

Вы когда-нибудь задумывались, как нечто столь невидимое, как давление, может влиять на качество пластиковых деталей?
В литье пластмасс под давлением давление является решающим фактором, влияющим на все: от наполнения до окончательного внешнего вида отлитых деталей. Понимание его влияния может значительно улучшить результаты вашего производства.
Но это нечто большее, чем просто основы! Давайте углубимся в различные факторы давления и выясним, как они влияют на ваши формованные детали.
Высокое давление впрыска предотвращает короткие выстрелы.Истинный
Высокое давление обеспечивает полное заполнение формы, предотвращая образование незаполненных участков.
Каковы основные типы давления при литье под давлением?
Давление при литье под давлением имеет решающее значение для обеспечения высококачественных пластиковых деталей. Но какие виды давления здесь задействованы?
Литье под давлением включает в себя различные давления, в первую очередь давление впрыска и давление выдержки. Давление впрыска обеспечивает точное заполнение полости формы, а давление удержания компенсирует усадку материала во время охлаждения. Это давление имеет решающее значение для достижения желаемых размеров и качества детали.

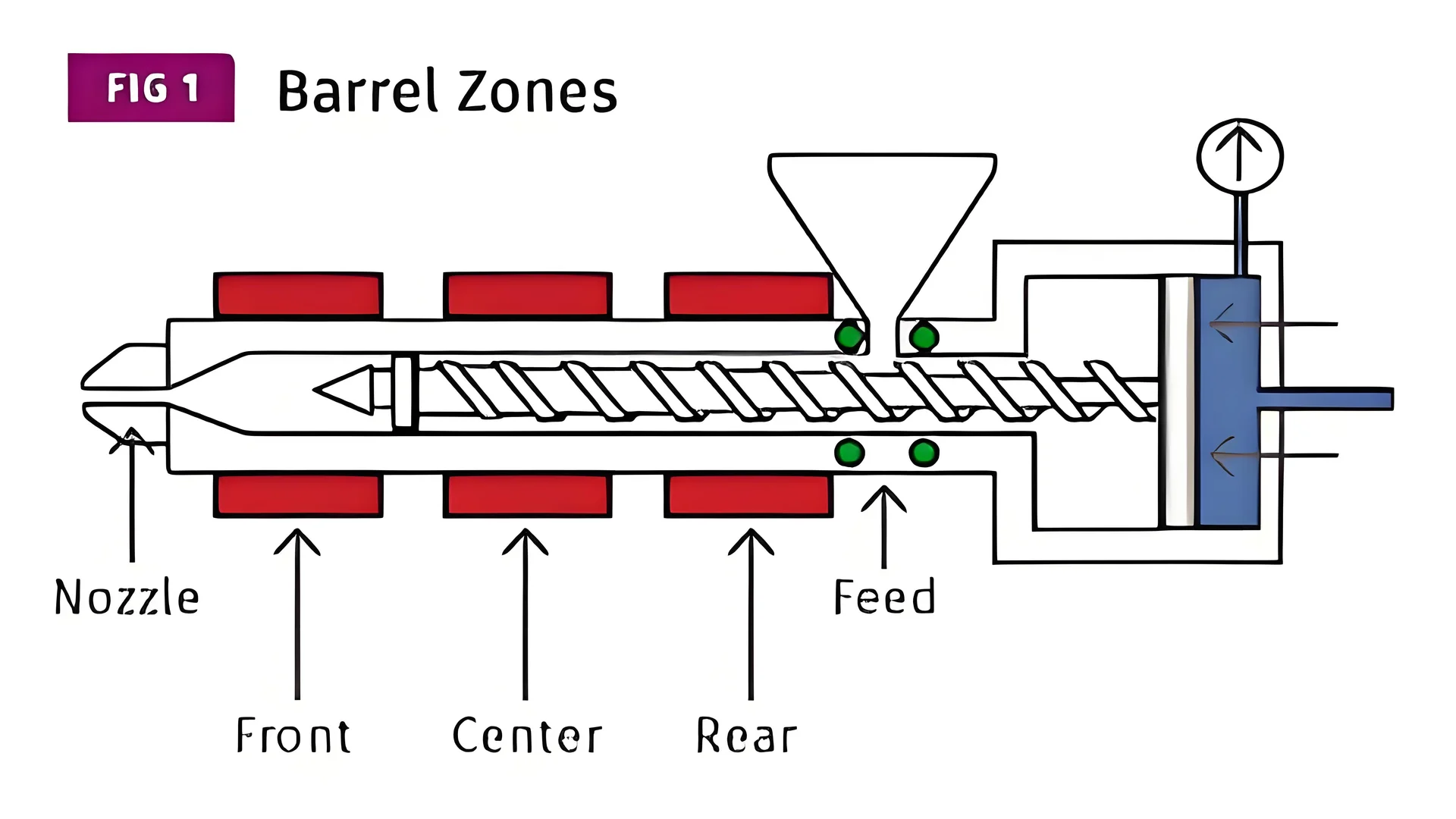
Давление впрыска
Давление впрыска — это начальная сила, которая выталкивает расплавленный пластик в полость формы. Он играет ключевую роль в обеспечении того, чтобы материал заполнил каждую сложную деталь формы. Высокое давление впрыска помогает предотвратить такие дефекты, как короткие швы, когда части формы заполняются не полностью. Однако чрезмерное давление может привести к вспышке, когда лишний материал вытечет из формы.
Например, если вы отливаете сложную деталь с тонкими стенками, высокое давление впрыска может гарантировать, что пластик достигнет всех углов, прежде чем он начнет остывать и затвердевать. Этот процесс обеспечивает точность размеров и структурную целостность детали.
Выдерживание давления
Как только полость формы заполняется, удерживающее давление начинает удерживать материал на месте по мере его охлаждения и затвердевания. Этот этап имеет решающее значение для компенсации объемной усадки пластика при его переходе из жидкого состояния в твердое.
Правильное удерживающее давление может предотвратить распространенные проблемы, такие как следы усадки и раковины, которые возникают, когда материала недостаточно для компенсации усадки. Например, для детали с различной толщиной стенок может потребоваться разное удерживающее давление, чтобы обеспечить равномерную усадку и стабильность.
Обратное давление
Противодавление применяется на этапе пластификации, когда сырье плавится и готовится к впрыску. Он обеспечивает равномерное плавление и перемешивание, обеспечивая сопротивление вращению шнека. Правильное противодавление может привести к равномерному плавлению и дисперсии цвета, улучшая общее качество отлитой детали.
С практической точки зрения регулировка противодавления может помочь устранить воздушные карманы в расплаве, что приведет к повышению прочности линии сварного шва и качества поверхности.
Давление зажима
Несмотря на то, что давление зажима не связано напрямую с потоком расплава, оно важно для удержания половин формы плотно закрытыми во время впрыска. Он предотвращает вспышку, противодействуя силе давления впрыска.
Требуемое давление зажима зависит от таких факторов, как размер и геометрия детали. Недостаточное усилие зажима может привести к заусенцам или даже повреждению пресс-формы.
Сравнительная таблица типов давления
| Тип давления | Цель | Потенциальные проблемы |
|---|---|---|
| Инъекция | Заполняет полость формы | Вспышка, следы ожогов |
| Холдинг | Компенсирует усадку | Следы раковины |
| Назад | Обеспечивает равномерный плавление | Воздушные карманы |
| Зажим | Держит форму закрытой | Повреждение плесенью |
Понимание этих различных типов давления и их функций является ключом к оптимизации процесса литья под давлением 1 . Эффективно управляя каждым типом, производители могут повысить качество деталей и эффективность производства.
Давление впрыска предотвращает короткие выстрелы при формовании.Истинный
Высокое давление впрыска обеспечивает полное заполнение полости формы.
При литье под давлением давление зажима не требуется.ЛОЖЬ
Давление зажима предотвращает раскрытие половин формы во время впрыска.
Как давление впрыска влияет на наполнение и дефекты?
Давление впрыска играет жизненно важную роль в обеспечении целостности и качества формованных пластиковых деталей.
Давление впрыска влияет на заполнение полостей формы и может предотвратить такие дефекты, как короткие пробоины и следы сварных швов. Правильное давление обеспечивает полное формирование детали и оптимальное сплавление материалов, повышая качество продукции.
Понимание роли давления впрыска
Давление впрыска является критическим параметром в процессе литья пластмасс под давлением. Это напрямую влияет на то, насколько хорошо расплавленный пластик заполняет полость формы, тем самым влияя на качество конечного продукта. Более высокое давление впрыска может ускорить процесс заполнения, гарантируя, что пластик быстро и эффективно достигнет всех углов формы. Это снижает риск коротких швов, когда некоторые участки детали остаются незаполненными из-за недостаточного потока материала.
Эффекты заполнения
На этапе наполнения поддержание адекватного давления впрыска имеет важное значение для достижения полного формирования детали. Если давление слишком низкое, это может привести к таким дефектам, как короткие выстрелы, когда детали частично формируются. Эти проблемы не только влияют на точность размеров, но и ухудшают внешний вид продукта. С другой стороны, чрезмерное давление может вызвать вспышку, когда материал вытекает из полости формы, создавая нежелательные тонкие слои.
Управление метками сварных швов
Давление впрыска также влияет на прочность метки сварного шва, которая возникает, когда два фронта потока встречаются и не могут плавиться должным образом. Недостаточное давление может привести к образованию слабых следов сварных швов, создавая потенциальные точки разрушения детали. Чтобы противодействовать этому, более высокие давления улучшают плавление материала в этих критических местах, повышая прочность следов сварного шва и общую надежность детали.
| Давление впрыска | Потенциальные дефекты | Решения |
|---|---|---|
| Низкий | Короткие выстрелы, слабые сварные швы | Увеличить давление |
| Высокий | Вспышка, внутреннее напряжение | Оптимизируйте уровни давления |
Практическое применение
Рассмотрим сценарий со сложной геометрией пресс-формы или сложными конструктивными особенностями. В таких случаях жизненно важно поддерживать постоянное давление впрыска в разных секциях формы. Дисбаланс давления может привести к локальным дефектам, таким как воздушные ловушки или неполное заполнение.
Практический пример: автомобильные запчасти
В автомобильной промышленности точное управление давлением впрыска имеет решающее значение для производства компонентов, соответствующих строгим стандартам безопасности и долговечности. Например, обеспечение равномерного давления во время формования может предотвратить потенциальные слабые места в компонентах конструкции, таких как бамперы или приборные панели, где необходимо свести к минимуму следы сварных швов.
В заключение, эффективный контроль давления впрыска необходим для предотвращения дефектов деталей, отлитых под давлением. Понимая и оптимизируя этот параметр, производители могут добиться превосходного качества и надежности продукции. Узнайте о дефектах литья под давлением 2 .
Более высокое давление впрыска уменьшает количество коротких выстрелов.Истинный
Более высокое давление обеспечивает полное заполнение полостей формы, уменьшая количество коротких выстрелов.
Низкое давление впрыска усиливает следы сварных швов.ЛОЖЬ
Низкое давление приводит к образованию слабых следов сварных швов из-за плохого проваривания материала.
Почему выдерживание давления имеет решающее значение для стабильности размеров?
В мире литья под давлением выдерживание давления имеет важное значение для достижения точности размеров и качества продукции.
Удерживающее давление поддерживает стабильность размеров деталей, отлитых под давлением, компенсируя усадку материала во время охлаждения. Это обеспечивает целостность детали, предотвращая такие дефекты, как следы усадки и ямки, которые могут ухудшить эксплуатационные характеристики и внешний вид.

Роль удержания давления при литье под давлением
Удерживающее давление применяется после первоначального заполнения формы, чтобы поддерживать давление на материал по мере его охлаждения и затвердевания. Этот шаг имеет решающее значение для уменьшения усадки, которая может привести к неточностям размеров и дефектам поверхности.
-
Компенсация усадки материала
Пластмассовые материалы имеют тенденцию сжиматься при охлаждении, что может привести к тому, что детали станут меньше желаемых размеров, если с ними не обращаться должным образом. Поддерживая соответствующее давление выдержки, производители могут гарантировать, что расплавленный материал полностью заполнит форму, компенсируя эту естественную тенденцию к усадке. -
Предотвращение поверхностных дефектов
Без надлежащего удерживающего давления на деталях могут образовываться следы усадки и ямки, особенно в местах с различной толщиной материала. Это приводит к появлению дефектов на поверхности, которые ухудшают как эстетическое качество, так и структурную целостность продукта. Поддержание удерживающего давления помогает избежать этих проблем, обеспечивая равномерное распределение материала. -
Влияние на заполнение полости формы
. На этапе охлаждения удерживающее давление гарантирует, что любой дополнительный материал, необходимый для компенсации усадки, будет вытеснен в полость формы. Это особенно важно в сложных конструкциях пресс-форм со сложными деталями или различной толщиной стенок.
Влияние на физические свойства
Влияние удерживающего давления выходит за рамки стабильности размеров; это также влияет на физические свойства:
-
Плотность и механическая прочность.
Улучшая плотность упаковки молекул пластика, выдерживание давления улучшает механические свойства, такие как прочность на разрыв и твердость. Однако избыточное давление может привести к анизотропным свойствам, когда прочность увеличивается в одном направлении, но снижается в других. -
Кристалличность.
Для некоторых кристаллических пластмасс выдерживание под давлением может улучшить кристалличность, что приводит к повышению термо- и химической стойкости. Однако это также может привести к снижению прозрачности и жесткости.
Практические последствия
-
Влияние на эффективность производства
Поддержание правильного давления выдержки снижает количество отходов за счет сведения к минимуму дефектов, что приводит к более эффективному производству. -
Закон о балансировании
Ключевым моментом является поиск правильного баланса; слишком большое давление может вызвать внутренние напряжения, тогда как слишком маленькое может не заполнить форму должным образом. Этот хрупкий баланс требует точного контроля и опыта.
Для тех, кто хочет оптимизировать процессы литья под давлением 3 , жизненно важно понимать нюансы выдерживания давления. Правильное управление обеспечивает не только точность размеров, но и повышает общее качество и производительность продукции.
Удержание давления уменьшает следы усадки в формованных деталях.Истинный
Удерживающее давление компенсирует усадку материала, предотвращая дефекты поверхности.
Чрезмерное давление выдержки улучшает прозрачность кристаллических пластиков.ЛОЖЬ
Чрезмерное давление выдержки снижает прозрачность из-за повышенной кристалличности.
Как давление может влиять на механические свойства деталей?
Давление играет решающую роль в определении механических свойств деталей, отлитых под давлением, влияя на все — от прочности до ударной вязкости.
Давление влияет на плотность и кристалличность отлитых под давлением деталей. Более высокое давление увеличивает плотность, повышая прочность на растяжение и изгиб, но также может вызвать внутреннее напряжение, влияющее на ударную вязкость. Правильный контроль давления оптимизирует эти механические свойства.
Роль давления в молекулярном расположении
Давление существенно влияет на расположение и упаковку молекул пластика в процессе литья под давлением. Когда давление увеличивается, молекулы сближаются, увеличивая плотность материала. Такое уплотнение может привести к улучшению механических свойств, таких как более высокая прочность на растяжение и изгиб.
Однако избыточное давление может ориентировать молекулярные цепи в определенном направлении, потенциально анизотропно увеличивая производительность. Хотя это увеличивает прочность в одном направлении, это может ухудшить такие свойства, как ударная вязкость и ударопрочность, в других направлениях из-за внутренних напряжений.
Кристалличность и ее эффекты
Для кристаллических пластиков давление может влиять на степень кристаллизации. Соответствующее давление способствует кристаллизации, что, в свою очередь, повышает термостойкость и химическую стабильность. Увеличение кристалличности обычно повышает стабильность размеров, но может снизить прозрачность и ударную вязкость. Это тонкий баланс, требующий тщательного контроля для оптимизации механических свойств детали.
Балансировка давления для оптимальной производительности
Достижение правильного баланса давления имеет важное значение для оптимизации механических свойств деталей, отлитых под давлением. Если давление слишком низкое, это может привести к недостаточному заполнению форм, что приведет к дефектам, нарушающим структурную целостность. И наоборот, слишком большое давление может привести к высоким внутренним напряжениям и нежелательному анизотропному поведению.
Вот таблица, суммирующая влияние различных уровней давления:
| Уровень давления | Молекулярная структура | Кристалличность | Механические свойства |
|---|---|---|---|
| Низкий | Свободный | Низкий | Слабый, больше дефектов |
| Оптимальный | Плотный | Сбалансированный | Крепкий, однородный |
| Высокий | Чрезмерно ориентированный | Высокий | Сильный в одном направлении; повышенный стресс |
Понимание этих влияний позволяет производителям точно настроить процесс литья под давлением. Регулировка таких параметров, как скорость впрыска 4 и время охлаждения, также может сыграть решающую роль в эффективном управлении этим давлением.
В заключение, освоение нюансов регулирования давления при литье под давлением позволяет существенно повысить механические характеристики деталей. Понимая, как давление влияет на молекулярное расположение и кристалличность, производители могут производить детали с желаемыми механическими характеристиками, сводя к минимуму дефекты и сохраняя стабильность.
Более высокое давление увеличивает прочность на растяжение.Истинный
Повышенное давление увеличивает плотность материала, повышая прочность на разрыв.
Чрезмерное давление снижает прозрачность.Истинный
Высокое давление может увеличить кристалличность, что часто снижает прозрачность.
Заключение
Освоив управление давлением, вы сможете повысить качество и эффективность производства, гарантируя, что ваши формованные детали будут соответствовать самым высоким стандартам.
-
Изучите более глубокие сведения об управлении различными давлениями для оптимального формования. Какие давления используются при литье под давлением? · 1. Давление впрыска · 2. Давление зажима · 3. Противодавление · 4. Давление удержания. ↩
-
Узнайте, как выявить и предотвратить распространенные дефекты литья под давлением. Вот 11 распространенных дефектов литья под давлением, каковы их причины и как их избежать. Ознакомьтесь с нашим руководством по устранению неполадок при литье под давлением! ↩
-
Узнайте о способах повышения эффективности и качества продукции при литье под давлением. Шаги по оптимизации процесса литья под давлением · 1. Проверка функциональности инструмента · 2. Короткие испытания · 3. Исследования уплотнения ворот · 4. Оценка образцов деталей/… ↩
-
Узнайте, как скорость впрыска влияет на ориентацию молекул и характеристики детали. Если сам полиэтилен впрыскивается в форму при более низкой температуре, ориентация обычно становится более выраженной, поскольку пластик быстро затвердевает… ↩




