
Система выталкивания в литье под давлением является важнейшим механизмом, обеспечивающим эффективное извлечение отформованных деталей из полости пресс-формы. Эта система играет жизненно важную роль в поддержании скорости производства и качества деталей¹ , поэтому производителям крайне важно понимать принцип ее работы и учитывать особенности ее конструкции.
Система выталкивания в литье под давлением 2 использует штифты, лезвия или воздух для выталкивания или вытягивания затвердевших пластиковых деталей из формы, обеспечивая эффективное и безопасное извлечение для непрерывного производства.
Освоение тонкостей работы системы выталкивания может оптимизировать процесс литья под давлением, снизить количество дефектов и время простоя. Узнайте больше о том, как различные типы и конструкции выталкивателей влияют на качество деталей и эффективность производства.
Система выталкивания необходима для всех процессов литья под давлением.Истинный
Без системы выталкивания детали оставались бы застрявшими в пресс-форме, что привело бы к остановке производства и потенциальному повреждению как детали, так и пресс-формы.
Системы выталкивания необходимы только для деталей сложной геометрии.ЛОЖЬ
Даже для простых деталей требуется система выталкивания, обеспечивающая стабильное и эффективное извлечение из полости пресс-формы.
Что представляет собой система выталкивания в литье под давлением?
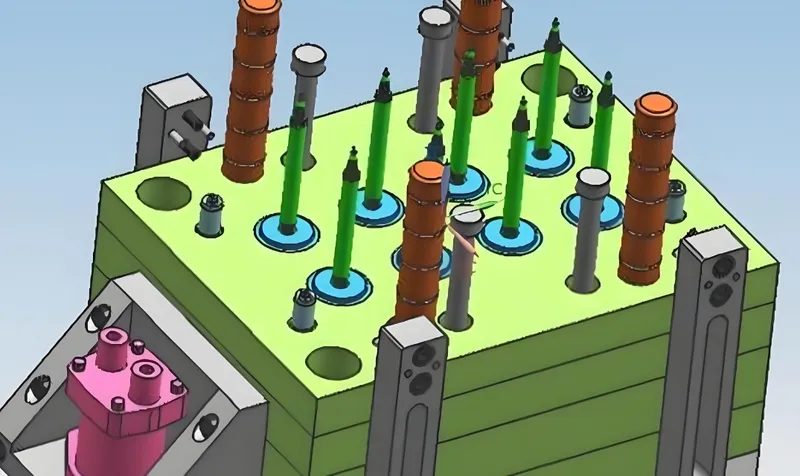
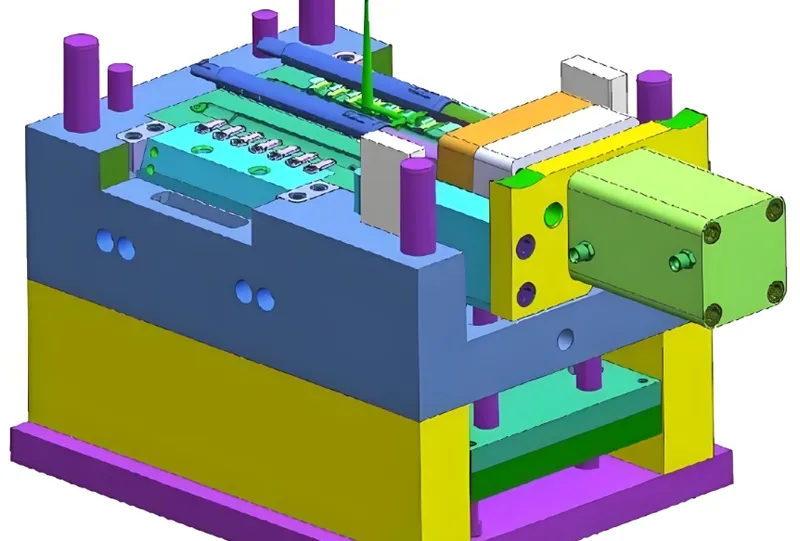
Система выталкивания является основополагающим компонентом литьевых машин, предназначенным для извлечения готовых пластиковых деталей из формы после их охлаждения и затвердевания.
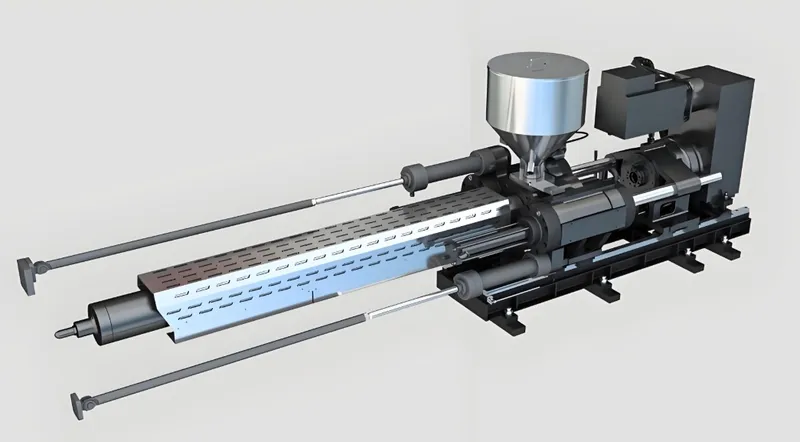
Система выталкивания, также известная как система извлечения деталей, использует механические или пневматические механизмы для извлечения формованных деталей, обеспечивая бесперебойный производственный цикл и предотвращая повреждение деталей.
| Тип эжектора | Типичные приложения | Примечания |
|---|---|---|
| Выброс штифта | Стандартные детали | Широко используется, экономически выгодно |
| Выброс лезвия | Большие плоские поверхности | Идеально подходит для автомобильных деталей |
| Выброс воздуха | Нежных или липких участков | Предотвращает повреждение поверхности |
Определение и основные принципы
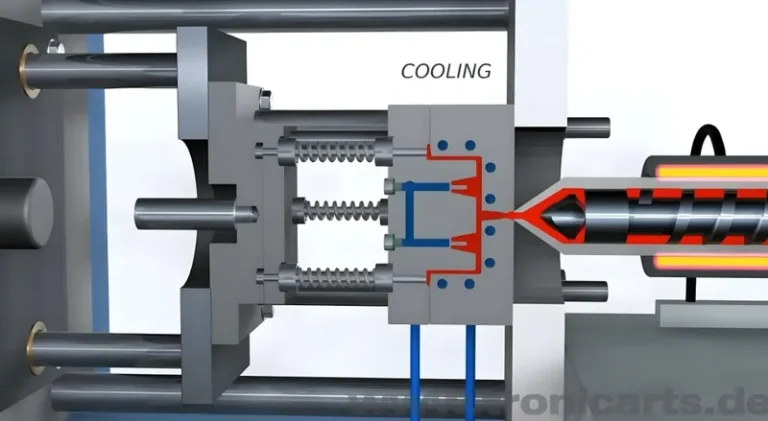
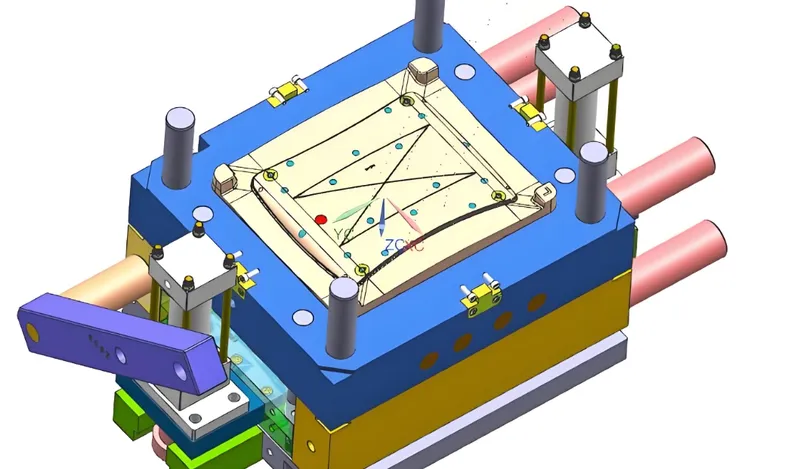
Система выталкивания работает за счет приложения контролируемой силы для извлечения детали из полости пресс-формы. Это достигается с помощью различных механизмов, таких как выталкивающие штифты, лезвия, втулки или воздушные струи. Система должна преодолевать силы адгезии и усадки, удерживающие деталь на месте, что требует точного расчета времени и приложения силы во избежание повреждения детали или появления следов.
К распространенным названиям системы выталкивания относятся «система выталкивания», «выталкиватель пресс-формы» и «механизм извлечения детали»
Классификация эжекторных систем
Эжекторные системы можно классифицировать по нескольким критериям:
-
По типу эжектора:
- Выталкивание штифтом : Для извлечения детали используются цилиндрические штифты.
- Выброс лезвий : Использует плоские лезвия для обработки больших поверхностей.
- Выталкивание втулки : Использует полые штифты для деталей со сквозными отверстиями.
- Выталкивание детали с помощью съемной пластины : включает в себя пластину, которая скользит, выталкивая деталь.
- Выброс воздуха : Использует сжатый воздух для выдувания детали.
- Выталкивание с помощью толкателей : Используется для деталей с подрезами.
-
По движущей силе:
- Механический : приводится в движение гидравлической или механической системой формовочной машины.
- Пневматический : приводится в действие сжатым воздухом.
- Гибридный : сочетает в себе механические и пневматические механизмы.
-
По заявлению:
- Стандартные пресс-формы : для простых деталей.
- Сложные пресс-формы : для деталей со сложными подрезами или замысловатыми элементами.
Выталкивание штифтом — наиболее распространенный тип выталкивающей системы.Истинный
Метод выталкивания штифтов широко используется благодаря своей простоте, экономичности и пригодности для большинства стандартных деталей.
Выброс воздуха используется только в очень специфических целях.ЛОЖЬ
Несмотря на свою специализированность, технология удаления воздуха становится все более популярной для обработки деликатных или липких материалов с целью предотвращения повреждения поверхности.
Как работает эжекторная система?
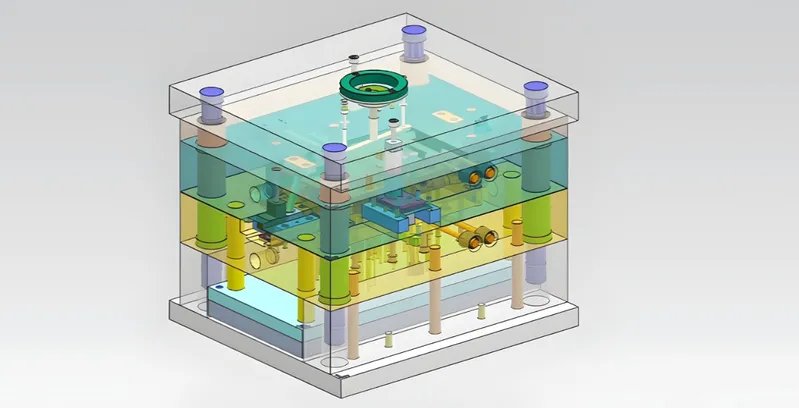
Понимание принципа работы выталкивающей системы имеет решающее значение для оптимизации процесса литья под давлением и обеспечения высокого качества деталей.
Система выталкивания активируется после открытия пресс-формы, используя штифты, лезвия или воздух для приложения силы и высвобождения детали, а затем возвращается в исходное положение для следующего цикла.

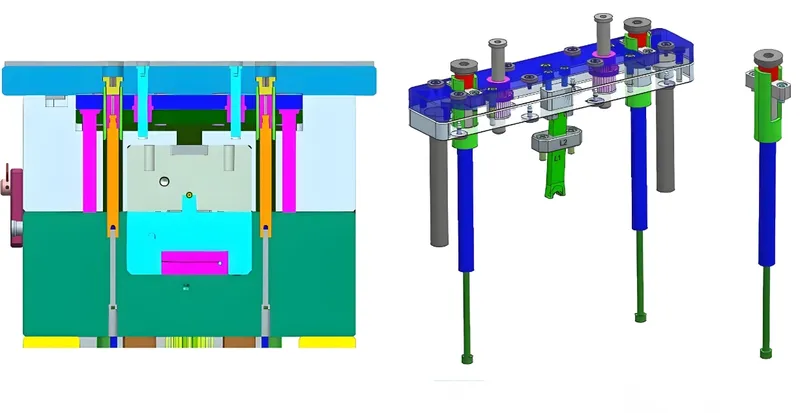
Рабочий процесс
Процесс выталкивания интегрирован в цикл литья под давлением:
-
Открытие формы : После охлаждения форма отделяется.
-
Активация эжектора : Система эжектора срабатывает, перемещая эжекторную пластину вперед.
-
Приложение силы : Механизмы выталкивания соприкасаются с деталью и выталкивают её.
-
Снятие детали : Деталь полностью освобождена и снята.
-
Сброс системы : система выталкивания отводится, и пресс-форма закрывается для следующего цикла.
Ключевые параметры включают:
-
Ход выталкивателя : обычно составляет 5-10 мм или 2/3 глубины детали.
-
Сила выталкивания : Должна превышать силу удержания, возникающую из-за усадки.
-
Время и скорость : контролируются для предотвращения повреждения деталей.
Совместимость материалов
Для разных материалов требуются индивидуально подобранные методы выталкивания:

-
Твердые пластмассы (например, АБС-пластик) : подходят для механического выталкивания.
-
Мягкие или липкие материалы (например, термоэластопласт) : Выгодно использование системы выброса воздуха или пластины для удаления припоя.
-
Материалы с высокой степенью усадки : может потребоваться большее усилие при выталкивании.
| Тип материала | Рекомендуемый метод выброса | Примечания |
|---|---|---|
| Твердые пластмассы | Штифт, лезвие | Выдерживает высокие нагрузки |
| Мягкие/липкие пластмассы | Воздушная, стрипперная пластина | Требуется аккуратное извлечение |
| Высокая усадка | Удар с высокой силой | Требуется сильная сила |
Система выталкивания работает независимо от цикла формования.ЛОЖЬ
Система выталкивания синхронизирована с открытием и закрытием пресс-формы, что обеспечивает бесперебойную работу.
Свойства материалов оказывают существенное влияние на конструкцию эжекторной системы.Истинный
Такие факторы, как усадка и адгезия, определяют выбор типа эжектора и требуемой силы.
Каковы области применения эжекторной системы?
Система выталкивания незаменима в различных отраслях промышленности, обеспечивая эффективное удаление деталей и поддерживая непрерывный производственный процесс.
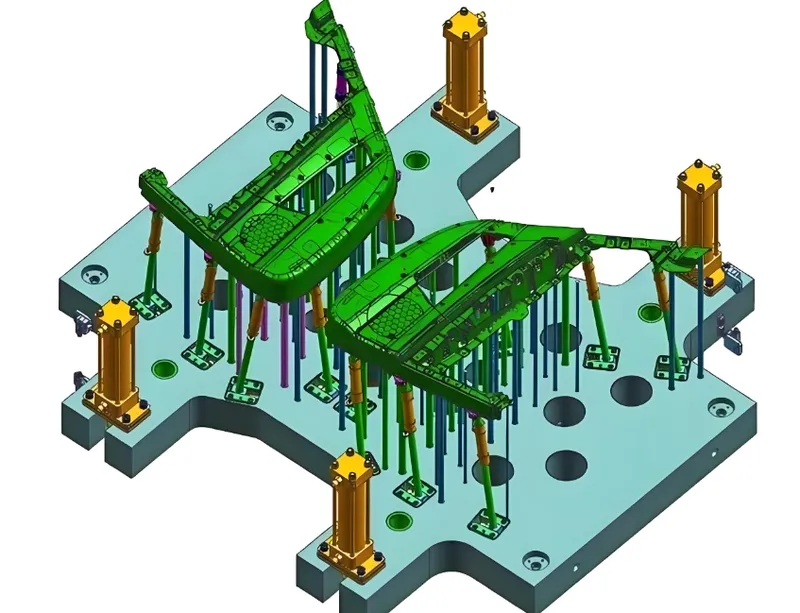
Система выталкивания используется в автомобильной, медицинской, бытовой и электронной промышленности для извлечения таких деталей, как приборные панели, корпуса шприцев и корпуса медицинских устройств.
Типичные сценарии применения
-
Крупномасштабное производство : необходимо для быстрого производственного цикла в сфере потребительских товаров.
-
Сложные геометрические формы : необходимы для деталей с подрезами или тонкими стенками.
-
Хрупкие материалы : это крайне важно для предотвращения повреждения липких или мягких деталей.
-
Крупные детали : крайне важны для надежного удаления тяжелых компонентов.
Примеры из отрасли включают:

-
Автомобильная промышленность : элементы отделки и конструктивные детали.
-
Медицина : Прецизионные детали, такие как корпуса шприцев.
-
Бытовая электроника : корпуса устройств, требующие безупречной отделки.
Сравнение преимуществ и недостатков
Сравнение эжекторной системы с альтернативными методами:
| Метод | Плюсы | Минусы |
|---|---|---|
| Эжекторная система | Автоматизированный, эффективный, интегрированный | Потенциальные метки, требующие точного дизайна |
| Ручное снятие | Гибкая структура, отсутствие затрат на оборудование | Трудоемкий, непостоянный, медленный |
| Роботизированное удаление | Точное управление, обработка сложных деталей | Высокая стоимость, требует дополнительных систем |
Система выталкивания снижает производственные затраты за счет автоматизации удаления деталей.Истинный
Автоматизация минимизирует трудозатраты и повышает стабильность, что приводит к экономии средств.
Ручное удаление является жизнеспособной альтернативой для крупносерийного производства.ЛОЖЬ
Ручное удаление слишком медленное и нестабильное для крупномасштабного производства.
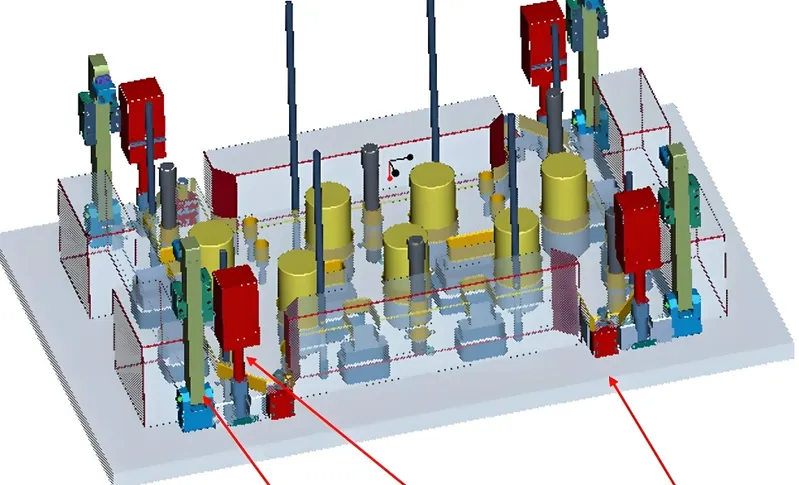
Как спроектировать эффективную эжекторную систему?
Разработка системы выталкивания требует тщательного учета геометрии детали, свойств материала и производственных требований.
Эффективная конструкция системы выталкивания 4 включает в себя выбор правильного типа выталкивателя, расчет хода и усилия, а также размещение выталкивателей таким образом, чтобы избежать повреждения деталей.
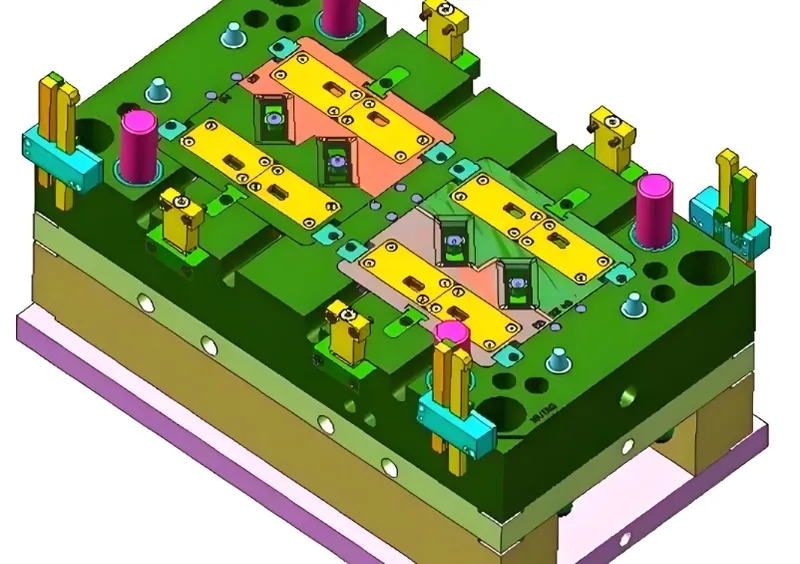
Контрольный список проектирования
-
Определите точки выброса : разместите на жестких участках, таких как ребра или фланцы.
-
Проверьте наличие подрезов : при необходимости используйте подъёмники или угловые штифты.
-
Необходимо обеспечить правильный угол наклона фюзеляжа : обычно 1-2° для облегчения сброса.
-
Выберите тип выталкивателя : в зависимости от сложности детали (5) и материала.
-
Рассчитайте ход поршня и силу : убедитесь, что они достаточны, но не чрезмерны.
-
Защита поверхности : Разместите выталкиватели на невидимых поверхностях.
-
Сопоставьте свойства материала : учитывайте усадку и адгезию.
Принятие решений по выбору процесса
Учитывать:
-
Объём производства : Для больших объёмов производства требуются надёжные автоматизированные системы.
-
Сложность деталей : Для сложных деталей могут потребоваться специализированные выталкиватели.
-
Тип материала : Для мягких материалов предпочтительны щадящие методы извлечения.
-
Стоимость : Необходимо найти баланс между сложностью конструкции и бюджетными ограничениями.
Дерево решений:
-
Оценка геометрии : простые (штифты) против сложных (подъемники).
-
Оцените материал : твердый (механический) против мягкого (воздушного).
-
Определение объема : высокий (автоматизированные системы) против низкого (более простые системы).
-
Выберите тип : исходя из вышеизложенного и стоимости.
Правильная конструкция системы выталкивания позволяет исключить дефекты деталей.Истинный
Правильная конструкция предотвращает такие проблемы, как деформация, растрескивание или появление царапин на поверхности.
Для всех эжекторных систем необходимо учитывать одинаковые конструктивные особенности.ЛОЖЬ
Конструкция должна быть адаптирована к конкретной геометрии детали и свойствам материала.
Система выталкивания является частью более широкой экосистемы в литье под давлением и связана с различными технологиями, используемыми на этапах подготовки и обработки материала.
К смежным технологиям относятся программное обеспечение для проектирования пресс-форм, материаловедение, автоматизация и системы контроля качества, которые в совокупности повышают эффективность системы выталкивания.
Технологии добычи нефти и газа
-
Программное обеспечение для проектирования пресс-форм 6 : Такие инструменты, как Moldflow, имитируют процесс выталкивания для оптимизации конструкции.
-
Материаловедение 7 : Исследования пластмасс помогают в выборе эжектора.
-
Машиностроение : Достижения в области гидравлики или электротехники улучшают управление.
Технологии переработки и сбыта
-
Финишная обработка детали : обрезка или полировка для удаления следов от выталкивателя.
-
Автоматизация : Роботизированные манипуляторы обрабатывают выброшенные детали.
-
Контроль качества 8 : Системы машинного зрения обеспечивают качество деталей.
Усовершенствования в программном обеспечении для проектирования пресс-форм позволили повысить эффективность системы выталкивания.Истинный
Инструменты моделирования позволяют лучше прогнозировать и оптимизировать процессы выброса.
Система выталкивания работает автономно, независимо от других технологий литья.ЛОЖЬ
Она тесно интегрирована с системами проектирования пресс-форм, выбора материалов и автоматизации.
Заключение
Система выталкивания является важнейшим компонентом в литье под давлением 9 , обеспечивая эффективное и безошибочное извлечение деталей. Понимая ее типы, принцип работы и конструктивные особенности 10 , производители могут оптимизировать производство и поддерживать высокое качество выпускаемой продукции. Интеграция системы с соответствующими технологиями еще больше повышает ее роль в более широком производственном процессе.
-
Изучение этой взаимосвязи может помочь производителям повысить эффективность и качество продукции. ↩
-
Понимание работы системы выталкивания имеет решающее значение для оптимизации скорости производства и качества деталей при литье под давлением. ↩
-
Изучение различных конструкций эжекторов может привести к принятию более взвешенных решений и улучшению производственных результатов. ↩
-
Изучите этот ресурс, чтобы понять основные принципы проектирования эффективной эжекторной системы, обеспечивающей оптимальную производительность и надежность. ↩
-
Узнайте, как сложность детали может определять тип необходимой системы выталкивания, обеспечивая эффективное выполнение всех требований вашей конструкцией. ↩
-
Изучите новейшие программные инструменты для проектирования пресс-форм, чтобы улучшить процесс литья под давлением и оптимизировать конструкцию извлечения пресс-форм. ↩
-
Понимание материаловедения имеет решающее значение для выбора правильной системы выталкивания и повышения общего качества литья. ↩
-
Узнайте об эффективных методах контроля качества, которые обеспечат высочайшие стандарты качества ваших деталей, изготовленных методом литья под давлением. ↩
-
Этот ресурс предоставит вам исчерпывающую информацию о процессах литья под давлением, расширив ваши знания в области производственных технологий. ↩
-
Понимание проектных аспектов имеет решающее значение для оптимизации производства; эта ссылка поможет вам разобраться в основных факторах, которые следует учитывать. ↩





