

Литье под давлением является краеугольным камнем современного производства, однако достижение оптимальной эффективности по-прежнему остается сложной задачей.
Конструкция литниковых каналов играет решающую роль в повышении эффективности литья под давлением, оптимизируя поток расплавленного пластика в пресс-формы. Правильно спроектированные литниковые каналы могут сократить время цикла, минимизировать отходы и обеспечить стабильное качество продукции, в конечном итоге повышая общую эффективность процесса литья.
Хотя понимание основных принципов проектирования литниковых каналов имеет решающее значение, изучение подробных стратегий и передовых методов может значительно повысить эффективность ваших операций по литью под давлением. Давайте углубимся в конкретные методы проектирования литниковых каналов, которые могут преобразовать эффективность вашего производства.
Системы горячего литья минимизируют потери материала при литье под давлением.Истинный
Системы горячего литья поддерживают пластик в расплавленном состоянии, устраняя затвердевшие отходы и повышая эффективность.
- 1. В чём заключаются основные различия между системами горячего и холодного литья?
- 2. Как размер литникового канала влияет на эффективность литья под давлением?
- 3. Почему сбалансированная компоновка направляющих имеет важное значение для обеспечения стабильного качества?
- 4. Как свойства материалов влияют на решения, принимаемые при проектировании литниковых систем?
- 5. Заключение
В чём заключаются основные различия между системами горячего и холодного литья?
Системы горячего и холодного литья играют ключевую роль в литье пластмасс под давлением, каждая из которых предлагает уникальные преимущества для различных применений.
Системы горячего литья поддерживают расплавленный пластик внутри формы, что исключает отходы и сокращает время цикла. Системы холодного литья, напротив, требуют удаления затвердевших литников с каждым циклом, что приводит к большему количеству отходов материала, но часто к снижению первоначальных затрат.
Исследование систем горячего литья
Системы горячего литья предназначены для поддержания высокой температуры пластикового материала и его жидкого состояния во время протекания по литниковому каналу в полость пресс-формы. Эта система может быть очень эффективной для крупномасштабного производства благодаря ряду преимуществ:
- Сокращение отходов : Поскольку при каждом цикле не требуется удалять затвердевшие частицы материала, количество отходов сводится к минимуму.
- Сокращение времени цикла : Поддерживая постоянную температуру, горячеканальные системы сокращают фазу охлаждения, тем самым уменьшая общее время цикла.
- Стабильное качество : устойчивая температура плавления обеспечивает однородность каждой произведенной детали.
Например, при производстве крупных автомобильных компонентов, таких как бамперы, система горячего канала может поддерживать оптимальный поток расплава на протяжении всего процесса, повышая как эффективность, так и качество продукции.
Понимание систем холодного литья
Системы холодного литья, как правило, более просты и состоят из простого канала, вырезанного в форме, который направляет расплавленный пластик в полости. Каналы затвердевают вместе с деталями и выталкиваются в конце каждого цикла. Ключевые характеристики включают:
- Снижение первоначальных затрат : Простота конструкции форм с холодным литником, как правило, делает их производство более дешевым.
- Гибкость в использовании материалов : Системы холодного литья совместимы с более широким спектром материалов по сравнению с системами горячего литья.
- Оптимизация конструкции : За счет оптимизации конструкции — использования коротких прямых направляющих или выбора оптимальных форм поперечного сечения — эффективность может быть значительно повышена.
Рассмотрим сценарий производства небольших пластиковых изделий, таких как крышки или кнопки; использование системы холодного литья может быть экономически выгодным и при этом обеспечивать приемлемую эффективность за счет усовершенствования конструкции литниковых каналов.
Сравнительный анализ: системы горячего и холодного вращения
| Особенность | Система горячего литья | Система холодного пуска |
|---|---|---|
| Материальные отходы | Минимальное количество литников (только если они есть) | Высокий (бегуны – это отходы) |
| Первоначальные затраты | Высший (сложная система) | Более низкий (более простой дизайн) |
| Время цикла | Более высокая скорость (нет необходимости охлаждать твердые обтекатели) | Медленнее (бегунам нужно остыть) |
| Совместимость материалов | Ограничено термопластами, способными выдерживать более высокие температуры | Широкий ассортимент термопластов |
| Обслуживание | Более сложная структура из-за наличия нагревателей и коллекторных систем | Проще, требует меньше обслуживания |
В конечном итоге, выбор между системами горячего и холодного литья зависит от таких факторов, как объем производства, выбор материалов и соображения стоимости. Для крупномасштабных операций, требующих высокой эффективности и минимизации отходов, часто предпочтение отдается системам горячего литья. В то же время, системы холодного литья могут быть отличным выбором для небольших объемов производства или когда необходимо минимизировать первоначальные затраты. Понимая эти различия¹ , производители могут лучше адаптировать свои процессы для достижения оптимальной эффективности.
Системы горячего литья позволяют сократить потери материала за счет исключения твердых литниковых каналов.Истинный
Системы горячего литья поддерживают пластик в расплавленном состоянии, предотвращая образование твердых отходов.
Системы с холодным каналом обходятся дороже в обслуживании, чем системы с горячим каналом.ЛОЖЬ
Холодноканальные системы проще в эксплуатации и требуют меньше технического обслуживания, чем горячеканальные.
Как размер литникового канала влияет на эффективность литья под давлением?
Размер литникового канала имеет решающее значение в литье под давлением, влияя как на эффективность, так и на качество продукции.
Регулировка размера литниковых каналов влияет на эффективность литья под давлением, обеспечивая баланс между сопротивлением потоку и расходом материала. Оптимальный размер литниковых каналов гарантирует минимальные потери давления и эффективный поток материала, сокращая время цикла и повышая стабильность качества продукции.
Понимание влияния диаметра рабочего колеса
Диаметр литникового канала напрямую влияет на сопротивление потоку и давление впрыска в процессе литья под давлением² . Правильно подобранный диаметр оптимизирует поток пластика, что имеет решающее значение для достижения высокой эффективности.
- Малый диаметр литника: идеально подходит для мелких деталей и пластмасс с хорошей текучестью, этот выбор минимизирует потери материала. Однако он может увеличить сопротивление потоку, что повлияет на время цикла, если выбор сделан необдуманно.
- Большой диаметр литника: подходит для крупных деталей и пластмасс с низкой текучестью. Хотя он снижает сопротивление потоку, слишком большой диаметр может привести к потерям материала.
Например, для изготовления мелких изделий, таких как чехлы для мобильных телефонов, часто требуется диаметр 2-4 мм, тогда как для крупных изделий, таких как автомобильные бамперы, может потребоваться диаметр более 10 мм.
Важность длины бегуна
Длину литникового канала следует минимизировать, чтобы уменьшить потери давления и предотвратить преждевременное охлаждение пластика.
- Короткоходные литники: Они эффективны, поскольку сокращают время потока, что крайне важно для деталей, требующих быстрого цикла.
- Длинные направляющие: могут привести к затвердению пластика до заполнения полости, что повлияет на качество и эффективность.
Внедрение метода многоточечной инъекции позволяет эффективно сократить длину вибролита.
Оптимизация расположения бегунов для повышения эффективности
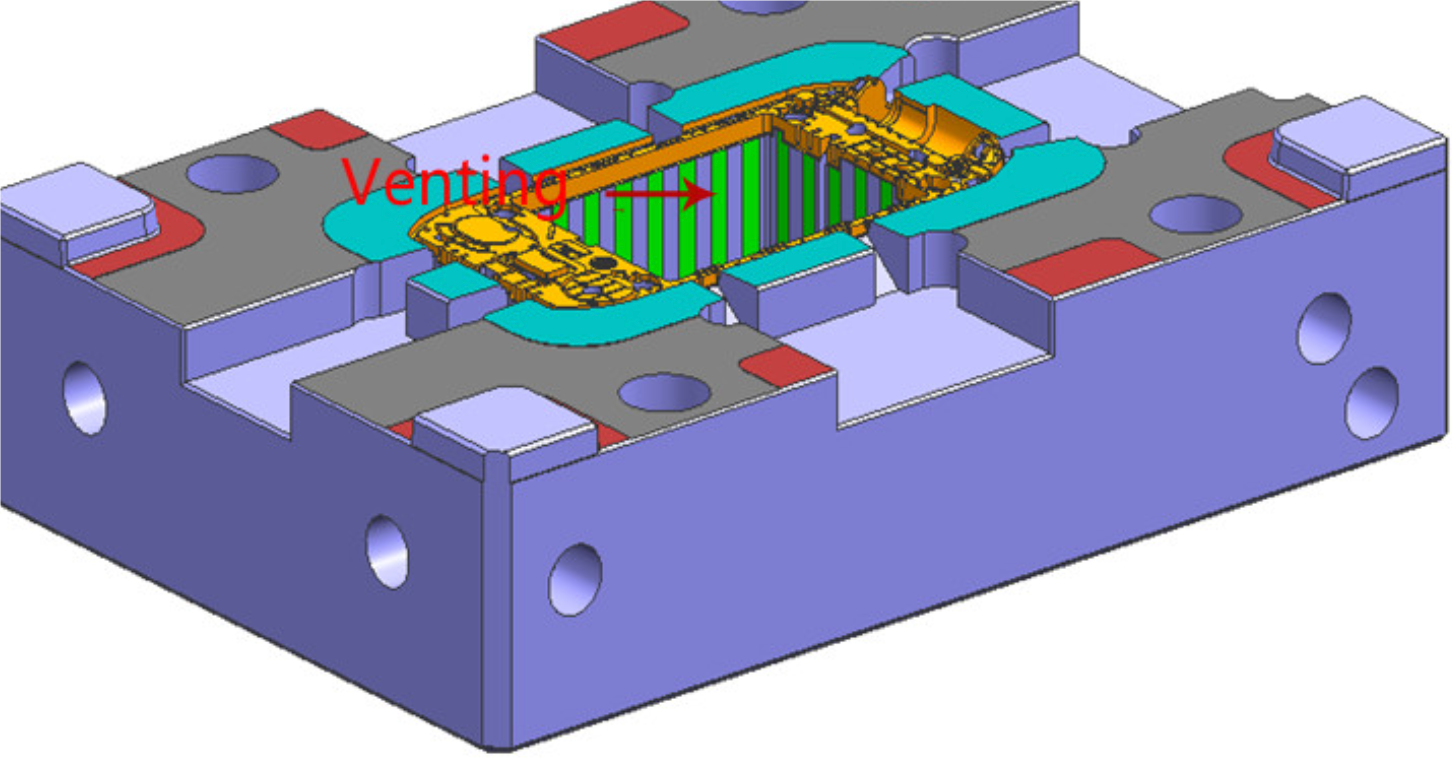
Грамотно спланированная компоновка каналов может значительно повысить эффективность, обеспечивая сбалансированное заполнение и минимальное сопротивление потоку.
- Сбалансированная конструкция канавки: такой подход обеспечивает равномерное распределение давления по полостям, предотвращая переполнение или недополнение.
- Каналы с плавным потоком: уменьшение количества поворотов и изгибов в конструкции направляющих минимизирует сопротивление, увеличивая скорость потока.
Использование программного обеспечения для балансировки дорожек ( версия 3) может помочь добиться идеальной планировки.
Оценка свойств материалов
Такие характеристики материала, как текучесть и усадка, существенно влияют на решения о выборе размера литникового канала.
- Вопросы текучести: Для пластмасс с высокой текучестью можно использовать литники меньшего диаметра; для пластмасс с низкой текучестью требуются литники большего диаметра для поддержания эффективности.
- Факторы усадки: Для материалов с высокой усадкой может потребоваться корректировка конструкции литниковой системы для обеспечения стабильности размеров после формования.
Учет этих факторов гарантирует, что выбранный размер литникового канала обеспечит оптимальные результаты литья под давлением.
Использование литников меньшего диаметра позволяет сократить расход материала при литье под давлением.Истинный
Небольшие каналы минимизируют расход материала, но могут увеличить сопротивление потоку.
Большой диаметр литниковых каналов всегда повышает эффективность литья под давлением.ЛОЖЬ
Большие направляющие уменьшают сопротивление, но могут приводить к перерасходу материала, если их размер слишком велик.
Почему сбалансированная компоновка направляющих имеет важное значение для обеспечения стабильного качества?
Обеспечение стабильного качества при литье под давлением зависит от хорошо сбалансированной компоновки литниковых каналов.
Сбалансированная компоновка литниковых каналов имеет решающее значение для поддержания стабильного качества при литье под давлением. Она обеспечивает равномерное заполнение полостей, предотвращает такие дефекты, как недозаполнение или перезаполнение, и стабилизирует качество формованных деталей. Оптимизируя компоновку литниковых каналов, производители могут добиться большей эффективности и лучшей стабильности качества продукции.
Понимание роли расположения бегунов
Сбалансированная компоновка литниковых каналов имеет решающее значение, поскольку она обеспечивает равномерное заполнение каждой полости расплавленным пластиком в процессе литья под давлением. Равномерное заполнение необходимо для предотвращения таких дефектов, как неполное заполнение, облой или деформация, которые могут возникнуть при недостаточном или избыточном заполнении некоторых полостей. Последовательная компоновка литниковых каналов обеспечивает стабильное распределение давления и температуры по всем полостям, гарантируя, что каждая отлитая деталь соответствует требуемым стандартам качества.
Методы достижения баланса
-
Программное обеспечение для балансировки бегуна
Использование программных инструментов может помочь в проектировании сбалансированной системы литниковых каналов. Эти программы имитируют поток пластика через систему каналов, помогая проектировщикам корректировать размер и расположение каналов для достижения равномерного времени заполнения и давления.
-
Эмпирические формулы
Опытные конструкторы часто используют эмпирические формулы для расчета оптимальных размеров литниковых каналов. Эти расчеты учитывают такие факторы, как количество полостей, вязкость пластика и желаемое время цикла.
-
Регулировка углов и длины ветвей
В многогнездных формах регулировка углов и длины ответвлений может помочь равномерно распределить пластик. Это включает в себя корректировку геометрии литниковых каналов таким образом, чтобы каждая полость получала одинаковый объем материала синхронно.
Проблемы и решения
Проблема: Различия в заполнении полостей из-за несбалансированных литниковых каналов могут приводить к непостоянному качеству деталей.
Решение: Внедрение сбалансированной компоновки рабочих каналов с использованием оптимизированных каналов потока 5 минимизирует потери давления и сокращает время цикла.
Пример из практики: повышение эффективности за счет сбалансированной тренировки бегунов
Рассмотрим производителя, выпускающего сложные многогнездные пресс-формы для автомобильных компонентов. Первоначально они столкнулись с проблемами, связанными с неравномерным качеством продукции из-за несбалансированной компоновки литниковых каналов. Применив сбалансированный подход к проектированию, включающий программное моделирование и эмпирические корректировки, они добились равномерного заполнения полостей. Это привело к сокращению времени цикла на 15% и значительному улучшению однородности деталей.
Таким образом, сбалансированная компоновка литниковых каналов не только повышает эффективность процесса литья под давлением, но и гарантирует соответствие каждого изделия строгим стандартам качества.
Сбалансированная компоновка литниковых каналов предотвращает дефекты литья под давлением.Истинный
Сбалансированная компоновка обеспечивает равномерное заполнение, предотвращая такие дефекты, как деформация.
Несбалансированные литники сокращают время цикла в процессах формования.ЛОЖЬ
Несбалансированные направляющие приводят к неравномерному заполнению, что потенциально увеличивает время цикла.
Как свойства материалов влияют на решения, принимаемые при проектировании литниковых систем?
Свойства материала напрямую влияют на конструкцию рабочего колеса, определяя размер и расположение каналов для оптимальной эффективности.
Свойства материала, такие как пластическая текучесть и усадка, существенно влияют на решения, касающиеся конструкции литниковых каналов. Корректировка размеров и расположения литниковых каналов позволяет учитывать эти свойства, обеспечивая плавный поток, сокращая отходы и поддерживая качество продукции. Понимание этих характеристик материала имеет важное значение для повышения эффективности литья под давлением.
Понимание текучести пластмасс
Текучесть пластикового материала определяет, насколько легко он может протекать через литниковую систему в процессе литья под давлением. Например, такие материалы, как полиэтилен и полипропилен, обладают высокой текучестью, что позволяет использовать литники меньшего диаметра. Для перемещения таких материалов через литник требуется меньшее усилие, что сокращает время цикла и энергопотребление.
Напротив, для пластмасс с меньшей текучестью, таких как поликарбонат и полифениленэфир, необходимы литники большего диаметра для обеспечения надлежащего потока. Эта регулировка имеет решающее значение для предотвращения дефектов и обеспечения эффективного попадания расплавленного пластика во все части формы.
Кроме того, важна и длина литниковых каналов. Для высокотекучих пластмасс предпочтительны более короткие каналы, чтобы минимизировать потери давления и предотвратить преждевременное охлаждение. Для материалов с меньшей текучестью могут потребоваться более длинные каналы, но их необходимо тщательно проектировать, чтобы поддерживать достаточный нагрев и давление на протяжении всего потока.
Вопросы, связанные с усадкой материала
Усадка — ещё один важный фактор, влияющий на конструкцию литниковых каналов. Материалы с высокой степенью усадки, такие как АБС-пластик, требуют тщательного учета размеров литниковых каналов. Для компенсации склонности материала к сжатию при охлаждении может потребоваться больший диаметр. Кроме того, зачёт усадки в конструкции может предотвратить неточности размеров конечного продукта.
Компоновку литниковой системы также следует корректировать с учетом характеристик усадки. Грамотно спроектированная компоновка может обеспечить равномерное заполнение формы материалом, несмотря на тенденцию к усадке, поддерживая тем самым однородность и качество продукции.
Для наглядности рассмотрим сравнение свойств материалов и их влияние на конструкцию литниковой системы:
| Материал | Текучесть | Коэффициент усадки | Рекомендации по размеру бегуна |
|---|---|---|---|
| Полиэтилен | Высокий | Низкий | Маленький |
| Поликарбонат | Низкий | Высокий | Большой |
| Полипропилен | Высокий | Умеренный | Маленький |
| АБС | Умеренный | Высокий | Большой |
Адаптация конструкции литников к свойствам материала
Учет уникальных свойств различных материалов при проектировании литниковых каналов требует тонкого подхода. Помимо текучести и усадки, такие факторы, как теплопроводность и химическая стойкость, также играют роль в определении оптимальных конструктивных характеристик.
Например, для некоторых материалов могут потребоваться системы горячего литья 6 для поддержания постоянной температуры на протяжении всего процесса, что минимизирует риск преждевременного затвердевания. Для других могут быть полезны системы холодного литья 7 , оптимизированные для экономической эффективности при крупномасштабном производстве.
В конечном итоге, понимание и использование свойств материалов позволяет производителям оптимизировать процессы литья под давлением, сокращая количество отходов, сокращая время цикла и обеспечивая высокое качество продукции.
Для получения высокотекучих пластмасс используются литники меньшего диаметра.Истинный
Для текучести материалов требуется меньшее усилие, что позволяет использовать литники меньшего диаметра.
АБС-пластик обладает низким коэффициентом усадки.ЛОЖЬ
АБС-пластик обладает высокой усадкой, что требует использования литниковых каналов большего диаметра.
Заключение
Оптимизация конструкции литниковых каналов имеет решающее значение для повышения эффективности литья под давлением. Применяя эти знания, производители могут добиться более быстрых циклов, сокращения отходов и повышения качества продукции.
-
Узнайте больше о выборе между системами горячего и холодного литья: Системы горячего литья, как правило, имеют значительно более короткие циклы, чем системы холодного литья. Отсутствие каналов значительно сокращает количество… ↩
-
В статье рассматривается влияние диаметра литниковой системы на эффективность и качество формования: диаметр литниковой системы играет важную роль: если он слишком мал, материал может слишком быстро застывать, создавая слишком узкий эффективный канал для заполнения формы… ↩
-
Узнайте, как программное обеспечение помогает эффективно оптимизировать компоновку литниковых каналов: с помощью Moldex3D Flow вы можете четко наблюдать за поведением расплава, точно определять потенциальные зоны сварки, а также выявлять проблемы с недоливом расплава, образованием воздушных пузырьков и т.д. ↩
-
Узнайте, почему равномерное заполнение имеет решающее значение для литья без дефектов: конструкция должна обеспечивать сбалансированный поток материала в каждой полости и одновременное ее заполнение. Например, радиальные литники, линейные литники, Y-образные литники… ↩
-
Узнайте, как снижение потерь давления улучшает время цикла: В этой статье представлены 6 надежных, повторяемых шагов, которые помогут оптимизировать процесс изготовления пластиковых деталей с использованием литья под давлением по индивидуальному заказу. ↩
-
Узнайте, как системы горячего литья улучшают температурную стабильность и сокращают количество отходов. Кроме того, в системах горячего литья обычно можно использовать более низкое давление впрыска, что уменьшает деформацию пресс-формы и плиты и предотвращает образование облоя… ↩
-
Узнайте о преимуществах с точки зрения экономии средств при крупносерийном производстве: Формы с холодным литником также значительно дешевле и проще в проектировании и изготовлении для производителей. Это помогает снизить затраты на оснастку и сроки выполнения заказов… ↩






