Вы когда-нибудь задумывались о том, как небольшое изменение в конструкции пресс-формы может спасти ваш продукт от некрасивых линий спекания?
Тщательно продуманные стратегии проектирования пресс-форм, такие как оптимальное расположение литниковых каналов, улучшенная система литниковых каналов и эффективная вентиляция, повышают текучесть расплава, уменьшая количество линий сплавления. Это приводит к получению более прочных, эстетически привлекательных формованных деталей с меньшим количеством дефектов.
Я помню, как впервые столкнулся с запутанной проблемой линий спекания. Это произошло во время проекта по созданию нового устройства, требующего идеального внешнего вида. Задача была очень сложной. Но изучение проектирования пресс-форм оказалось поучительным. Моей первой стратегией стала оптимизация расположения литниковых каналов. Это позволило пластику двигаться плавно и равномерно.
Я выбрал продуманную систему литников, чтобы доставлять материал в каждый угол формы. Вентиляция играла ключевую роль. Это было похоже на открытие окон, чтобы выпустить застоявшийся воздух. Это предотвращало плохой поток. Каждая регулировка была подобна настройке музыкального инструмента. Каждая деталь должна была работать вместе, чтобы достичь цели. По мере совершенствования этих навыков я понял нечто важное. Внимание к деталям заключалось не только в предотвращении образования линий. Оно улучшало весь производственный процесс. Я действительно гордился созданной продукцией.
Расположение литниковых каналов влияет на линии сплавления при проектировании пресс-формы.Истинный
Правильное расположение литниковых каналов обеспечивает равномерный поток расплава, уменьшая количество линий плавления.
Вентиляция не имеет отношения к уменьшению количества линий сварки.ЛОЖЬ
Надлежащая вентиляция предотвращает образование воздушных ловушк, уменьшая количество дефектов в линии сварки.
- 1. Как расположение затворов влияет на линии оптоволокна?
- 2. Как конструкция литниковой системы влияет на текучесть расплава?
- 3. Почему правильная вентиляция имеет решающее значение при проектировании пресс-форм?
- 4. Как внутренние структуры пресс-формы влияют на течение расплава?
- 5. Как шероховатость поверхности влияет на производственные дефекты?
- 6. Заключение
Как расположение затворов влияет на линии оптоволокна?
Вы когда-нибудь задумывались о том, как расположение контрольных точек влияет на успех продукта? Простые решения часто имеют большое значение.
Расположение литниковых каналов напрямую влияет на линии сплавления. Оно определяет траекторию и давление расплавленных материалов при литье под давлением. Правильное расположение литниковых каналов уменьшает видимые швы. Это улучшает как прочность, так и эстетический вид.

Важность расположения ворот
Расположение литниковых каналов в литье под давлением — это как секретный рецепт. Он сочетает в себе искусство и инженерное мастерство. Эти мелкие детали определяют, как будут выглядеть видимые швы, называемые линиями сплавления. Эти швы влияют не только на эстетику¹ , но и на прочность изделия.
Оптимизация размещения ворот
Я помню слова моего наставника, сказанные в начале моей карьеры: «Главное — это текучесть». И это действительно так. Оптимизация расположения литниковых каналов помогает расплавленному пластику легко перемещаться. Представьте, что вы добавляете каплю красителя в миску с водой — вы хотите, чтобы он равномерно распределился. Одноточечный литниковый канал в центре квадратной формы обеспечивает именно это.
Многоточечная синергетическая конструкция затвора
Однако сложные конструкции требуют более тщательного обдумывания. Здесь вступают в игру многоточечные затворы. Каждый затвор должен хорошо синхронизировать поток, чтобы избежать неравномерного пересечения потоков. Представьте себе дирижирование оркестром: каждый музыкант должен играть в нужное время, точно так же, как каждый затвор должен обеспечивать одинаковые температуры и давление в точках пересечения.
| Аспект | Одноточечные ворота | Многоточечные ворота |
|---|---|---|
| Простота дизайна | Высокий | Низкий |
| Идеально подходит для | Простые формы | Сложные формы |
| Риск линии слияния | Ниже | Более высокий (если не оптимизированный) уровень |
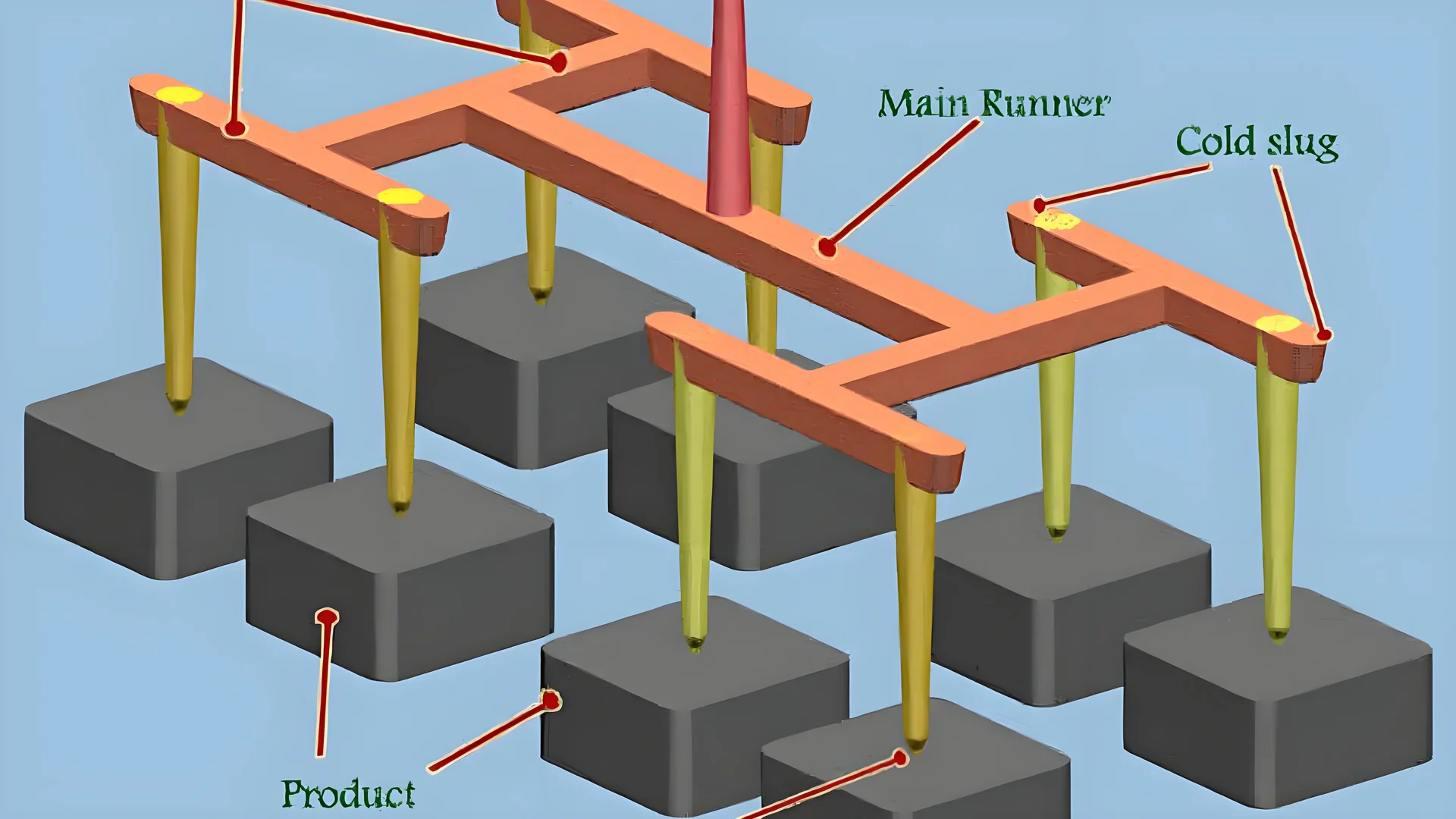
Проектирование беговой системы
Система каналов играет важную роль. Неправильные конструкции приводят ко многим проблемам. Размер и форма каналов имеют огромное значение. Однажды я заменил канал на канал с круглым поперечным сечением — это изменение значительно уменьшило теплопотери и улучшило баланс потока.
- Полости для холодного материала: Эти полости действуют как крошечные герои, захватывая холодный материал до того, как он повредит линии термоядерного синтеза. Размер должен соответствовать объему материала и циклу впрыска.
Конструкция поверхностей разъема пресс-формы и системы вентиляции
Выбор правильной разделительной поверхности — это навык; избегайте участков, которые должны выглядеть идеально. Однажды я работал над проектом с изогнутой поверхностью, где правильный выбор поверхности позволил практически скрыть линии сплавления.
- Конструкция вентиляции: Хорошая вентиляция имеет важное значение; я неоднократно регулировал вентиляционные щели в углах полости, чтобы обеспечить идеальный поток воздуха и предотвратить образование воздушных карманов, нарушающих слияние расплавленных сред.
Использование внутренней структуры плесени
Такие мелочи, как направляющие блоки или канавки, становятся настоящим спасением, поскольку они плавно направляют потоки расплава. Регулировка шероховатости поверхности также помогает обеспечить более плавный поток с меньшим количеством линий плавления.
Расположение литников кажется сложной задачей, но на самом деле это сочетание креативности и точности, способное кардинально изменить проект. Мастерство в выборе типов литников, конструкции литниковых каналов и структуры пресс-форм значительно повышает качество продукции.
В этой увлекательной области еще многое предстоит узнать; каждая методика или пример из практики предоставляет возможность для обучения тем, кто заинтересован в более глубоком изучении конкретных методов или примеров, связанных с литьем под давлением² . Для получения дополнительной информации посетите доступные ресурсы.
Размещение затвора в одной точке снижает риск повреждения линии имплантации.Истинный
Централизованные одноточечные литниковые каналы обеспечивают равномерный поток расплава, сводя к минимуму линии плавления.
Многоточечные ворота идеально подходят для простых форм.ЛОЖЬ
Многоточечные затворы подходят для сложных форм, требующих синхронизированного потока во избежание образования линий сплавления.
Как конструкция литниковой системы влияет на текучесть расплава?
Вы когда-нибудь задумывались о том, как конструкция литниковой системы влияет на процесс литья под давлением?
В литье под давлением конструкция литниковой системы имеет решающее значение. Она контролирует поток расплава. Эта конструкция влияет на все, от количества дефектов до качества конечного продукта. Важными аспектами являются расположение литников, размер литников и правильная вентиляция.
Важность размещения ворот
Поначалу я не понимал важности расположения литниковых каналов в литьевых формах. Представьте себе ситуацию: я пытался отлить простой цилиндр. На бумаге всё выглядело идеально, но результат меня разочаровал. Затем я открыл для себя волшебство размещения одного литникового канала в центре. Это изменение обеспечило равномерный поток расплава и значительно уменьшило те надоедливые линии сплавления, которые были у меня раньше. Для сложных форм я обнаружил, что использование нескольких литниковых каналов работает лучше всего; всё дело в балансировке потока и уменьшении дефектов для улучшения общего качества.
Ключевые элементы конструкции направляющих систем
Главный коллектор и впускной коллектор
В начале моей карьеры неравномерное распределение расплава было распространенной проблемой. Я понял, что размер и форма основного литникового канала и коллектора имеют очень важное значение. Выбор круглого поперечного сечения помог минимизировать потери тепла и обеспечить стабильный поток расплава. Избегание острых углов снизило риск застоя, что предотвратило образование линий плавления⁴ . В результате улучшилась однородность продукции.
| Дизайн аспект | Влияние на текучесть расплава |
|---|---|
| Форма бегуна | Снижает сопротивление и теплопотери |
| Размер коллектора | Поддерживает стабильный поток |
| Полости из холодного материала | Собирает холодный материал, предотвращая образование сварочных швов |
Полости из холодного материала
Стратегическое размещение полостей для холодного материала стало для меня ключевым уроком. Поначалу я не понимал их роли в удержании первоначального холодного материала. Открытие этого, вероятно, изменило ситуацию, поскольку позволило избежать препятствий, влияющих на плавление расплава, в полости моей формы.
Конструкция поверхностей разъема пресс-формы и вентиляционных отверстий
Выбор правильных поверхностей разъема был критически важен в процессе проектирования, чтобы избежать ключевых зон, влияющих на внешний вид, и эффективно управлять потоком расплава. Хорошо продуманная система вентиляции эффективно удаляла застрявший воздух, предотвращая образование этих досадных воздушных карманов.
Направление потока внутри пресс-форм
Блоки или канавки, направляющие поток, регулировали направление расплава по желаемым траекториям, обеспечивая равномерное распределение вокруг сложных структур, таких как ребра или стержни. Регулировка шероховатости поверхности в форме была еще одним методом; более гладкие поверхности значительно улучшали качество сплавления за счет уменьшения шунтирования.
Применение этих принципов проектирования внесло реальные изменения в мои процессы литья. Удивительно, как тщательное внимание может существенно повлиять на качество продукции и эффективность производства.
Центральное расположение литникового канала обеспечивает равномерный поток расплава в простых формах.Истинный
Центральные литники простой геометрической формы, например, квадратной, обеспечивают равномерное распределение расплава.
Острые углы в конструкции литниковых каналов повышают эффективность потока расплава.ЛОЖЬ
Острые углы увеличивают риск застоя, препятствуя эффективному потоку расплава.
Почему правильная вентиляция имеет решающее значение при проектировании пресс-форм?
Когда я начал изучать проектирование пресс-форм, вентиляция казалась мне незначительной деталью. Однако вентиляция имеет решающее значение. Она играет важную роль в предотвращении досадных дефектов.
Правильная вентиляция в конструкции пресс-формы имеет очень важное значение. Захваченный воздух и газы находят пути выхода во время процесса формования. Этот процесс предотвращает дефекты. Значительно уменьшаются воздушные карманы, дефекты поверхности и неполное заполнение.

Роль вентиляции в проектировании пресс-форм
Вентиляция — критически важный аспект конструкции пресс-формы , обеспечивающий качество формованных изделий. При впрыскивании расплавленного пластика в пресс-форму происходит вытеснение воздуха и газов. При недостаточной вентиляции могут возникать дефекты, такие как воздушные карманы или поверхностные дефекты . Я усвоил этот урок на собственном горьком опыте во время своего первого крупного проекта.
Эффективные методы вентиляции
- Вентиляционные щели : Стратегическое размещение этих щелей в местах, где форма заполняется последней, например, в углах или по краям, значительно повышает эффективность.
- Газопроницаемая сталь : Этот материал пропускает газы, удерживая при этом пластик, что обеспечивает бесперебойный процесс вентиляции.
| Аспект вентиляции | Описание |
|---|---|
| Расположение | Углы, края |
| Материал | Газопроницаемый |
| Глубина и ширина | Зависит от материала |
Предотвращение распространенных неисправностей с помощью надлежащей вентиляции
Без надлежащей вентиляции может возникнуть ряд проблем:
- Воздушные карманы : Эти зазоры ослабляют прочность детали, создавая пустоты внутри отформованной детали.
- Дефекты поверхности : Захваченный воздух и газы вызывают косметические дефекты на поверхности изделия.
- Неполное заполнение : Воздух может блокировать поток пластика, в результате чего некоторые участки остаются незаполненными.
Методом проб и ошибок я обнаружил, что вентиляционные отверстия не должны быть слишком широкими или слишком мелкими. Размер зависит от таких факторов, как тип используемого пластика и параметры литья под давлением 6 .
Взаимодействие конструкции вентиляционной и проходной системы
Конструкция воздуховодов также влияет на эффективность вентиляции. Хорошо спроектированная система воздуховодов обеспечивает лучший поток и снижает противодавление, позволяя воздуху легко выходить.
- Основной воздуховод и коллектор : их размер и форма должны соответствовать потребностям продукта, чтобы обеспечить стабильный поток и эффективную вентиляцию.
- Полости для холодных материалов : расположены в конце потока для улавливания более холодных материалов, которые могут препятствовать надлежащей вентиляции.
Благодаря эффективному расположению этих компонентов я оптимизировал процесс вентиляции 7 , способствуя бесшовному слиянию расплава и минимизируя дефекты. Внимание к этим мелким деталям позволяет избежать дорогостоящих переделок или дефектов и обеспечивает эффективную работу пресс-форм.
Вентиляция предотвращает образование воздушных пузырьков в формованных изделиях.Истинный
Надлежащая вентиляция позволяет выходить скопившемуся воздуху, предотвращая образование пустот.
Газопроницаемая сталь неэффективна для вентиляции.ЛОЖЬ
Газопроницаемая сталь эффективно пропускает газы, способствуя их отводу.
Как внутренние структуры пресс-формы влияют на течение расплава?
Вы когда-нибудь задумывались, как мельчайшие детали в конструкции пресс-формы влияют на движение расплавленного пластика, превращая его в идеальное изделие?
Внутренние конструкции пресс-формы влияют на поток расплава. Они стратегически размещают литники. Они проектируют эффективные системы литниковых каналов. Они регулируют текстуру поверхности. Эти элементы обеспечивают равномерное распределение. Они минимизируют линии сплавления. Они улучшают качество продукции. Они действительно улучшают качество.
Оптимизация размещения ворот
Представьте, что вы работаете над проектом, где размещение одной маленькой заслонки меняет всё. Это как если бы я переставил мебель в гостиной и вдруг обнаружил, что места стало намного больше! В проектировании пресс-форм размещение заслонки в центре квадратной или круглой формы помогает пластику равномерно распределяться. Это как солнечный свет, проникающий через окно. Такое грамотное расположение уменьшает количество проблемных линий сплавления, которые портят гладкую поверхность изделия.
Для больших или сложных форм требуется несколько литниковых каналов, например, множество дверей, позволяющих зрителям беспрепятственно покидать стадион. Многоточечная конструкция литниковых каналов позволяет каждому каналу взаимодействовать с другими, легко направляя расплав через форму. Когда расплав из разных литниковых каналов встречается при схожих температурах и давлениях, он прекрасно смешивается, подобно хорошо исполненной симфонии.
Проектирование системы направляющих
Хорошо продуманная система литников — это как планирование идеального маршрута для автомобильного путешествия. Правильный размер и круглая форма уменьшают потери тепла и сопротивление, помогая расплаву беспрепятственно течь через форму. Представьте себе автомобиль, плавно скользящий по шоссе. Важно избегать острых углов, так же как и неожиданных лежачих полицейских!
Полости из холодного материала на конце канала подачи действуют как маленькие ловушки для охлажденных материалов. Они могут нарушить процесс плавления расплава. Подбор их размера в соответствии с объемом пластика и циклом впрыска обеспечивает плавную работу каждый раз.
| Особенность | Важность |
|---|---|
| Основной размер бегуна | Обеспечивает стабильный поток расплава |
| Форма коллектора | Минимизирует сопротивление |
| Полости из холодного материала | Предотвращает разрушение плавления холодным материалом |
Поверхности разъема пресс-формы и вентиляция
Выбор поверхностей деталей пресс-формы подобен выбору рубашки, которую не нужно гладить. Избегание ключевых участков поверхности детали предотвращает появление видимых следов, подобно тому как пропуск сложных швов предотвращает появление складок на одежде. При работе со сложными поверхностями равномерный поток расплава уменьшает количество сварных швов.
Конструкция вентиляции очень важна. Это как открыть окна, чтобы впустить свежий воздух, предотвращая образование воздушных пробок, которые портят ваш продукт. Стратегически расположенные вентиляционные отверстия в углах полости помогают обеспечить бесперебойную работу всего процесса.
Использование внутренних структур пресс-форм
Внутренние литейные конструкции направляют расплав, подобно опытным гидам, проводящим туристов по живописным местам. Блоки или канавки, направляющие поток, обеспечивают равномерное заполнение всех пространств. Регулировка шероховатости поверхности в сложных местах сглаживает движение, подобно свежеуложенным дорогам.
Для получения практических советов изучите наши методы литья пластмасс под давлением 8. В них теория представлена на реальных примерах. Усовершенствуя эти детали, производители значительно улучшают текучесть расплава. Это положительно сказывается на качестве и эффективности.
Подробнее изучите конструкции литниковых систем 9. Они действительно влияют на различные материалы и формы.
Центральные литниковые каналы минимизируют линии сплавления в квадратных формах.Истинный
Центральные затворы обеспечивают равномерный радиальный поток, уменьшая количество линий сварки.
Круглые литники увеличивают потери тепла в потоке расплава.ЛОЖЬ
Круглые направляющие фактически минимизируют потери тепла и сопротивление.
Как шероховатость поверхности влияет на производственные дефекты?
Вы когда-нибудь задумывались о том, как такая элементарная вещь, как текстура поверхности, влияет на качество продукта? Иногда именно от неё зависит успех или неудача продукта.
Шероховатость поверхности имеет огромное значение в производстве. Она влияет на взаимодействие материалов и помогает снизить количество дефектов. Точная настройка текстуры поверхности позволяет производителям уменьшить такие проблемы, как линии сплавления и воздушные пузырьки. Этот процесс значительно улучшает качество продукции и повышает её долговечность. А долговечность имеет огромное значение.

Влияние текстуры поверхности на течение материала
Когда я впервые занялся проектированием пресс-форм, я был действительно поражен. Даже небольшие изменения текстуры поверхности влияли на поведение материалов во время производства. Представьте, что вы льете мед сначала на гладкий стол, а затем на шероховатый. Шероховатость поверхности влияет на движение материалов. Гладкая поверхность позволяет материалам течь равномерно, обеспечивая равномерное заполнение форм. Эта гладкость уменьшает количество дефектов, таких как линии сплавления.
| Уровень шероховатости | Влияние на материальный поток |
|---|---|
| Высокая шероховатость | Повышенное сопротивление потоку |
| Средняя шероховатость | Сбалансированное регулирование потока |
| Низкая шероховатость | Более плавный и равномерный поток |
Сокращение количества дефектов за счет оптимизации поверхности
В литье под давлением я быстро понял, насколько важна регулировка шероховатости поверхности сердечника пресс-формы. Это как настройка гитары для получения идеального звучания. При правильной настройке процент брака может значительно снизиться. Регулировка шероховатости способствует лучшему сплавлению материалов, предотвращая образование воздушных пузырьков и неровных соединений.
- Пример : Однажды мне пришлось столкнуться со сложным проектом. В местах, подверженных шунтированию, уменьшение шероховатости улучшало текучесть расплава и качество плавления.
Практическое применение в проектировании пресс-форм
Оптимизация размещения затворов:
- Правильное расположение одноточечных литников способствует сбалансированному потоку материала. Для сложных форм использование многоточечной конструкции литников помогает равномерному соприкосновению расплавленного материала.
Проектирование рабочих органов: Правильный размер рабочих органов и коллектора обеспечивает стабильный поток. Это также снижает потери тепла и минимизирует застой и дефекты.
| Элемент дизайна | Цель |
|---|---|
| Основной размер бегуна | Стабилизирует поток, снижает теплопотери |
| Полости из холодного материала | Улавливает расплавленный металл, предотвращает дефекты |
Синергия вентиляции воздуха и шероховатости поверхности
Разработка вентиляционных отверстий стала для меня еще одним важным уроком. Хорошо вентилируемые формы позволяют газам легко выходить наружу. Регулировка шероховатости поверхности вблизи вентиляционных отверстий улучшает отвод воздуха и уменьшает образование дефектов.
- Стратегия вентиляции: размещение вентиляционных отверстий в оптимальном месте обеспечивает беспрепятственный выход воздуха и газов, предотвращая образование воздушных пузырей, которые приводят к дефектам.
Заключение
Шероховатость поверхности — это не просто мелочь; это ключевой фактор снижения производственных дефектов. Оптимизация шероховатости значительно повышает качество и надежность продукции. Понимание того, как она взаимодействует с другими элементами конструкции, имеет решающее значение для достижения наилучших результатов в производственных процессах.
Этот анализ демонстрирует огромную важность тщательного управления текстурой поверхности для предотвращения дефектов при резке в различных областях применения.
Высокая шероховатость поверхности увеличивает сопротивление потоку.Истинный
Высокая шероховатость создает трение, препятствуя перемещению материала.
Шероховатость поверхности не влияет на количество дефектов.ЛОЖЬ
Регулировка шероховатости оптимизирует поток, уменьшая количество дефектов.
Заключение
Оптимизация конструкции пресс-формы за счет стратегического размещения литниковых каналов, систем литниковых каналов и эффективной вентиляции значительно уменьшает количество линий сплавления, улучшая внешний вид и прочность изделий в процессе литья под давлением.
-
Узнайте, как стратегическое расположение литников улучшает внешний вид продукции, сводя к минимуму видимые швы. ↩
-
Узнайте о решающей роли размещения литниковых каналов в получении продукции без дефектов. ↩
-
Узнайте о литниковых каналах с одной точкой соединения и о том, как они обеспечивают равномерный поток расплава в формах простой геометрии. ↩
-
Разберитесь в причинах образования катодных линий и в том, как правильная конструкция направляющих может их предотвратить. ↩
-
Узнайте, почему вентиляция жизненно важна для устранения таких дефектов, как воздушные ловушки в пресс-формах. ↩
-
Узнайте о важнейших параметрах, влияющих на эффективность вентиляции плесени. ↩
-
Изучите стратегии повышения эффективности вентиляции в литьевых формах. ↩
-
Узнайте о практическом применении управления потоком расплава в литье под давлением. ↩
-
Узнайте, как литниковые системы влияют на текучесть расплава и качество продукции. ↩
-
Узнайте о многоточечных стратегиях формирования литниковых каналов для достижения лучшего распределения расплава в сложных конструкциях пресс-форм. ↩