

Литье под давлением — это универсальный производственный процесс, но когда речь идет о производстве деталей, которые должны выдерживать экстремальные температуры, ставки высоки. Высокотемпературные пластмассы, такие как PEEK, PEI и PPS, необходимы в таких отраслях, как аэрокосмическая, автомобильная и электронная промышленность, где детали подвергаются воздействию температур, превышающих 150°C. Однако проектирование для этих материалов требует тщательного внимания к свойствам материала¹ , конструкции пресс-формы² и параметрам процесса.
Литье под давлением высокотемпературных деталей требует точного выбора материалов, надежной конструкции пресс-формы и тщательного контроля технологического процесса для обеспечения долговечности и производительности в экстремальных условиях.
Понимание нюансов этого процесса имеет решающее значение для инженеров и конструкторов, стремящихся создавать надежные и высокопроизводительные компоненты. Это руководство поможет вам разобраться в основных моментах, от выбора материалов до оптимизации процесса, чтобы ваши высокотемпературные детали соответствовали требованиям их применения.
Высокотемпературные пластмассы необходимы для деталей, подвергающихся воздействию экстремально высоких температур.Истинный
Такие материалы, как PEEK и PEI, сохраняют свои механические свойства при температурах выше 150 °C, что делает их идеальными для работы в сложных условиях.
Литье под давлением — единственный жизнеспособный метод производства высокотемпературных пластиковых деталей.ЛОЖЬ
Хотя литье под давлением является весьма эффективным методом, для прототипирования или мелкосерийного производства можно использовать альтернативные технологии, такие как обработка на станках с ЧПУ или 3D-печать.
- 1. Что такое высокотемпературные пластмассы и почему они важны?
- 2. Каковы ключевые этапы процесса литья под давлением высокотемпературных деталей?
- 3. Какие критически важные аспекты проектирования следует учитывать при высокотемпературном литье под давлением?
- 4. Как выбрать между литьем под давлением и другими методами производства?
- 5. Какие типичные проблемы возникают при литье под давлением высокотемпературных деталей?
- 6. Заключение
Что такое высокотемпературные пластмассы и почему они важны?
Высокотемпературные пластмассы разработаны таким образом, чтобы сохранять свою структурную целостность и эксплуатационные характеристики в условиях, в которых обычные пластмассы выходят из строя. Эти материалы имеют решающее значение для применений, требующих термостойкости, химической стабильности и механической прочности.
Высокотемпературные пластмассы, такие как PEEK, PEI и PPS, играют важную роль в производстве деталей для аэрокосмической, автомобильной и электронной промышленности благодаря своей способности выдерживать температуры выше 150°C, обладая при этом превосходными механическими и химическими свойствами.
| Материал | Максимальная рабочая температура | Ключевые свойства | Типичные приложения |
|---|---|---|---|
| ПИК | 260°C | Высокая прочность, химическая стойкость | Детали авиационных двигателей, медицинские имплантаты |
| Остров Принца Эдуарда | 170°C | Огнестойкий, электроизоляционный материал | Электроника, автомобильные интерьеры |
| ППС | 220°C | Стабильность размеров, низкое влагопоглощение | Автомобильные датчики, электрические разъемы |
Полиэфирэфиркетон (PEEK)
Полиэфирэфиркетон (PEEK) — выдающийся материал для применения в высокотемпературных условиях. Благодаря температуре плавления 343 °C он может непрерывно работать при 260 °C, сохраняя при этом превосходную механическую прочность и химическую стойкость. Низкая воспламеняемость и высокая износостойкость делают его идеальным для применения в аэрокосмической и медицинской отраслях. Однако из-за высокой температуры плавления и чувствительности к скорости охлаждения PEEK требует точной обработки.
Полиэтеримид (PEI)
Полиэтиленимин (PEI), часто известный под торговым названием ULTEM, обеспечивает баланс термостойкости, огнестойкости и электроизоляционных свойств. Благодаря рабочей температуре 170°C, он широко используется в электронике и автомобильных интерьерах. PEI проще в обработке, чем PEEK, но всё же требует тщательного контроля температуры во избежание дефектов.

Полифениленсульфид (ППС)
Полифениленсульфид (PPS) ценится за свою стабильность размеров и устойчивость к химическим веществам и влаге. Он выдерживает температуру до 220°C, что делает его пригодным для применения в автомобильной и электротехнической промышленности. При формовании PPS склонен к образованию облоя, поэтому точный контроль давления впрыска и конструкции пресс-формы имеет важное значение.
PEEK — наиболее универсальный высокотемпературный пластик.Истинный
Сочетание термостойкости, прочности и химической стабильности PEEK делает его пригодным для широкого спектра сложных применений.
Высокотемпературные пластмассы всегда дороже обычных.ЛОЖЬ
Хотя они часто дороже, их стоимость оправдана превосходными характеристиками в экстремальных условиях, а выбор материала зависит от конкретных потребностей применения.
Каковы ключевые этапы процесса литья под давлением высокотемпературных деталей?
Литье под давлением высокотемпературных деталей включает в себя ряд тщательно контролируемых этапов, обеспечивающих сохранение свойств материала и соответствие детали проектным требованиям.
Процесс литья под давлением высокотемпературных деталей включает в себя выбор материала³ , проектирование пресс-формы, настройку оборудования, впрыск, охлаждение и извлечение, каждый из которых требует точного контроля для решения уникальных задач, связанных с высокотемпературными пластмассами.

Выбор материалов
Выбор правильного материала является основой успешного высокотемпературного литья под давлением⁴ . При выборе необходимо учитывать такие факторы, как рабочая температура, воздействие химических веществ и механические напряжения. Например, PEEK идеально подходит для экстремальных температур, а PEI обеспечивает лучшую электрическую изоляцию.
Проектирование пресс-форм
Пресс-формы для высокотемпературных пластмасс должны выдерживать повышенные температуры и давление. Для их изготовления обычно используются такие материалы, как сталь H-13, благодаря их прочности. Кроме того, пресс-форма должна обладать такими характеристиками, как равномерная толщина стенок и достаточные углы уклона, чтобы предотвратить деформацию и обеспечить легкое извлечение изделия.

Настройка оборудования
Литейные машины должны быть сконфигурированы для работы при высоких температурах, необходимых для таких материалов, как PEEK (до 400 °C). Температура цилиндра и сопла, а также температура пресс-формы требуют точной калибровки во избежание деградации материала или неполного заполнения.
Инъекция
В процессе впрыскивания расплавленный пластик вдавливается в полость пресс-формы. Для высокотемпературных пластмасс контроль скорости и давления впрыскивания имеет решающее значение для предотвращения таких дефектов, как облой или пустоты. Более низкие скорости впрыскивания часто необходимы для регулирования вязкости материала.

Охлаждение
Охлаждение необходимо тщательно контролировать, чтобы предотвратить деформацию или внутренние напряжения. Высокотемпературные пластмассы часто обладают низкой теплопроводностью, поэтому для обеспечения равномерного рассеивания тепла используются охлаждающие каналы или термоштыри. Время охлаждения может быть больше, чем для стандартных пластмасс.
Выброс
Детали необходимо извлекать осторожно, чтобы избежать повреждений. Для обеспечения плавного извлечения без напряжения детали рекомендуется использовать углы наклона не менее 1° на дюйм глубины полости.
Охлаждение — наиболее важный этап при литье под давлением высокотемпературных деталей.ЛОЖЬ
Хотя охлаждение имеет важное значение, выбор материалов и конструкция пресс-формы не менее важны для обеспечения качества и производительности деталей.
Для высокотемпературных пластмасс требуется больше времени на охлаждение, чем для обычных пластмасс.Истинный
Из-за низкой теплопроводности высокотемпературным пластмассам часто требуется длительное время охлаждения для надлежащего затвердевания.
Какие критически важные аспекты проектирования следует учитывать при высокотемпературном литье под давлением?
Проектирование деталей для высокотемпературного литья под давлением требует внимания к деталям, чтобы избежать распространенных проблем, таких как деформация, усадочные раковины или плохая стабильность размеров.
Ключевые конструктивные особенности включают равномерную толщину стенок⁵ , углы уклона⁶ , расположение литниковых каналов, вентиляционные и охлаждающие каналы⁷ , — все это имеет важное значение для производства высокотемпературных деталей без дефектов.

Равномерная толщина стенки
Поддержание постоянной толщины стенок (обычно 1,5-2,5 мм) имеет решающее значение для предотвращения деформации и обеспечения равномерного охлаждения. Изменения толщины могут привести к неравномерной усадке, вызывая внутренние напряжения или неточности в размерах.
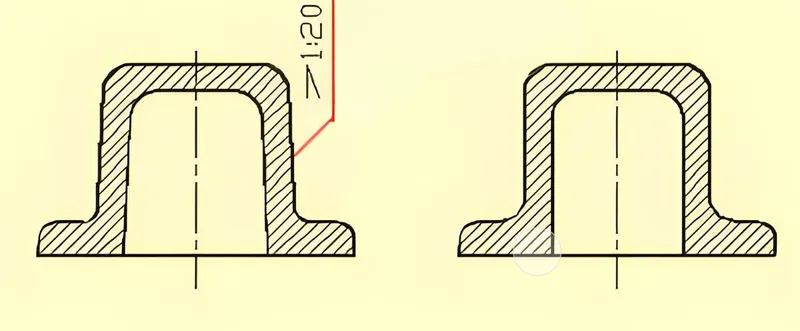
Углы тяги
Для облегчения извлечения детали необходимы углы уклона не менее 1° на дюйм глубины полости. Для высокотемпературных пластмасс, которые могут быть более хрупкими, правильные углы уклона снижают риск повреждения детали во время извлечения.
Расположение ворот
Литниковые каналы следует размещать в зонах, где оптимизирован поток и минимизированы напряжения. Для деталей, работающих при высоких температурах, литниковые каналы часто располагают в более толстых секциях, чтобы обеспечить полное заполнение до охлаждения материала.
Вентиляция
Адекватная вентиляция необходима для выхода скопившихся газов и предотвращения таких дефектов, как пригорание или пустоты. Вентиляционные отверстия следует стратегически размещать вдоль линии разъема или в местах, склонных к скоплению газа.
Охлаждающие каналы
Эффективное охлаждение имеет решающее значение для высокотемпературных пластмасс. Каналы охлаждения должны быть спроектированы таким образом, чтобы обеспечивать равномерное рассеивание тепла, что часто требует использования конформного охлаждения или тепловых штифтов для сложных геометрических форм.
| Особенность дизайна | Рекомендация | Цель |
|---|---|---|
| Толщина стенки | 1,5-2,5 мм, однородные | Предотвращает деформацию, обеспечивает равномерное охлаждение |
| Углы тяги | ≥1° на дюйм глубины | Облегчает выброс |
| Расположение ворот | Более толстые участки, вдали от критических зон | Оптимизирует поток, снижает стресс |
| Вентиляция | Вдоль линии разъема, глубина 0,02-0,05 мм | Обеспечивает выход газа |
| Охлаждающие каналы | Равноудалённый или конформный | Обеспечивает равномерное охлаждение |
Равномерная толщина стенок является наиболее важным конструктивным фактором.Истинный
Это напрямую влияет на скорость охлаждения и целостность деталей, что делает его фундаментальным аспектом проектирования.
Для высокотемпературных пластмасс углы наклона не требуются.ЛОЖЬ
Углы уклона имеют важное значение для всех деталей, изготовленных методом литья под давлением, чтобы обеспечить плавное извлечение и предотвратить повреждения.
Как выбрать между литьем под давлением и другими методами производства?
Выбор подходящего производственного процесса зависит от таких факторов, как объем производства, сложность детали и требования к материалам. Литье под давлением часто является лучшим выбором для крупносерийного производства сложных деталей, но существуют альтернативы для различных сценариев.
Литье под давлением идеально подходит для крупносерийного производства сложных высокотемпературных деталей, в то время как обработка на станках с ЧПУ или 3D-печать могут быть лучше для прототипирования или мелкосерийного производства.

Объём производства
Для крупносерийного производства литье под давлением является экономически выгодным методом благодаря высокой повторяемости и низким затратам на изготовление одной детали. Однако первоначальные инвестиции в оснастку высоки, что делает его менее подходящим для мелкосерийного производства.
Сложность детали
Литье под давлением отлично подходит для изготовления сложных геометрических форм с жесткими допусками. Для более простых деталей более экономичным вариантом может быть обработка на станках с ЧПУ, особенно при небольших объемах производства.

Совместимость материалов
Не все методы производства подходят для работы с высокотемпературными пластмассами. Литье под давлением хорошо подходит для таких материалов, как PEEK и PEI, в то время как 3D -печати ограничены и часто не обладают необходимой термостойкостью.
| Фактор | Литье под давлением | Обработка на станках с ЧПУ | 3D-печать |
|---|---|---|---|
| Объем | Высокий | Низкий | Низкий |
| Сложность | Высокий | Середина | Высокий |
| Варианты материалов | Широкий ассортимент | Ограниченный | Очень ограниченный |
| Стоимость оснастки | Высокий | Низкий | Никто |
| Стоимость за деталь | Низкий (высокий объем) | Высокий | Высокий |
Литье под давлением всегда является наилучшим выбором для деталей, изготавливаемых при высоких температурах.ЛОЖЬ
Хотя этот метод эффективен для многих применений, другие методы, такие как обработка на станках с ЧПУ, могут быть более экономически выгодными для прототипирования или мелкосерийного производства.
3D-печать непригодна для высокотемпературных пластмасс.ЛОЖЬ
Некоторые технологии 3D-печати позволяют обрабатывать материалы, работающие при высоких температурах, но их характеристики могут не соответствовать характеристикам деталей, изготовленных методом литья под давлением.
Какие типичные проблемы возникают при литье под давлением высокотемпературных деталей?
Литье под давлением высокотемпературных пластмасс представляет собой уникальные проблемы, требующие тщательного контроля для предотвращения дефектов и обеспечения качества деталей.
К распространенным проблемам относятся деградация материала¹¹ , деформация¹² , образование облоя и низкая стабильность размеров¹³ , все из которых можно смягчить за счет надлежащего проектирования и контроля технологического процесса.
Деградация материала
Высокие температуры обработки могут привести к термической деградации, если их не контролировать должным образом. Это может вызвать изменение цвета, снижение механических свойств или даже выход детали из строя. Использование правильных температур цилиндра и сопла имеет важное значение.
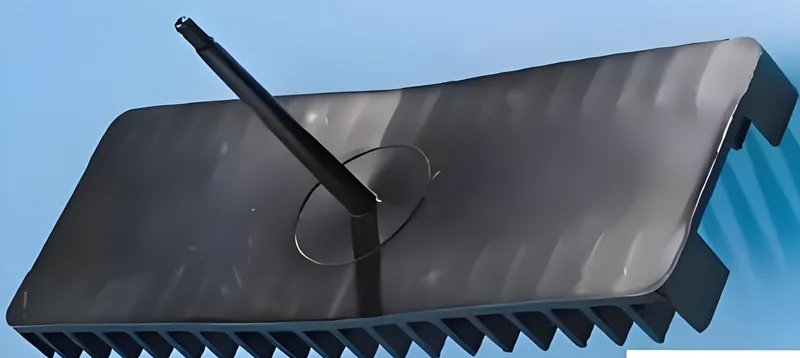
Искажение
Из-за высокой усадки некоторых высокотемпературных пластмасс часто возникает деформация. Обеспечение равномерной толщины стенок и оптимизация охлаждения могут помочь свести эту проблему к минимуму.
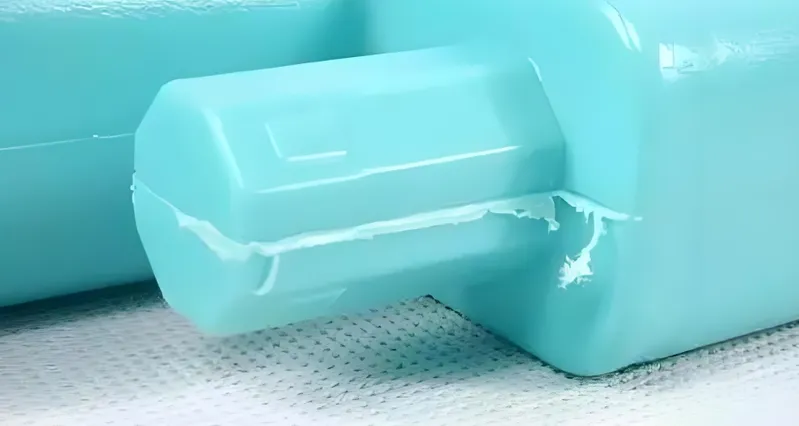
Вспышка
Такие материалы, как полифениленсульфид (PPS), склонны к образованию облоя, когда избыток материала выходит из полости пресс-формы. Для предотвращения этого необходим точный контроль давления впрыска и силы зажима пресс-формы.
Размерная стабильность
Высокотемпературные пластмассы могут значительно усаживаться, что влияет на точность размеров. Учет усадки при проектировании пресс-формы и использование материалов с низким коэффициентом усадки, таких как полифениленсульфид (PPS), может помочь сохранить допуски.
Деформация неизбежна при литье под высоким температурам.ЛОЖЬ
При правильном проектировании и контроле технологического процесса деформацию можно свести к минимуму или полностью исключить.
Образование облоя чаще встречается в высокотемпературных пластмассах, чем в обычных.Истинный
Такие материалы, как полифениленсульфид (PPS), имеют более низкую вязкость при высоких температурах, что увеличивает риск вспышки при неправильном обращении.
Заключение
Литье под давлением высокотемпературных деталей — сложный, но при правильном выполнении процесс, приносящий удовлетворение. Сосредоточившись на выборе материалов, проектировании пресс-форм и оптимизации процесса, производители могут выпускать детали, превосходно работающие в самых сложных условиях. Независимо от того, работаете ли вы в аэрокосмической, автомобильной или электронной промышленности, понимание этих ключевых моментов поможет вам добиться успеха в вашем следующем проекте.
-
Этот ресурс позволит получить представление о том, как свойства материалов влияют на эксплуатационные характеристики и долговечность формованных деталей. ↩
-
Узнайте об эффективных стратегиях проектирования пресс-форм, повышающих производительность высокотемпературных компонентов в различных отраслях промышленности. ↩
-
По этой ссылке вы найдете информацию о выборе правильных материалов для литья под давлением, что имеет решающее значение для достижения желаемых характеристик и долговечности. ↩
-
Изучите этот ресурс, чтобы понять лучшие практики и методы успешного высокотемпературного литья под давлением, обеспечивающие качество и эффективность. ↩
-
Понимание того, что равномерная толщина стенок имеет решающее значение для предотвращения деформации и обеспечения равномерного охлаждения при высокотемпературном литье под давлением. ↩
-
Изучение роли углов уклона может помочь оптимизировать извлечение деталей и уменьшить повреждения в процессе литья. ↩
-
Изучение принципов проектирования каналов охлаждения имеет важное значение для обеспечения равномерного рассеивания тепла и предотвращения дефектов в формованных деталях. ↩
-
Изучите преимущества литья под давлением для крупносерийного производства и изготовления сложных деталей и определите, подходит ли этот метод для ваших нужд. ↩
-
Узнайте о преимуществах и ограничениях обработки на станках с ЧПУ по сравнению с литьем под давлением, особенно при мелкосерийном производстве. ↩
-
Узнайте о проблемах использования 3D-печати в высокотемпературных областях применения и изучите альтернативные методы производства. ↩
-
Понимание процесса деградации материалов имеет решающее значение для поддержания качества деталей и предотвращения отказов в условиях высоких температур. ↩
-
Изучение способов предотвращения деформации может повысить качество и эксплуатационные характеристики формованных деталей, обеспечивая тем самым получение более качественной конечной продукции. ↩
-
Повышение стабильности размеров является ключевым фактором для достижения точных допусков и улучшения функциональности формованных компонентов. ↩





