
Неполное заполнение формы при литье под давлением1 происходит, когда расплавленный пластик не полностью заполняет полость пресс-формы, что приводит к получению неполных или частично сформированных деталей. Этот дефект является распространенной проблемой в таких отраслях, как автомобилестроение, медицина и производство потребительских товаров, особенно для деталей со сложной геометрией или тонкими стенками. Устранение неполного заполнения формы2 имеет решающее значение для поддержания качества продукции, минимизации отходов и обеспечения эффективности производственных процессов.
Неполный заполнение формы происходит, когда она не заполняется полностью, часто из-за низкого давления, проблем с температурой или неудачной конструкции формы³,что приводит к получению неполных деталей, которые могут нарушить производственный процесс.
В этой статье рассматриваются причины неполного заполнения формы, развенчиваются распространенные заблуждения и предлагаются практические решения для предотвращения и устранения этой проблемы, что гарантирует высокое качество деталей, изготовленных методом литья под давлением.
Неполные впрыски всегда происходят из-за низкого давления впрыска.ЛОЖЬ
Хотя низкое давление впрыска является частой причиной, неполное впрыскивание также может быть вызвано неадекватной температурой, проблемами с потоком материала или неоптимальной конструкцией пресс-формы.
Короткие кадры влияют только на внешний вид детали.ЛОЖЬ
Помимо эстетических соображений, использование неполных партий может подорвать функциональность и структурную целостность деталей, особенно в высокоточных приложениях.
- 1. Что такое «короткий всплеск» в литье под давлением?
- 2. Каковы распространённые причины неточных выстрелов?
- 3. Как можно предотвратить неточные броски?
- 4. Как устранить неполадки при съемке коротких кадров?
- 5. В чем разница между неполной заливкой и другими дефектами литья под давлением?
- 6. Заключение
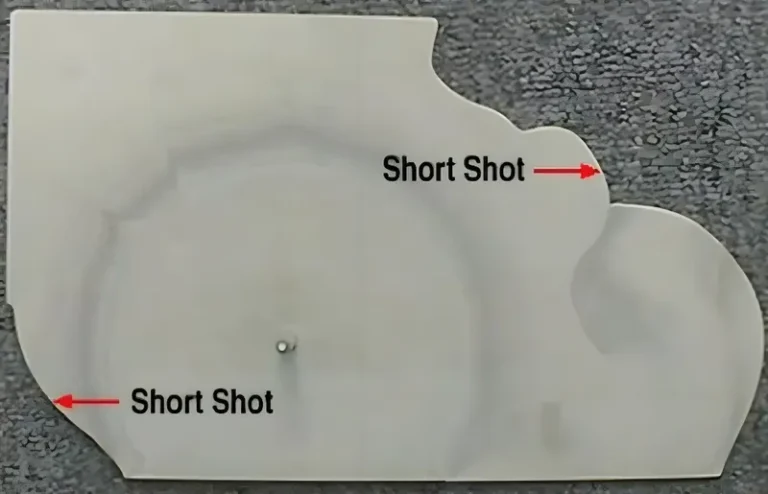
Что такое «короткий всплеск» в литье под давлением?
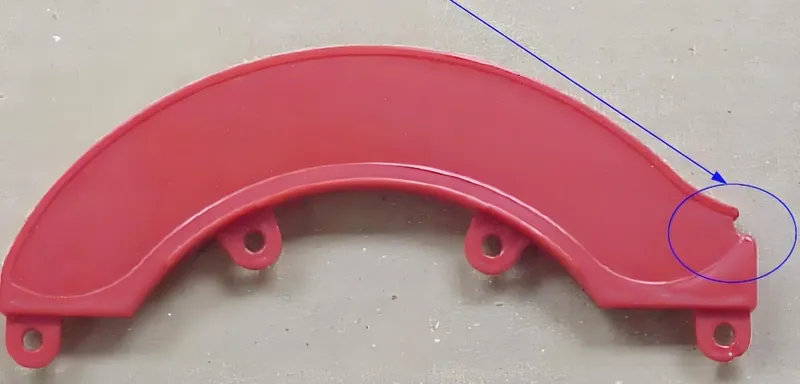
Неполный литьевой заполнитель (short shots) — это дефект, при котором пластиковый материал не полностью заполняет полость пресс-формы в процессе литья под давлением⁴,что приводит к изготовлению неполных деталей. Эта проблема особенно распространена в высокоточных отраслях, таких как производство медицинских изделий, где даже незначительные дефекты могут привести к серьезным последствиям.

Неполный залив происходит, когда расплавленный пластик не заполняет форму полностью, часто из-за недостаточного давления, температуры или неудачной конструкции формы, что приводит к дефектам деталей.
| Причина короткого выстрела | Решение |
|---|---|
| Низкое давление впрыска | Увеличьте давление, чтобы обеспечить полное заполнение. |
| Недостаточная температура плавления | Для улучшения текучести повысьте температуру расплава. |
| Неудачная конструкция пресс-формы | Улучшите вентиляцию и оптимизируйте размещение ворот. |
| Недостаточное снабжение материалами | Проверьте наличие материалов и устраните засоры. |
| Высокая вязкость материала | Используйте материалы с лучшей текучестью или скорректируйте настройки. |
Причины неточных выстрелов
Неудачные броски обусловлены несколькими факторами, в том числе:

-
Низкое давление впрыска: Недостаточное усилие препятствует проникновению пластика во все участки пресс-формы.
-
Проблемы, связанные с температурой: Низкие температуры плавления или формования могут привести к преждевременному затвердению пластика.
-
Недостатки конструкции пресс-формы: недостаточная вентиляция, маленькие литники или плохо спроектированные литниковые каналы могут препятствовать потоку материала.
-
Свойства материала: Высоковязкие пластмассы с плохими характеристиками текучести с трудом заполняют сложные формы.
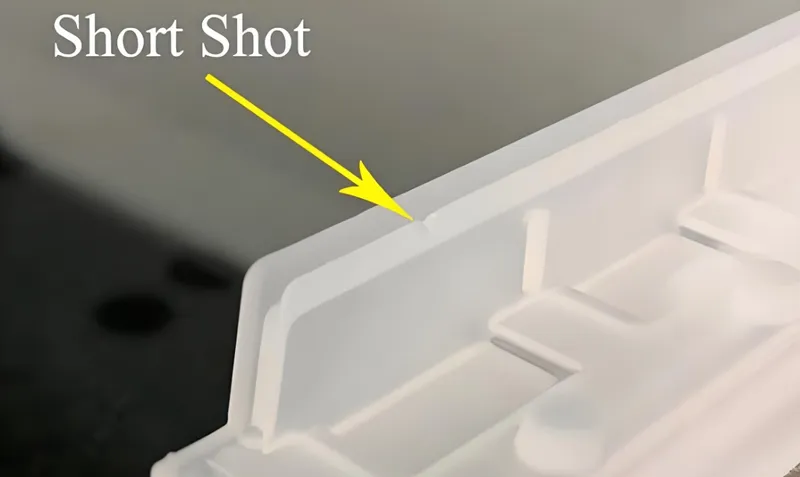
Влияние коротких выстрелов
Некачественная сборка приводит к ухудшению как внешнего вида, так и функциональных характеристик деталей. В критически важных областях применения, таких как медицинские приборы или автомобильные компоненты, этот дефект может привести к дорогостоящим отзывам продукции или угрозе безопасности.
Неполные впрыски можно предотвратить, просто увеличив давление впрыска.ЛОЖЬ
Хотя повышение давления может помочь, оно не устраняет другие первопричины, такие как температура или конструкция плесени, которые также требуют внимания.
Неполная заготовка чаще встречается в тонкостенных деталях.Истинный
Для тонкостенных деталей требуется точный контроль давления и температуры, что повышает их восприимчивость к неполному впрыску.
Каковы распространённые причины неточных выстрелов?
Выявление первопричин неточных выстрелов — первый шаг к эффективному решению проблемы. Вот основные факторы, способствующие этому:
К распространенным причинам относятся низкое давление впрыска, неподходящая температура, неудачная конструкция пресс-формы и проблемы с потоком материала, каждая из которых требует целенаправленной корректировки.

Давление и скорость впрыска
Низкое давление или низкая скорость впрыска могут препятствовать полному проникновению пластика в пресс-форму, особенно в сложных конструкциях или конструкциях с длинным путем потока.
Регулировка температуры
Правильная температура расплава и формы имеет решающее значение. Если расплав слишком холодный, он может плохо растекаться, а холодная форма может привести к преждевременному затвердению.
Проектирование пресс-форм
Такие конструктивные особенности, как недостаточная вентиляция, слишком маленькие затворы или неоптимальное расположение направляющих, могут ограничивать поток пластика, что приводит к неполному заполнению. Эффективная вентиляция имеет решающее значение для удаления скопившегося воздуха.
Свойства материала
Показатель текучести расплава (MFI)5 определяет текучесть пластика. Материалы с низким MFI (высокой вязкостью) более склонны к неполному впрыскиванию, особенно при изготовлении деталей с мелкими деталями или тонкими стенками.
Увеличение скорости впрыска всегда предотвращает неполные впрыски.ЛОЖЬ
Более высокая скорость может помочь, но может привести к появлению дефектов, таких как засветы или следы пригорания, если она не сбалансирована с давлением и температурой.
Надлежащая вентиляция формы имеет решающее значение для предотвращения неполного впрыска.Истинный
Надлежащая вентиляция позволяет воздуху выходить наружу, снижая сопротивление потоку и обеспечивая полное заполнение формы.
Как можно предотвратить неточные броски?
Для предотвращения неполных выстрелов необходима упреждающая стратегия, оптимизирующая оборудование, материалы и процессы.
Профилактика включает в себя тонкую настройку параметров впрыска, усовершенствование конструкции пресс-формы, выбор подходящих материалов и использование инструментов моделирования.

Оптимизация параметров впрыска
-
Давление: Отрегулируйте давление впрыска, чтобы обеспечить полное заполнение пресс-формы, адаптируя его к сложности детали.
-
Скорость: Сбалансируйте скорость впрыска, чтобы избежать преждевременного затвердевания и предотвратить переупаковку.
-
Температура: Поддерживайте оптимальную температуру расплава и формы, чтобы пластик оставался жидким на протяжении всего процесса.
Улучшение конструкции пресс-формы
-
Вентиляция: Сделайте вентиляционные канавки (глубиной 0,02-0,04 мм, шириной 5-10 мм) для выхода воздуха, попавшего в матрицу (первая форма).
-
Литниковые каналы и направляющие: Оптимизируйте размер и расположение литников для равномерного распределения материала, используя несколько литников для сложных деталей.
Выбор материалов
Для сложных или тонкостенных конструкций выбирайте пластмассы с соответствующими характеристиками текучести (более высоким показателем MFI), чтобы обеспечить полное заполнение.

Инструменты моделирования
Используйте программное обеспечение для моделирования потока расплава (формование6) для прогнозирования и снижения рисков неполного заполнения формы путем уточнения параметров процесса до начала производства.
Инструменты моделирования позволяют полностью исключить нереализованные возможности.ЛОЖЬ
Несмотря на свою высокую полезность, моделирование не может учесть все реальные переменные, такие как износ оборудования или вариации материалов.
Правильный выбор материалов — ключ к предотвращению попаданий в цель.Истинный
Материалы с подходящими характеристиками текучести снижают риск неполного заполнения, особенно в сложных конструкциях.
Как устранить неполадки при съемке коротких кадров?
В случае возникновения сбоев структурированный процесс поиска и устранения неисправностей позволяет быстро выявить и решить проблему.
Устранение неполадок включает в себя проверку параметров впрыска, температуры, конструкции пресс-формы и совместимости материалов.
Пошаговое руководство по устранению неполадок
-
Проверьте давление и скорость: убедитесь, что настройки верны; при необходимости увеличьте давление или отрегулируйте скорость.
-
Проверка температуры: Убедитесь, что температура расплава и формы соответствует техническим характеристикам материала; при отклонении от нормы внесите корректировки.
-
Изучите конструкцию пресс-формы: обратите внимание на проблемы с вентиляцией (например, следы от ожогов) или недостатки направляющих/литников; при необходимости внесите изменения.
-
Проверка наличия материала: проверьте наличие достаточного количества материала и устраните любые засоры в системе подачи.
-
Оценка материала: Убедитесь, что свойства текучести пластика соответствуют требованиям к детали; при необходимости замените материал.

Передовые методы
-
Датчики давления: контролируют давление в полости для выявления дефектов пломбирования.
-
Тепловизионная диагностика: позволяет выявлять температурные несоответствия в пресс-форме, которые могут привести к преждевременному охлаждению.
Для устранения неполадок, связанных с неполным впрыском, всегда требуется изменение конструкции пресс-формы.ЛОЖЬ
Во многих случаях проблему можно решить, скорректировав настройки или материалы, не изменяя форму.
Датчики давления могут помочь определить точное место попадания мяча в корзину.Истинный
Датчики выявляют перепады давления, точно определяя места, где пломбирование не удалось, для точного устранения проблемы.
В чем разница между неполной заливкой и другими дефектами литья под давлением?
Умение отличать некачественную продукцию от других дефектов помогает в точной диагностике и коррекции.
Неполное заполнение формы происходит из-за неполного заполнения, в отличие от переполнения (вспышки) или образования следов от охлаждения (следы от осадка).
Короткие броски против вспышек
-
Недостатки: Неполное заполнение формы, отсутствуют некоторые участки.
-
Облой: Излишки материала выходят из формы, образуя тонкие выступы.
Неполные броски против следов от шайбы
- Неполные партии: Недостаток материала из-за некачественного наполнения.
- Усадочные раковины: поверхностные углубления, образовавшиеся в результате неравномерного охлаждения или уплотнения.
Короткие кадры против искажения
-
Неполные комплектующие: Неполные детали из-за проблем с заполнением.
-
Деформация: искажение формы из-за напряжений, возникающих при охлаждении.
Короткие кадры и вспышка могут одновременно использоваться в одном и том же участке.ЛОЖЬ
Короткие снимки указывают на недостаточное заполнение камеры, а вспышка — на переполнение, что делает их, как правило, несовместимыми.
Следы усадки иногда можно ошибочно принять за неполную подачу.Истинный
Оба явления могут выглядеть как дефекты, но следы от погружения — это углубления, а короткие заходы — это отсутствие материала.
Заключение
Неполные впрыски при литье под давлением представляют собой серьезную проблему, влияющую на качество деталей и эффективность производства. Устраняя такие причины, как низкое давление, неравномерность температуры[7] и недостатки конструкции пресс-формы, производители могут внедрить эффективные стратегии предотвращения и устранения неполадок. Оптимизация настроек, усовершенствование пресс-форм, выбор подходящих материалов и использование инструментов моделирования являются важными шагами на пути к устранению этого дефекта.
-
Узнайте о передовых методах литья под давлением, которые помогут повысить качество продукции и снизить количество дефектов. Этот ресурс бесценен для производителей. ↩
-
Понимание проблемы неполного цикла производства имеет решающее значение для повышения качества и эффективности производства. Для получения более подробной информации перейдите по этой ссылке. ↩
-
Узнайте, как эффективное проектирование пресс-форм может предотвратить такие дефекты, как неполное впрыскивание, и улучшить общее качество продукции. Обязательно к прочтению для инженеров. ↩
-
Изучение процесса литья под давлением помогает выявлять дефекты и повышать эффективность производства. ↩
-
Показатель текучести расплава (MFI) играет ключевую роль при выборе материалов для литья под давлением. Узнайте, как он влияет на текучесть и качество деталей, ознакомившись с этим материалом. ↩
-
Программное обеспечение для моделирования потока расплава может значительно повысить эффективность производства и снизить количество дефектов. Узнайте о его преимуществах, перейдя по этой ссылке. ↩
-
Контроль температуры является ключевым фактором успешного литья под давлением. Узнайте, как управлять температурой для достижения оптимальных результатов. ↩





