

Инъекционное формование - это краеугольный камень современного производства, известное своим эффективностью, точностью и способностью производить сложные пластиковые детали, такие как наборы инструментов. Эта статья углубляется в эффективность машин для литья под давлением 1 в 2 инструментов , исследуя процесс, материалы, приложения и технические детали. Являетесь ли вы энтузиастом DIY или специалистом по производству, понимание этого процесса может помочь вам оптимизировать производство и снизить затраты.
Инъекционные формованные машины эффективно производят набор инструментов, используя высокоскоростные, автоматизированные процессы, которые создают прочные, сложные конструкции с минимальными материалами, что делает их идеальными для массового производства.
Инъекционное формование выделяется благодаря его способности обеспечивать постоянное качество и высокую мощность, но его эффективность зависит от таких факторов, как тип машины, конструкция плесени и выбор материала. Давайте рассмотрим, как этот процесс превращает необработанные пластики в функциональные наборы инструментов.
Инъекционное формование является наиболее эффективным методом для производства пластиковых наборов инструментов.Истинный
Инъекционное формование предлагает высокую скорость производства, постоянное качество и способность производить сложные формы, что делает его высокоэффективным для производства наборов инструментов.
Инъекционное формование подходит только для производства больших объемов.ЛОЖЬ
В то время как он превосходит в сценариях с большим объемом, литье под давлением также может быть экономически эффективным для производства малого объема с правой конструкцией плесени и установкой машины.
- 1. Что такое литья под давлением и как это связано с производством инструментов?
- 2. Каковы типичные применения литья под давлением для наборов инструментов?
- 3. Каковы ключевые шаги в процессе литья под давлением для наборов инструментов?
- 4. Какие факторы влияют на эффективность литья под давлением для наборов инструментов?
- 5. Как вы можете оптимизировать инъекционное формование для производства инструментов?
- 6. Каковы связанные технологии формования инъекции для производства инструментов?
- 7. Заключение
Что такое литья под давлением и как это связано с производством инструментов?
Инъекционное формование - это метод изготовления 3 , где расплавленный пластик впрыскивается в полость пресс -формы под высоким давлением, охлаждается и выбрасывается как готовая часть. Для наборов инструментов этот процесс особенно эффективен из -за его способности производить большое количество идентичных, долговечных предметов с сложными функциями.
Инъекционное литье включает в себя плавление пластика, впрыскивание его в форму, охлаждение его и выбросить готовый набор инструментов, предлагая обтеканный подход к производству легких, надежных решений для хранения.
| Аспект | Описание |
|---|---|
| Процесс | Пластает пластик, вводит его в форму, охлаждает и выталкивает часть. |
| Эффективность | Высокие показатели производства, низкие затраты на рабочую силу и минимальные материальные отходы. |
| Приложения | Идеально подходит для производства автомобильных, промышленных и бытовых инструментов. |
Определения и ключевые концепции
-
Инъекционное формование : процесс, который вводит расплавленный пластик в плесень, охлаждает его и выбросит его как твердую часть, ценится за его точность и универсальность.
-
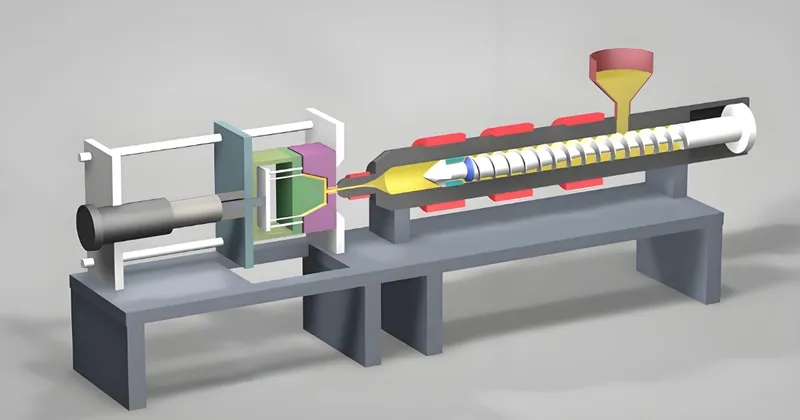
Инъекционное формование 4 Машины : известные как инъекционные прессы, они состоят из инъекционного блока (расплавленный и вводят пластик) и зажимной блока (обеспечивает плесень). Они варьируются в зависимости от типа: гидравлический, гибридный или полностью электрический.
-
Панель инструментов 5 : Пластиковые контейнеры для хранения инструментов, часто изготовленных из таких материалов, как полипропилен (PP) или акрилонитрил бутадиен стирол (ABS) для долговечности и легких свойств.

Классификация литья под давлением для производства инструментов
-
По типу машины:
-
Гидравлические машины : высокая сила зажима, энергоемкость, подходит для более крупных наборов инструментов.
-
Гибридные машины : смесь гидравлических и электрических функций для сбалансированной эффективности.
-

-
Всеэлектрические машины 6 : до 50% экономии энергии и более быстрых циклов, идеально подходящих для прогонов с большим объемом ( машины для литья инъекции Engel ).
-
Типом плесени:
-
Однократные формы : одна часть за цикл, отлично подходит для прототипирования.
-
Многокавитанные формы 7 : несколько частей за цикл, повышение вывода.
-

- Стоковые формы : слоистые формы для максимальной эффективности производства.
-
По материалам:
-
Полипропилен (PP) 8 : быстро охлаждение, экономически эффективное, устойчивое к воздействию.
-
АБС : сильный, эстетически приятный, медленнее, чтобы охладиться.
-
Поливинилхлорид (ПВХ) : гибкий, менее распространенный из -за проблем с потоком.
-
Всеэлектрические инъекционные формовочные машины более энергоэффективны, чем гидравлические машины.Истинный
Всеэлектрические машины снижают потребление энергии на 50%, повышая эффективность для производства набора инструментов с большим объемом.
Инъекционное формование может производить только простые конструкции инструментов.ЛОЖЬ
Он превосходит создание сложных дизайнов с такими функциями, как петли и защелки, адаптированные к конкретным потребностям.
Каковы типичные применения литья под давлением для наборов инструментов?
Инъекционное формование сияет в производстве инструментов для разнообразных отраслей, благодаря своей способности создавать долговечность, легкие и богатые функциями детали в масштабе.
Инъекционное формование идеально подходит для массовых продуцирующих инструментов 9 с сложными конструкциями 10 , такими как интегрированные петли и отсеки, обслуживание автомобильных, промышленных и домашних потребностей.

Сценарии применения
-
Автомобиль : прочные наборы инструментов для механиков, созданные для выдержания жестких условий.
-
Промышленность : крупные, пользовательские наборы инструментов для профессиональных семинаров.
-
Домохозяйство : портативные, легкие наборы инструментов для домашних проектов DIY.
Такие компании, как Арбург, используют свою серию Allrounder для автоматизации производства инструментов, демонстрируя эффективность в настройках с большим объемом ( Arburg Solutions ).
Плюсы и минусы литья в инъекционном формировании для производства инструментов
| Плюсы | Минусы |
|---|---|
| Высокие показатели производства (сотни деталей/час) | Высокие начальные затраты на инструмент |
| Низкие затраты на рабочую силу с помощью автоматизации | Ограничен термопластами |
| Сложные формы с интегрированными функциями | Размер ограничений для очень больших деталей |
| Постоянное качество, отличная поверхность | Потенциальные дефекты, если не оптимизированы |
| Широкие варианты материала (PP, ABS и т. Д.) |
Инъекционное формование снижает затраты на рабочую силу в производстве инструментов.Истинный
Автоматизация минимизирует ручной труд, значительно сокращает затраты.
Инъекционное формование не подходит для производства больших наборов инструментов.ЛОЖЬ
С правильной конструкцией машины и пресс -формы он может эффективно обрабатывать большой производство инструментов.
Каковы ключевые шаги в процессе литья под давлением для наборов инструментов?
Процесс литья 11 для наборов инструментов для наборов инструментов представляет собой многоэтапный рабочий процесс, каждый из которых настраивается, чтобы максимизировать эффективность и качество.
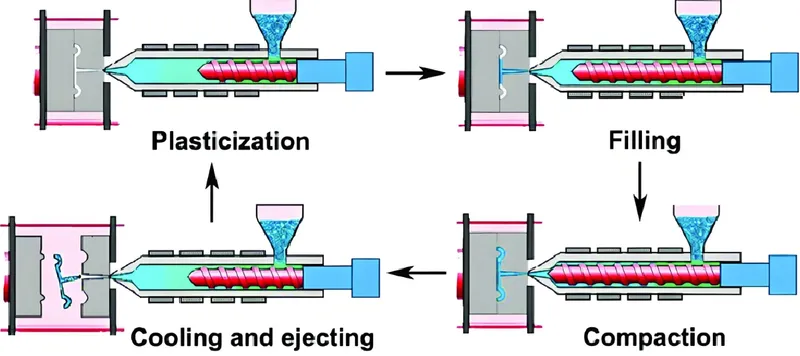
Процесс включает в себя проектирование, создание плесени, настройку машины, кормление 12 , инъекцию, охлаждение, выброс и пост-обработку, с временем цикла, как правило, от 10 до 60 секунд.

Процесс Рабочий процесс
-
Фаза проектирования : программное обеспечение CAD разрабатывает набор инструментов, обеспечивая равномерную толщину стенки (1-3 мм) и минимальные подрезки.
-
Создание плесени : стальные формы для высокодолувых пробежек или алюминий для прототипирования; Параметры с несколькими кавитиками улучшают выход.
-
Установка машины : установленное давление впрыска (500-1500 бар), время охлаждения 13 (10-60 секунд) и температура пресс-формы.
-
Материал : пластиковые гранулы (например, стр., АБС) расплавлены в бункере.
-
Инъекция : расплавленный пластик заполняет полость пресс -формы под высоким давлением.
-
Охлаждение : часть затвердевает, со временем охлаждения варьируется материал (PP охлаждается быстрее, чем ABS).
-
Выброс : готовый набор инструментов удален из формы.
-
Пост-обработка : обрезка или добавление компонентов, таких как ручки, при необходимости.
Совместимость и эффективность материала
| Материал | Точка плавления | Время охлаждения | Примечания |
|---|---|---|---|
| ПП | 160-170 ° C. | Быстрый | Рентабельный, может деформироваться, если плохо спроектирован |
| АБС | 220-240 ° C. | Медленный | Эстетическая отделка, более длинные циклы |
| ПВХ | 180-200 ° C. | Умеренный | Гибкий, воздействие поток |
Выбор материала значительно влияет на время цикла в литье под давлением.Истинный
Материалы быстрох охлаждения, такие как циклы сокращения PP, повышение эффективности по сравнению с более медленным охлаждением ABS.
Все материалы ведут себя одинаково в литье под давлением.ЛОЖЬ
Материалы отличаются точками плавления, скоростями охлаждения и потоком, влияющим на эффективность и качество.
Какие факторы влияют на эффективность литья под давлением для наборов инструментов?
Эффективность в инъекционном формованном формовании зависит от нескольких взаимозависимых факторов, каждая из которых имеет решающее значение для оптимизации скорости и качества производства.
Ключевые факторы включают тип машины, конструкцию плесени, выбор материала и параметры процесса, такие как давление впрыска и время охлаждения, все формирующие результаты производства.

Тип машины
-
Всеэлектрические машины : более быстрые циклы, более низкое использование энергии, идеально подходит для больших объемов.
-
Гидравлические машины : высокая сила, тяжелая энергия, подходит для более крупных деталей.
Дизайн пресс-формы
-
Многокавитанные формы : несколько частей на цикл, увеличивая пропускную способность.
-
Плесень стека : многоуровневая конструкция для максимальной мощности в ограниченном пространстве.
Выбор материала
-
PP : Быстрый охлаждение, высокоскоростное производство.
-
АБС : подробные конструкции, более медленные циклы.

Параметры процесса
-
Давление впрыска : обеспечивает наполнение плесени, но избыток может носить оборудование.
-
Время охлаждения : оптимизированное время сокращения цикла.
Многокавитанные формы всегда повышают эффективность.Истинный
Создание нескольких частей на цикл снижает затраты на час и повышает выход.
Более высокое давление впрыска всегда приводит к лучшему качеству части.ЛОЖЬ
Избыточное давление может вызвать дефекты, такие как вспышка или боевые материалы, если не сбалансировано.
Как вы можете оптимизировать инъекционное формование для производства инструментов?
Оптимизация требует стратегического выбора в проектировании, материалах и оборудовании, чтобы максимизировать эффективность и минимизировать затраты.
Используйте мульти-кавитичные формы, быстрох охлаждающих материалов, таких как PP, и полностью электрические машины для повышения энергоэффективности и скорости производства.

Проектный контрольный список для эффективного производства инструментов
-
Сохраняйте однородную толщину стенки (1-3 мм), чтобы избежать дефектов.
-
Уменьшите подрезки, чтобы упростить плесени и сократить расходы.
-
Интегрируйте петли и защелки в форму, чтобы пропустить пост-обработку.
-
Размер соответствия, вес и долговечность к предполагаемому использованию.
Выбор процесса принятия решений
| Фактор | Рекомендация |
|---|---|
| Объем производства | Высокий: мульти-кавита/плесени. Низкий: формы с одной кавитикой. |
| Сложность дизайна | Сложные особенности: инъекционное формование превосходит. |
| Начальные затраты | Высокий бюджет: стальные формы. Низкий бюджет: алюминиевые формы. |
Инъекционное формование всегда является лучшим выбором для производства инструментов.ЛОЖЬ
Альтернативы, такие как 3D -печать, могут лучше подходить для прототипирования или низких объемов.
Оптимизация систем охлаждения может значительно сократить время цикла.Истинный
Эффективное охлаждение ускоряет производство за счет сокращения времени плесени.
Инъекционное формование не существует в изоляции - его эффективность связывается с сетью связанных технологий.
Процессы вверх по течению, такие как конструкция плесени и производство материала, нижестоящие шаги, такие как сборка, и альтернативы, такие как формование для выдувания или 3D -печать, все соединяются с литье под давлением.

Вверх по течению технологии
-
Производство пластикового материала : поставляется PP, ABS и другое сырье.
-
Конструкция пресс -формы : точные формы с помощью обработки с ЧПУ ( руководство по инструментированию формы впрыска ).
Нисходящие технологии
-
Сборка : добавление ручек или подкрепления после склада.
-
Упаковка : подготовка наборов инструментов для распространения.
Альтернативные процессы
-
Формол для удара : для полых деталей, менее точное, чем литье под давления.
-
Ротационное формование : медленное, подходит для больших, полых предметов.
-
3D -печать : отлично подходит для прототипов, а не для массового производства ( руководство по дизайну литья под давлением ).
Выдувший формование является прямым конкурентом в литье под давлением для производства инструментов.ЛОЖЬ
Выдутый литье подходит полые предметы, такие как бутылки, а не сложные, сплошные наборы инструментов.
3D-печать может заменить инъекционное формование для большего объема производства.ЛОЖЬ
3D -печать слишком медленная и дорогостоящая для массового производства инструментов.
Заключение
Машины для формования впрыска превосходны при эффективном производстве пластиковых наборов инструментов, особенно для потребностей с большим объемом, благодаря их скорости, автоматизации и способности создавать комплексные конструкции с минимальными отходами. Достижения, такие как полностью электрические машины и мульти-кавити, усиливают эту эффективность, обрезку энергии и повышение выхода. Тем не менее, высокие начальные затраты на инструмент и материальные ограничения требуют тщательного планирования.
Выравнивая тип машины, проектирование плесени, выбор материала и параметры процесса, производители могут адаптировать производство инструментов к конкретным целям - балансовые затраты, качество и скорость.
-
Исследуйте, как машины для литья под давлением повышают эффективность производства и качество в производственных процессах. ↩
-
Узнайте об инновационных методах производства инструментов, которые максимизируют эффективность и снижают затраты. ↩
-
Откройте для себя современные достижения в области производства, которые улучшают производство и качество продукции. ↩
-
Исследуйте эту связь, чтобы понять тонкости литья под давления, ключевой процесс в производстве долговечных пластиковых изделий. ↩
-
Откройте для себя материалы, используемые в производстве инструментов, чтобы лучше понять их долговечность и легкие функции. ↩
-
Узнайте, как все электрические машины могут повысить эффективность и снизить затраты на энергоносители в производственных процессах. ↩
-
Узнайте, как многоцелевые формы могут значительно увеличить производство и сократить время производства. ↩
-
Исследуйте преимущества полипропилена (PP) для экономически эффективных и долговечных производственных решений. ↩
-
Узнайте, как массовое производство инструментов повышает эффективность и эффективно удовлетворяет различные потребности отрасли. ↩
-
Откройте для себя инновационные примеры сложных проектов, которые демонстрируют возможности литья под давлением в разработку продукта. ↩
-
Понимание процесса литья инъекции может улучшить ваши знания о методах производства и улучшить дизайн продукта. ↩
-
Изучение кормления материала может дать представление о эффективности процесса литья инъекционного литья и выбора материала. ↩
-
Изучение факторов охлаждения может помочь оптимизировать эффективность производства и качество продукции в производстве. ↩



