В мире литья под давлением я узнал, что правильная ширина пленочного литника оказывает большое влияние на качество и эффективность продукции. Правильная ширина очень важна.
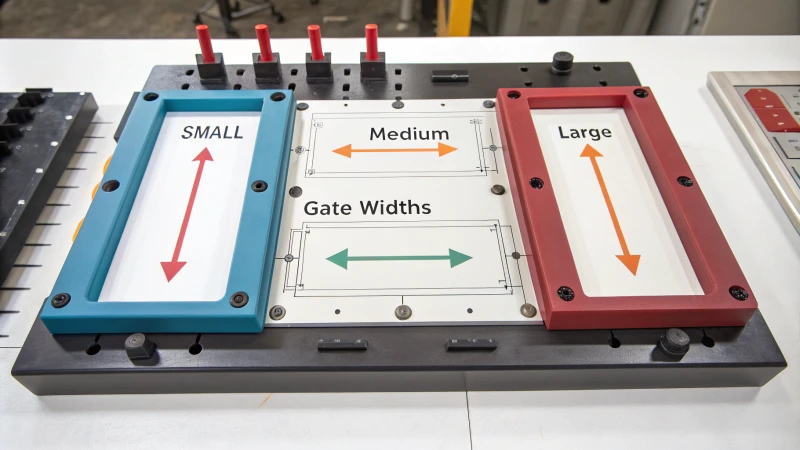
Лучший способ определить ширину затвора пленки — это посмотреть на размер изделия и толщину стенок. Для небольших изделий ширина затвора должна составлять 50–100% от ширины изделия. Для средних изделий — от 30% до 70%. Для крупных изделий обычно требуется ширина от 20% до 50%. Это зависит от толщины стенок. Толщина стенок имеет значение.
Понимание этих рекомендаций изменило мой подход к улучшению проектирования пресс-форм и результатов производства. Я хочу поделиться этими важными моментами и дополнительными идеями, которые я усвоил со временем. Они помогут усовершенствовать ваш метод. Настройки необходимо корректировать независимо от того, работаете ли вы с маленькой пластиковой карточкой или с крупной деталью автомобиля. Корректировка этих настроек действительно предотвращает будущие проблемы. Эти знания полезны. Эти диапазоны имеют решающее значение. Они помогли мне. Вероятно, они помогут и вам добиться более плавной работы производства.
Для небольших изделий ширина затвора должна составлять 50-100% от их ширины.Истинный
Для мелкосерийной продукции рекомендуемая ширина литникового канала составляет 50–100%.
Для крупногабаритных изделий требуется ширина затвора 70–100%.ЛОЖЬ
Для крупногабаритных изделий необходима ширина затвора 20–50%, а не 70–100%.
- 1. Как размер изделия влияет на ширину затвора?
- 2. Почему толщина стенки имеет решающее значение при проектировании ворот?
- 3. Какие распространённые ошибки встречаются при выборе ширины затвора?
- 4. Как инструменты проектирования пресс-форм могут помочь оптимизировать ширину литникового канала?
- 5. Заключение
Как размер изделия влияет на ширину затвора?
Я помню своё первое знакомство с литьём под давлением. Это было похоже на лабиринт, полный технических деталей и важных решений. Погрузившись глубже, я кое-что понял. Размер изделия полностью контролирует ширину литникового канала. Это действительно как секретный ингредиент для идеального литья.
Размер изделия играет важную роль в литье под давлением. Для формованных деталей необходима определенная ширина литникового канала. Для небольших изделий может потребоваться ширина литникового канала, составляющая половину или весь размер изделия. Для изделий среднего размера, как правило, лучше использовать ширину литникового канала, составляющую от 30% до 70% от ширины изделия. Для крупных объектов требуется более узкий литниковый канал. Его ширина составляет от 20% до 50%, что способствует сбалансированному потоку. Прочность конструкции имеет решающее значение. Это действительно очень важно.
Влияние размера изделия на ширину ворот
Когда я только начинал работать с литьевыми формами, это было похоже на решение головоломки. Однажды я понял, насколько важен размер изделия, когда определял ширину литниковых каналов для пластиковых карт. Для небольших изделий хорошо работала ширина литниковых каналов от 50% до 100% от ширины изделия. Это простое изменение привело к плавному и равномерному распределению материала. Это было потрясающе!
| Размер изделия | Рекомендуемая ширина ворот |
|---|---|
| Маленький | 50% – 100% |
| Середина | 30% – 70% |
| Большой | 20% – 50% |
Для деталей среднего размера, таких как панели, требовалась разная ширина литниковой системы. Ширина литникового канала от 30% до 70% давала потрясающие результаты. Она балансировала поток расплава, делая его не слишком быстрым и не слишком медленным. Это уменьшало количество дефектов, таких как усадочные швы¹ . Для крупных автомобильных деталей требовался другой подход. Оптимальной была узкая ширина литникового канала около 20%–50%. Для управления затратами и сложностью пресс-формы требовалось тщательное планирование.
Влияние на конструкцию пресс-формы
Выбор ширины литникового канала влияет на конструкцию пресс-формы и на принцип её работы. Меньшие литники означают более простые пресс-формы. Они полезны, когда времени мало. Большие литники требуют более прочной конструкции пресс-формы для обеспечения большего потока.
Технологии литья под давлением помогают дизайнерам поддерживать высокое качество и снижать производственные затраты.
Вопросы, касающиеся толщины стенки
Однажды я проектировал тонкостенные изделия, где для быстрого заполнения полостей требовался более широкий литниковый канал. Тонкости требуют быстрого действия, как при беге, чтобы избежать следов сварки или некачественного заполнения. С другой стороны, толстые стенки требуют более узкого литникового канала; низкая скорость подачи предотвращает такие дефекты, как внутренние пустоты.
В литье под давлением калькуляторы для расчета литниковых каналов (3) обеспечивают точные размеры для получения хороших результатов.
Для мелкогабаритных изделий необходима ширина затвора от 50% до 100%.Истинный
Для равномерного распределения расплава в изделиях небольшого размера требуются более широкие литниковые каналы.
Для крупногабаритной продукции используются ворота, ширина которых превышает 70% от её общей ширины.ЛОЖЬ
Для крупногабаритной продукции требуются ворота шириной всего 20–50% от ее собственной ширины.
Почему толщина стенки имеет решающее значение при проектировании ворот?
Представьте себе создание продукта, где от нескольких миллиметров зависит его успех или неудача. Толщина стенок в конструкции ворот чрезвычайно важна. Это действительно имеет значение.
Толщина стенки имеет очень важное значение при проектировании литниковых каналов. Она определяет скорость потока расплава, время охлаждения и прочность изделия. Правильная толщина обеспечивает равномерное распределение материала. Это снижает количество дефектов. Это очень важно.
Понимание толщины стенок при литье под давлением
В начале моего пути в литье под давлением толщина стенок стала для меня очень важным фактором. Она является основой всего процесса, влияя на все, от плавности движения расплава до конечного качества изделия.
Влияние на текучесть расплава
Один из проектов был связан с проектированием тонкостенных изделий . Это была сложная задача, толщина которых составляла менее 1,5 мм. Мы столкнулись с трудностями из-за отсутствия широкого литникового канала. Быстрое и равномерное заполнение было действительно сложно. Метод проб и ошибок помог нам найти решение, уменьшив количество дефектов, таких как следы сварки.
Учет времени охлаждения
Изделия со средней толщиной стенок имеют толщину 1,5-3 мм. В литье под давлением они представляют собой идеальную середину – не слишком тонкие, не слишком толстые. Регулировка ширины литникового канала важна для контроля потока расплава и предотвращения таких проблем, как усадка или деформация, что требует баланса. Для этого необходимы как опыт, так и иногда интуиция.
| Тип продукта | Толщина стенки | Рекомендуемая ширина ворот |
|---|---|---|
| Тонкостенная | < 1,5 мм | 40% – 80% ширины изделия |
| Средняя толщина стенки | 1,5-3 мм | 30% – 60% ширины изделия |
| Толстостенная | > 3 мм | 20% – 50% ширины изделия |
Структурная целостность
Для изделий с толстыми стенками необходимо тщательное распределение напряжений. Узкий затвор помог контролировать скорость подачи материала, что имело решающее значение для предотвращения образования внутренних пустот, которые могут снизить прочность конструкции.
Корреляция между размером изделия и шириной ворот
Размер имеет важное значение при проектировании мелких изделий, таких как компактные пластиковые детали; широкий литник быстро заполняет небольшие пространства. Но при проектировании крупных изделий, таких как автомобильные детали, учет ширины литника 5 становится решающим для идеального баланса между структурой пресс-формы и потоком жидкости.
Эти занятия научили меня тонкостям толщины стенок, показав, как понимание этих параметров может значительно улучшить функциональность конструкции и эффективность производства. Использование этих знаний позволило мне каждый раз успешно оптимизировать процессы литья под давлением.
Более толстые стенки снижают риск появления следов от сварных швов.ЛОЖЬ
Более толстые стенки могут не привести к прямому уменьшению следов от сварки; тонкие стенки с более широкими литниковыми каналами помогают.
Изделия со средними стенками обладают сбалансированной скоростью охлаждения.Истинный
Средняя толщина стенок обеспечивает баланс между текучестью и охлаждением, уменьшая количество дефектов.
Какие распространённые ошибки встречаются при выборе ширины затвора?
Вы когда-нибудь задумывались, почему некоторые изделия в итоге оказываются дефектными, даже после тщательного планирования? Одной из причин может быть выбор ширины литникового канала при литье под давлением. Этот аспект очень важен.
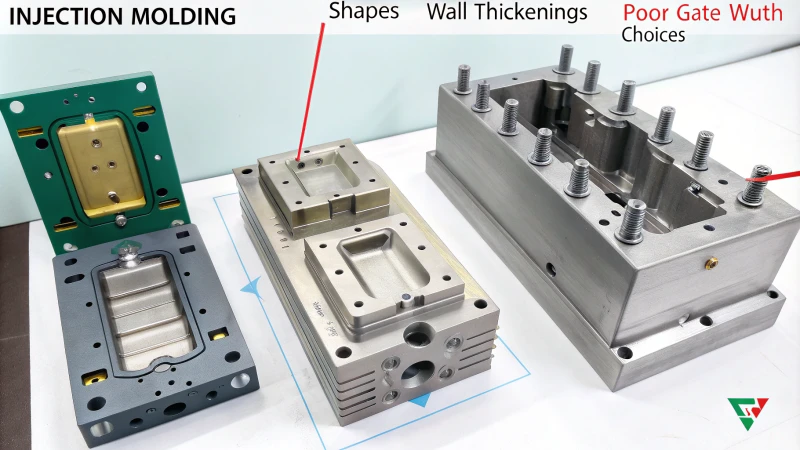
Распространенные ошибки при выборе ширины литникового канала часто возникают из-за игнорирования размеров изделия, толщины стенок и свойств материала. Правильный размер литникового канала способствует плавному потоку расплава. Такой поток уменьшает проблемы, такие как деформация и неполное заполнение. Деформация и неполное заполнение уменьшаются.
Принимая во внимание размер продукта
Часто забывают, как размер изделия влияет на выбор ширины литникового канала. В начале своей карьеры я упустил это из виду, работая над небольшим корпусом для электроники. Ширина литникового канала была слишком мала, что приводило к неравномерному заполнению и задержкам. Для эффективного заполнения небольших изделий, шириной менее 50 мм, ширина литникового канала должна составлять примерно 50-100% от ширины изделия. Для изделий среднего размера, около 100 мм в ширину, обычно требуется 30-70% ширины литникового канала для балансировки потока и конструкции пресс-формы. Для крупных изделий шириной более 200 мм обычно требуется 20-50% ширины литникового канала для обеспечения плавного движения расплава. Помните, размер изделия имеет большое значение.
| Размер изделия | Рекомендуемая ширина ворот |
|---|---|
| Маленький (<50 мм) | 50%-100% |
| Средний (50-200 мм) | 30%-70% |
| Крупные (>200 мм) | 20%-50% |
Присмотр к толщине стенки
Тонкие стенки однажды доставили мне проблемы, потому что я выбрал неправильную ширину литникового канала. Это была дорогостоящая ошибка. Для тонких стенок, менее 1,5 мм, требуются более широкие литниковые каналы, примерно 40–80% от ширины изделия, для равномерного заполнения. Для средних стенок, толщиной 1,5–3 мм, ширина литникового канала должна составлять 30–60% от ширины изделия, чтобы предотвратить деформацию и усадку. Для толстых стенок лучше использовать более узкие литниковые каналы, примерно 20–50%, чтобы регулировать скорость плавления и избегать пустот.
Игнорирование свойств материала
Характеристики материала могут вас удивить, если не обращать на них внимания. Я помню, как использовал толстый полимер и не отрегулировал ширину литникового канала — в результате возникли дефекты, которых можно было избежать. Каждый материал имеет разные характеристики текучести; игнорирование этого может привести к деформации или более серьезным последствиям.
Материальные соображения6
Для материалов с высокой вязкостью часто требуются более широкие литниковые каналы из-за их уникальных свойств текучести в процессе формования.
Неправильная оценка влияния конструкции пресс-формы
Разработка пресс-форм может быть непростой задачей. Однажды я работал со сложной пресс-формой и понял, что точная регулировка литниковых каналов имеет решающее значение для равномерного распределения материала.
Сложные конструкции требуют тщательного выбора ширины литниковых каналов для обеспечения высокого качества и уменьшения количества ошибок.
Факторы проектирования пресс-форм7
Понимание специфических особенностей пресс-формы имеет решающее значение, поскольку для получения продукции без дефектов необходимы точные расчеты ширины литникового канала.
Не использовать данные моделирования
Моделирование действительно меняет ситуацию; отказ от него обходится дорого и приводит к множеству проб и ошибок.
Оно предоставляет данные для принятия более обоснованных решений относительно размеров затворов, повышая эффективность и качество продукции.
Использование данных моделирования помогает эффективно прогнозировать и уточнять размеры затворов.
Избегая этих распространенных ошибок, вы упростите свои проекты по литью под давлением. Ваши изделия, вероятно, будут более стабильно соответствовать стандартам качества — действительно стоит обратить на эти факторы внимание.
Для небольших товаров необходимы ворота шириной 10-30% от их собственной ширины.ЛОЖЬ
Для правильного наполнения мелких изделий требуются загрузочные отверстия шириной 50-100% от их собственной ширины.
Игнорирование толщины стенок может привести к образованию внутренних пустот в изделиях.Истинный
Несоответствие ширины литникового канала толщине стенки может привести к дефектам, таким как пустоты.
Как инструменты проектирования пресс-форм могут помочь оптимизировать ширину литникового канала?
Бывало ли у вас такое, что вы погружаетесь в проект, где каждая мелочь влияет на конечный результат? Регулировка ширины литникового канала в литье под давлением — это как раз такой случай. Это критически важная часть. Точность действительно имеет значение.
Инструменты проектирования пресс-форм помогают найти оптимальную ширину литникового канала, предоставляя результаты моделирования. Эти прогнозы показывают, как течет расплав. Затем конструкторы корректируют размеры литниковых каналов для достижения наилучшего заполнения и уменьшения количества дефектов. Качество продукции повышается. Действительно улучшается.
Важность оптимизации ширины затвора
Идеально отлитые пластиковые детали впечатляют своей точностью. Совершенство часто зависит от чего-то простого: оптимизации ширины литникового канала. Правильный поток в полость пресс-формы имеет решающее значение. Идеальный поток означает отсутствие дефектов и отходов в конечном изделии. Однажды я работал над проектом, где каждый миллиметр был критически важен. Небольшое изменение ширины литникового канала имело большое значение. Это было похоже на открытие секрета.
| Размер изделия | Ширина ворот % от ширины изделия |
|---|---|
| Маленький (<50 мм) | 50% – 100% |
| Средний (50-200 мм) | 30% – 70% |
| Крупные (>200 мм) | 20% – 50% |
Роль инструментов проектирования пресс-форм
Инструменты проектирования пресс-форм выступают в роли полезных помощников. Они позволяют получить ценную информацию, которую вы могли бы упустить. Программное обеспечение CAD 8 и инструменты моделирования помогают показать, как изменение ширины литникового канала влияет на продукцию. Просмотр моей первой симуляции был похож на просмотр фильма. Каждая сцена была важна для сюжета.
Результаты моделирования
Эти инструменты предоставляют бесценную информацию. Они показывают перепады давления и распределение температуры, что действительно важно. Например, в тонкостенных изделиях регулировка ширины литникового канала может устранить следы сварки. Это как карта, указывающая путь к сокровищам.
Примеры из практики: Применение инструментов проектирования
- Мелкие изделия: Небольшие пластиковые карточки хорошо иллюстрируют эту идею. Установка ширины затвора в диапазоне 15-30 мм помогает изделию шириной 30 мм быстро и равномерно заполнять форму. Эта крошечная корректировка имеет большое значение.
- Изделия средней толщины: Для панели шириной 100 мм может потребоваться ширина литникового канала 30-70 мм, что позволит сбалансировать распределение расплава и скорость потока.
- Крупногабаритные изделия: Для изделий шириной более 200 мм моделирование позволяет определить ширину литникового канала, обеспечивающую баланс потока без высоких затрат на изготовление пресс-формы.
Изучение различных инструментов
При выборе инструментов для проектирования пресс-форм ищите те, которые обладают множеством функций для моделирования литья под давлением. Некоторые инструменты предлагают интегрированные решения для проектирования и анализа упрощая ваши задачи.
Дополнительные соображения
При выборе ширины литникового канала учитывайте толщину стенок. Для тонкостенных изделий требуются более широкие литники для быстрого заполнения, в то время как для толстостенных изделий лучше подходят узкие литники, позволяющие контролировать скорость расплава и избегать усадочных дефектов.
Используя эти современные инструменты, можно создавать высококачественную продукцию с минимальным количеством дефектов — это как художник, использующий технологии в качестве кисти, добиваясь точности в каждом изделии.
Ширина литникового канала влияет на поток расплава в полостях пресс-формы.Истинный
Ширина литникового канала определяет, как расплав поступает в полость, влияя на заполнение.
Инструменты моделирования прогнозируют влияние ширины литникового канала на качество продукта.Истинный
Инструменты моделирования помогают прогнозировать, как изменения ширины литникового канала влияют на качество продукции.
Заключение
Определение ширины пленочного литника при литье под давлением имеет решающее значение для качества продукции, поскольку она варьируется в зависимости от размера изделия и толщины стенок, обеспечивая эффективный поток расплава и минимизируя дефекты.
-
Изучите, как правильная ширина литникового канала может минимизировать усадочные следы в изделиях, изготовленных методом литья под давлением. ↩
-
Откройте для себя новые технологии литья под давлением, позволяющие изготавливать изделия различных размеров и повышать их качество. ↩
-
Используйте калькуляторы для определения точных размеров литниковых каналов для различных конструкций изделий. ↩
-
Узнайте, почему более широкий литниковый канал имеет решающее значение для тонкостенных изделий, обеспечивая равномерное заполнение полостей и уменьшая количество дефектов. ↩
-
Узнайте, насколько важно учитывать ширину литникового канала для балансировки структуры пресс-формы и потока при изготовлении крупногабаритных изделий. ↩
-
Узнайте, как различные материалы влияют на выбор ширины затвора, обеспечивая оптимальный поток и минимизируя дефекты. ↩
-
Узнайте, как сложные конструкции пресс-формы требуют точной регулировки ширины литникового канала для равномерного распределения расплава. ↩
-
Изучите лучшие инструменты моделирования, чтобы повысить эффективность и точность проектирования пресс-форм. ↩
-
Откройте для себя комплексные программные решения для оптимизации проектирования и анализа пресс-форм. ↩