конструкционные пластмассы.
Каковы ключевые технологические параметры PPA ?
полифталамида (PPA) в сложных условиях требуется высокая точность.
Ключевые технологические параметры для PPA включают контроль влажности ниже 0,15%, температуру расплава в диапазоне 324–343 °C и температуру пресс-формы не менее 135 °C для оптимальной кристаллизации и механических свойств.

Понимание принципов контроля влажности при (PPA) литье под давлением полифениленацетата
Полифталамидные (ППА) смолы, особый вид пластика, требуют тщательного контроля влажности. Перед обработкой влажность должна оставаться ниже 0,15%, поскольку избыток влаги может снизить прочность пластика. При сушке с использованием специальных сушилок ППА- смол должна достигать -25°C или ниже при температуре 175°C. Обычно сушка занимает от 4 до 16 часов в зависимости от исходного уровня влажности.
Оптимизация температур плавления и формования
температура плавления алюминия (PPA) должна поддерживаться в диапазоне 324–343 °C. Смола должна находиться в цилиндре менее 10 минут, чтобы предотвратить ее повреждение. Температура формы способствует наилучшей кристаллизации. Для получения качественной формы и поверхности изделия температура формы должна быть не ниже 135 °C.
Параметры литья под давлением: давление и скорость
Давление впрыска обычно составляет от 80 до 150 МПа , а скорость вращения варьируется от 30 до 80 мм/с. Эти параметры следует изменять в зависимости от формы, размера и толщины изделия. Скорость вращения шнека должна обеспечивать хороший поток материала, обычно в пределах 30-60 об/мин.
Проблемы проектирования толщины стенок
Правильно подобранная толщина стенок изделий из полифосфата алюминия (PPA) важна для предотвращения таких проблем, как неравномерная усадка или слабые места. Более толстые стенки означают более длительное охлаждение и могут вызывать неравномерную усадку, в то время как более тонкие стенки могут ослабить изделие. Сбалансированная конструкция крайне необходима для обеспечения хорошей производительности.
Подготовка материалов и оборудования
Выбор правильных PPA имеет ключевое значение. Поддержание материалов в сухом и безопасном состоянии при температуре ниже 25°C позволяет избежать проблем с влажностью во время обработки. Использование высококачественных металлов для изготовления пресс-форм, таких как стали H13 или S136, помогает противостоять износу и высоким температурам, что крайне важно для PPA .
Эти факторы подчеркивают важность точности при PPA как автомобилестроение и электроника. Для получения дополнительной информации о лучших PPA⁵ методах обработки, и идеях планирования пресс-форм⁶рекомендуетсядополнительное чтение.
Для сушки полимерных смол PPA необходимо поддерживать влажность ниже 0,15%.Истинный
Избыток воды уменьшает размер молекул полимера, влияя на его свойства.
Температура плавления ПФА должна составлять 300 °C.ЛОЖЬ
Для обеспечения хорошей текучести и качества расплава оптимальная температура плавления составляет 324–343 °C.
Почему технология PPA идеально подходит для применения в автомобильной промышленности?
Полифталамид (PPA) преобразует автомобильную промышленность, обеспечивая исключительную производительность в сложных условиях.
полипропиленоксид (PPA) Благодаря превосходным термическим и механическим свойствам, химической стойкости и экономичности,
Использование функции Heat Edge в PPA
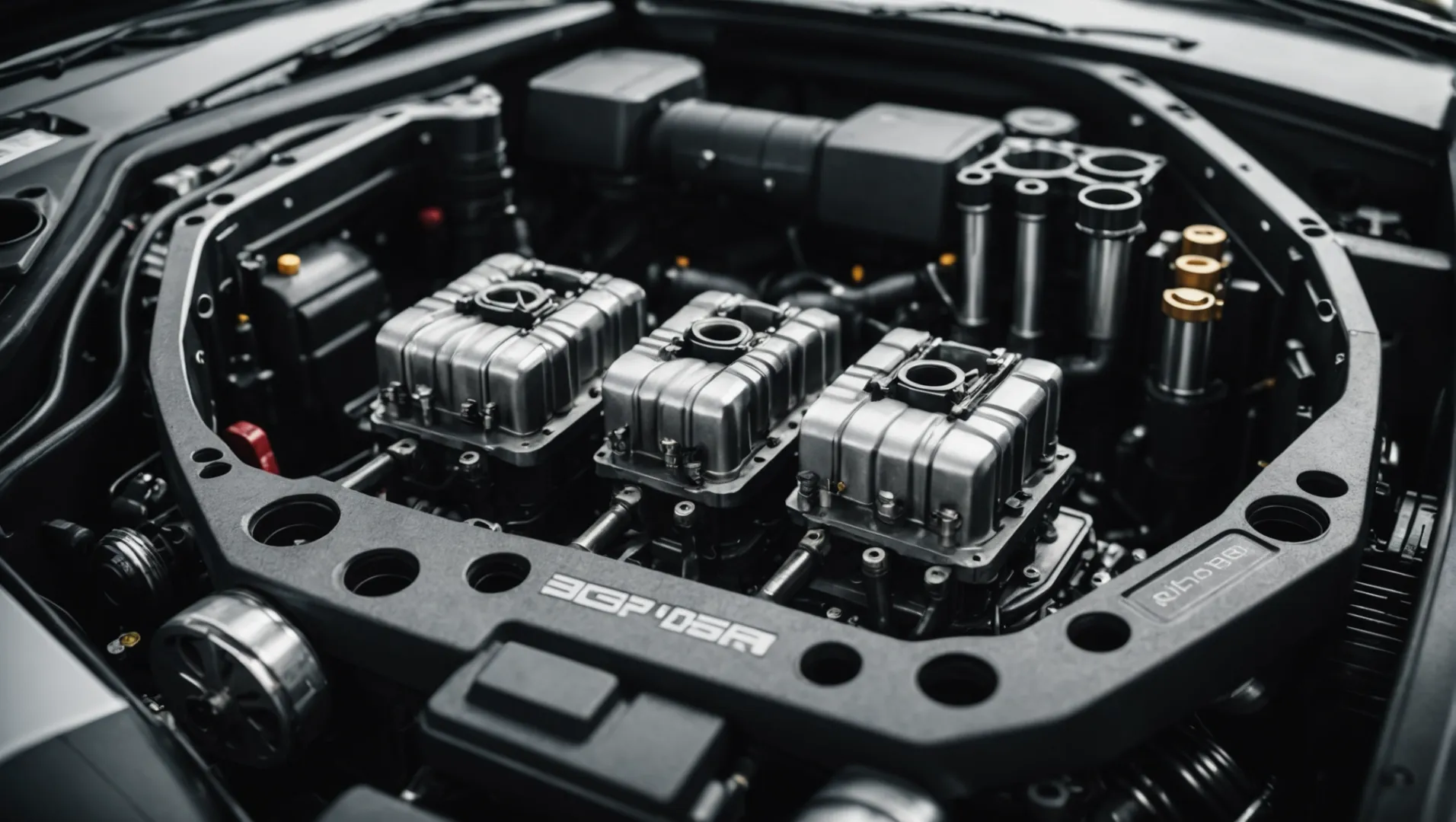
Для автомобилей необходимы материалы, хорошо выдерживающие высокие температуры, поскольку современные двигатели сильно нагреваются. Полипропиленоксид (PPA) имеет температуру тепловой деформации7 около 250-300°C и сохраняет свои свойства при обычной эксплуатации до 150-200°C. Это делает его идеальным для деталей, подвергающихся воздействию высоких температур, таких как детали двигателя и зеркала фар.
Прочный и долговечный
PPA демонстрирует высокую способность к растяжению (100-150 МПа) и изгибу (150-200 МПа) под давлением без потери формы. Эта прочность очень важна для автомобильных деталей, таких как подшипниковые рамы и шкивы, где прочность имеет решающее значение.
Защищает от химических веществ
Автомобильные детали часто контактируют с различными химическими веществами и жидкостями. Полипропиленфосфат (PPA) не ломается легко при воздействии масел, охлаждающих жидкостей и топлива. Это свойство делает его лучшим выбором для таких деталей, как топливопроводы и крышки датчиков.
Доступный по цене и простой в формировании
ППА стоит дешевле по сравнению со специальными конструкционными пластмассами, но при этом хорошо себя зарекомендовал. Его проще использовать в процессах литья поддавлением⁸. Большинство ППА формуются с использованием стандартного оборудования для литья под давлением, что требует хорошего контроля влажности и правильной температуры пресс-формы для достижения хороших результатов.
Полезно в различных областях
PPAвыходит за рамки механических деталей. Его электрические свойства подходят для электронных компонентов в автомобилях. Он обладает высокой электропроводностью и практически не теряет энергию, что делает его полезным для разъемов и другой автомобильной электроники.
| Характерный | PPA Функции |
|---|---|
| Температура тепловой деформации | 250-300°C |
| Предел прочности | 100-150 МПа |
| Химическая сила | Высокий |
| Электробезопасность | Отличный |
Для перехода к более совершенным конструкциям систем вентиляции и более мощным двигателям в автомобильной промышленности необходимы такие материалы, как PPA , которые хорошо отвечают новым требованиям.
PPA выдерживает температуру до 300°C.Истинный
Температура тепловой деформации PPA находится в диапазоне 250-300°C.
PPA не подходит для электронных компонентов в транспортных средствах.ЛОЖЬ
PPA обладает выдающимися электрическими свойствами, что делает его идеальным материалом для электроники.
С какими трудностями вы можете столкнуться при использованием PPA ?
Понимание сложностей PPA может представлять множество трудностей для производителей.
К сложностям алюминия относятся контроль уровня влажности, управление высокими температурами пресс-формы, а также учет конструктивных особенностей изделия, таких как толщина стенок и армирование. Правильное обращение с этими аспектами и их понимание обеспечивают оптимальное качество и эксплуатационные характеристики формованных деталей.

Понимание процесса подготовки материалов
важна готовность материала ППА технологиях литья под давлением с использованием Контроль влажности имеет ключевое значение, поскольку из ППА для сохранения прочности изделия Использование специальных сушилок9 действительно помогает снизить влажность, но сушка может занять от 4 до 16 часов в зависимости от количества содержащейся в них воды. Контроль влажности материала предотвращает такие проблемы, как снижение прочности и уменьшение веса.
Управление настройками литья под давлением
Для достижения оптимальных настроек необходим тщательный контроль этапов инъекции:
| Параметр | Диапазон |
|---|---|
| Давление | 80-150 МПа |
| Скорость | 30-80 мм/с |
| Скорость винта | 30-60 об/мин |
| Нагрев формы | 80-120°C |
| Температура плавления | 300-350°C |
Нагрев пресс-формы имеет решающее значение, поскольку он влияет на форму изделия и его стабильность. Неправильные настройки могут привести к таким проблемам, как деформация или повреждение поверхности.
Размышления о дизайне продукта
При формовании изделий с использованием толщинаPPA влияет на их характеристики. Толстые детали могут медленно остывать и неравномерно изменять размер, в то время как очень тонкие могут терять прочность или жесткость. Возможно, дизайнерам следует добавить интеллектуальные опорные конструкции10 для повышения прочности и уменьшения изменений формы.
Наклон формы для извлечения деталей также требует тщательного обдумывания. Наклон помогает плавно извлекать детали без повреждений. Выбор качественных материалов для форм, таких как сталь H13 или S136, обеспечивает длительный срок службы и точность, способствуя достижению хороших результатов.
Обеспечение работы при высоких температурах
из PPA часто требуются пресс-формы, нагретые выше 275 °C, что создает определенные трудности. Высокая температура требует наличия пресс-форм, способных выдерживать большое термическое давление и сохранять работоспособность в течение длительного времени. Выбор материалов для пресс-форм и методов охлаждения может помочь избежать таких проблем, как повреждение от перегрева или замедление цикла производства.
Заключение: Преодоление трудностей с помощью знаний
Для преодоления этих препятствий необходимы глубокие знания PPA. Контролируя влажность, правильно устанавливая параметры и используя продуманный дизайн, компании могут применять PPA для решения сложных задач в самых разных областях.
Для достижения оптимальных свойств полимерным смолам PPA необходима влажность ниже 0,15%.Истинный
Контроль влажности очень важен для поддержания стабильных механических свойств PPA.
Температура пресс-формы при литье из ППА должна превышать 275°C.ЛОЖЬ
Температура в пресс-форме колеблется от 80 до 120 °C и не превышает 275 °C.
Заключение
Знание PPA улучшает проектирование и производственные процессы в различных отраслях промышленности. Эта информация помогает выбирать материалы для достижения наилучших эксплуатационных характеристик.
-
Узнайте, как параболические фары с фотоэлектрическим эффектом (PPA) повышают эффективность автомобильного освещения: преимущества по сравнению с обычными параболическими фарами: меньшие габариты, почти вдвое больший световой поток, четкая граница светового потока и практически полное отсутствие потерь на рассеивание. Очень… ↩
-
Изучите преимущества использования полифталамида (PPA) в корпусах подшипников с точки зрения прочности: Каковы преимущества полифталамида (PPA) в литье пластмасс под давлением? · Очень высокая жесткость и прочность · Хорошие термостойкие, химические и… ↩
-
Поймите преимущества химической стойкости PPA в топливных системах: Причины такого выбора заключаются в превосходной химической стойкости матрицы PPA к маслам, растворителям, смазкам и углеводородам, а также к электрическим и… ↩
-
Узнайте, почему PPA идеально подходит для электронных разъемов: 3. Нейлон (PA) для электронных разъемов: молочно-белый, хорошая прочность, износостойкость, без запаха, можно сверлить, резать, строгать, лить под давлением, обладает хорошей ползучестью… ↩
-
Изучите подробные методы оптимизации обработки PPA: Инструменты и методологии размещения и трассировки (P&R) обычно необходимо адаптировать для каждого нового технологического узла, чтобы достичь наилучшего PPA для целевого объекта… ↩
-
Изучите основные стратегии проектирования пресс-форм для ППА: ознакомьтесь со свойствами пластика ППА для проектирования изделий. Узнайте о его применении, модификациях и особенностях проектирования. ↩
-
Узнайте, как термостойкость PPA повышает долговечность автомобильных компонентов: температура тепловой деформации (HDT) — это показатель сопротивления полимера деформации под заданной нагрузкой при повышенной температуре. ↩
-
Понимание ключевых параметров успешного литья под давлением ППА: он гигроскопичен, непрозрачен, полукристалличен и может использоваться в литье пластмасс под давлением. Большинство марок ППА наполнены стеклом или минералами для… ↩
-
Изучите эффективные методы сушки для контроля влажности в PPA: Используйте сушилку с бункером-осушителем, чтобы смола оставалась сухой во время обработки. • Выберите емкость барабана, обеспечивающую время пребывания не более 6… ↩
-
Изучите стратегии усиления для повышения прочности изделий: нанесение усиления на пластиковые детали может улучшить прочность и жесткость пластиковых деталей, а также предотвратить деформацию и коробление пластика… ↩