

Тонкостенная инъекционная литья 1 -это специализированный производственный процесс, который производит легкие пластиковые детали с стенами, часто толщиной менее 1 мм, что делает его идеальным для таких отраслей, как упаковка, автомобильная и потребительская электроника. Тем не менее, проектирование форм для этого процесса требует точности для обеспечения равномерного заполнения, профилактики дефектов и эффективного производства.
Тонкостенная инъекционная литья создает легкие детали со стенами под 1 мм, используя высокоскоростную инъекцию для заполнения тонких полостей, но требует точной конструкции плесени 2 , чтобы избежать дефектов, таких как деформация или следы раковины.
Понимание тонкостей конструкции пресс-формы для литья в инъекции тонкой стенки имеет важное значение для производителей, стремящихся снизить затраты на материал и повысить эффективность производства. Далее изучите, как выбор материалов 3 , размещение затвора и системы охлаждения влияют на успех этого процесса.
Тонкостенная инъекционная литья уменьшает использование материала при производстве.Истинный
Создавая детали с более тонкими стенами, требуется меньше пластика, что приводит к значительной экономии затрат.
Тонкостенная инъекционная литья подходит только для простой геометрии.ЛОЖЬ
При сложных, тонкостенная литья может быть применена к сложным деталям с тщательной конструкцией плесени и управлением процессом.
- 1. Что такое литья инъекции тонкой стены?
- 2. Каковы ключевые соображения в конструкции плесени для литья под давлением тонкой стенки?
- 3. Каковы шаги в процессе формования тонкой стенки?
- 4. Каковы три ключевых фактора в конструкции пресс-формы для литья в инъекции тонкой стенки?
- 5. Каковы применение формования в инъекции тонкостенной?
- 6. Каковы различия между тонкой стенкой и стандартным литьем инъекций?
- 7. Заключение
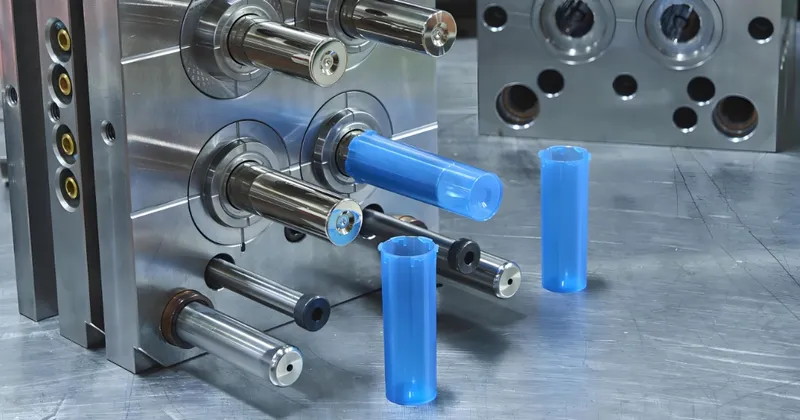
Что такое литья инъекции тонкой стены?
Тонкостенная инъекционная литья-это процесс для создания пластиковых деталей с очень тонкими стенами, как правило, менее 1 мм толщиной, определяемое соотношением толщины длины потока к стенке, превышающим 200: 1. Он включает в себя впрыскивание расплавленного пластика на высокой скорости и давлении в формы с тонкими полостями, обеспечивая заполнение материала перед охлаждением. Этот метод имеет решающее значение для производства легких, экономически эффективных продуктов, таких как пищевые контейнеры, телефона и автомобильные компоненты.

Тонкостенная подпредьем формование производит легкие пластиковые детали 4 с стенами под 1 мм, используя высокоскоростную инъекцию 5 для заполнения тонких полостей, идеально подходящих для упаковки, автомобильной промышленности и электроники.
| Аспект | Подробности |
|---|---|
| Толщина стены | Обычно <1 мм, часто 0,6-0,9 мм |
| Соотношение длины потока | >200:1 |
| Ключевые проблемы | Равномерное наполнение, предотвращение дефектов |
| Общие материалы | Полипропилен (PP), нейлон (PA), полиэтилен (PE) |
Основные принципы
Процесс требует точного контроля над скоростью впрыска, давлением и охлаждением, чтобы предотвратить дефекты, такие как деформация, следы раковины или короткие снимки. Формы должны быть разработаны для обработки высокого давления и обеспечения даже распределения материалов, что делает его более сложным, чем стандартное литье для инъекции.
Тонкостенная инъекционная литья является более экономически эффективной, чем стандартное литье под давления.Истинный
Это уменьшает использование материала и время цикла, что приводит к снижению производственных затрат на пробеги с большим объемом.
Тонкостенная инъекционная литья не подходит для всех пластиковых материалов.Истинный
Только с высоким потоком, такие как полипропилен или нейлон, подходят из-за необходимости быстрого заполнения полости.
Каковы ключевые соображения в конструкции плесени для литья под давлением тонкой стенки?
Проектирование форм для литья под давлением тонкой стенки требует внимания к нескольким критическим факторам для обеспечения качества части и эффективности процесса.

Ключевые соображения дизайна плесени для литья под давлением тонкой стенки включают в себя равномерную толщину стенки, материалы с высоким потоком, точное размещение затвора, а также эффективные системы охлаждения и вентиляционных систем.
Равномерная толщина стенки
Поддержание постоянной толщины стенки необходимо для предотвращения дефектов, таких как деформация или следы раковины. Для тонкостенных деталей стены должны быть максимально однородными, как можно более 0,9 мм или более, в зависимости от материала и размера части.
Выбор материала
Материалы с высоким потоком, такие как полипропилен (PP), нейлон (PA) и полиэтилен (PE), являются предпочтительными, потому что они могут быстро и равномерно заполнять тонкие полости. Эти материалы имеют высокий индекс потока расплава (MFI), который имеет решающее значение для тонкостенных применений.

Размещение ворот
Ворота должны быть стратегически размещены для обеспечения даже заполнения плесени. Для тонкостенных деталей часто необходимы более крупные или множественные ворота для равномерного распределения материала и снижения риска коротких снимков.
Охлаждение и вентиляция
Эффективные каналы охлаждения 6 жизненно важны для быстрого укрепления детали и поддержания времени цикла. Кроме того, правильное вентиляция 7 , что может вызвать дефекты, такие как ожоги или неполное заполнение.
| Дизайн аспект | Рекомендация | Примечания |
|---|---|---|
| Толщина стены | ≥0,9 мм, равномерная | Предотвращает деформацию и следы раковины |
| Материал | Пластмассы с высоким потоком 8 (например, стр., Нейлон) | Обеспечивает надлежащую наполнение полости |
| Размещение ворот | Несколько или большие ворота | Для даже наполнения и сокращения коротких снимков |
| Охлаждение | Эффективные каналы | Быстрое затвердевание и контроль времени цикла |
| Вентиляция | Адекватные вентиляционные отверстия | Избегает воздушных ловушек и дефектов |
Универстная толщина стенки имеет решающее значение в литье в инъекции тонкой стенки.Истинный
Это обеспечивает даже охлаждение и предотвращает дефекты, такие как деформация или следы раковины.
Любой пластиковый материал может быть использован для литья в инъекции тонкой стенки.ЛОЖЬ
Только материалы с высокими скоростями потока подходят для эффективного заполнения тонких полостей.
Каковы шаги в процессе формования тонкой стенки?
Процесс литья под давлением тонкой стенки требует точного контроля на каждом этапе, чтобы обеспечить высококачественные детали и эффективное производство.
Процесс литья в инъекции тонкой стенки включает в себя выбор материала, конструкцию плесени, высокоскоростной впрыск, охлаждение и контроль качества, с акцентом на точность, чтобы избежать дефектов.

Выбор материала
Выберите материалы с высоким потоком, такие как полипропилен или нейлон, чтобы пластик мог быстро и полностью заполнять тонкие полости.
Дизайн пресс-формы
Разработайте плесень с равномерной толщиной стенки, оптимизированным размещением затворов и эффективными системами охлаждения и вентиляции для обработки высоких давлений и скоростей.
Процесс инъекции
Используйте высокоскоростные инъекционные машины (до 2200 мм/с) и высокое давление (≥200 МПа), чтобы быстро заполнить форму, прежде чем материал остынет. Этот шаг имеет решающее значение, чтобы избежать коротких снимков или неполного заполнения.

Охлаждение и выброс
Охладите деталь быстро, используя хорошо разработанные каналы охлаждения, чтобы затвердеть материал и поддерживать короткое время цикла. Тщательно выбросите деталь, чтобы избежать повреждения из -за ее тонких стен.
Контроль качества
Осмотрите детали на наличие дефектов, таких как следы раковины, деформация или линии потока, гарантируя, что они соответствуют необходимым спецификациям.
Высокоскоростная инъекция необходима для тонкостенной формования.Истинный
Это гарантирует, что материал заполняет тонкие полости перед охлаждением, предотвращая дефекты.
Тонкостенная инъекционная литья всегда приводит к дефектным деталям.ЛОЖЬ
Дефекты, такие как деформация или следы раковины, все еще могут происходить, если конструкция плесени или параметры процесса не оптимизированы.
Каковы три ключевых фактора в конструкции пресс-формы для литья в инъекции тонкой стенки?
Эффективная конструкция плесени для формования тонкой стенки на три критических фактора, которые непосредственно влияют на качество части и эффективность производства.
Три ключевыми факторами в конструкции плесени для литья под давлением тонкой стенки являются однородность толщины стенки, конструкция ворот и эффективность охлаждения, которые вместе обеспечивают без дефектов детали и оптимальное время цикла.

Равномерность толщины стенки
Городская толщина стены предотвращает неровное охлаждение, что может привести к деформации или раковины. Для тонкостенных деталей поддержание консистенции является еще более критичным из-за быстрого времени охлаждения.
Дизайн ворот
Правильное размещение и размер затвора необходимы для равномерного распределения материала. В тонкостенной формовании несколько ворот или более крупных ворот часто используются для обеспечения того, чтобы материал заполнял всю полость без колебаний.
Эффективность охлаждения
Эффективные системы охлаждения необходимы для быстрого укрепления детали и поддержания короткого цикла. Хорошо разработанные каналы охлаждения помогают предотвратить дефекты и повысить производительность.
Конструкция ворот имеет решающее значение для литья в инъекции тонкой стенки.Истинный
Правильное размещение ворот обеспечивает даже заполнение и снижает риск дефектов, таких как короткие снимки.
Эффективность охлаждения менее важна в тонкой стенке из-за тонких стен.ЛОЖЬ
Эффективное охлаждение жизненно важно для предотвращения дефектов и поддержания времени цикла, даже с тонкими стенами.
Каковы применение формования в инъекции тонкостенной?
Тонкостенная инъекционная литья широко используется в промышленности, где необходимы легкие, экономически эффективные детали.
Тонкостенная инъекционная литья обычно используется в упаковке, автомобильной и потребительской электронике для производства легких, экономичных деталей, таких как контейнеры, внутренняя отделка и чехлы для телефона.
Упаковка
Производит тонкостенные контейнеры, крышки и поддоны, снижая затраты на материал и повышая устойчивость.
Автомобильная промышленность
Создает легкие внутренние компоненты, такие как отделочные панели, способствуя повышению эффективности использования топлива.

Бытовая электроника
Производит такие предметы, как телефона и крышки аккумулятора, где тонкие стены позволяют создавать гладкие конструкции и снизить вес.
Тонкостенная инъекционная литья используется только в упаковочной промышленности.ЛОЖЬ
Он также широко используется в автомобильной, электронике и медицинской промышленности для легких компонентов.
Тонкостенная инъекционная литья снижает производственные затраты при производстве с большим объемом.Истинный
Это минимизирует использование материала и сокращает время цикла, что приводит к значительной экономии затрат.
Каковы различия между тонкой стенкой и стандартным литьем инъекций?
Понимание различий между тонкой стенкой и стандартным литьем инъекции является ключом к выбору правильного процесса для вашего применения.
Тонкостенная инъекционная литья отличается от стандартного литья под давления в толщине стенки, скорости впрыска, давления и конструкции плесени, требуя специализированного оборудования и опыта.

Толщина стены
Тонкостенное формование производит детали с стенами, как правило, менее 1 мм, в то время как стандартные литья ручки с более толстыми стенами, обычно выше 1,5 мм.
Скорость и давление впрыска
Тонкостенное литье требует более высоких скоростей впрыска (до 2200 мм/с), а давления (≥200 МПа) для быстрого заполнения форм, тогда как стандартное литье использует более низкие скорости и давления.
Дизайн пресс-формы
Формы для тонкостенных деталей должны быть более надежными, часто изготовленными из более жестких сталей, таких как H-13 или D-2, чтобы выдерживать более высокое давление и предотвратить износ.

Время цикла
Тонкостенная литья обычно имеет более короткое время цикла из-за более быстрого охлаждения тонких деталей, повышая продуктивность.
Тонкостенная подпрыска для инъекции требует больше специализированного оборудования, чем стандартное литье.Истинный
Он требует высокоскоростных машин и надежных форм для обработки повышенных давлений и скоростей.
Стандартное литье под давлением не может производить тонкостенные детали.ЛОЖЬ
Несмотря на возможным, он менее эффективен и может не достичь того же качества, что и процессы, специфичные для тонкой стены.
Заключение
Тонкостенная инъекционная литья является мощным процессом для производства легких, экономически эффективных пластиковых деталей, но это требует тщательной конструкции плесени и управления процессом. Ключевые факторы, такие как однородная толщина стенки, материалы с высоким потоком и эффективные системы охлаждения, необходимы для успеха. Несмотря на то, что он более сложный, чем стандартное литье, литье под давлением тонкой стенки дает значительные преимущества в экономии материала и эффективности производства для правильных применений.
Тонкостенная инъекция литья является экономически эффективным решением для масштабного производства.Истинный
Это уменьшает использование материала и время цикла, что делает его идеальным для крупномасштабного производства.
Тонкостенная инъекция литья не подходит для сложных конструкций деталей.ЛОЖЬ
При правильной конструкции плесени и оптимизации процессов сложные тонкостенные детали могут быть успешно произведены.
-
Откройте для себя преимущества и применение литья в инъекционном виде тонкостена в различных отраслях, улучшая ваше понимание этого эффективного процесса. ↩
-
Узнайте о критических аспектах дизайна плесени, которые обеспечивают качество и эффективность в литье под давлением тонкой стенки, что имеет решающее значение для производителей. ↩
-
Изучите, как выбор материала влияет на производительность и экономическую эффективность формованных деталей тонкостенной инъекции, жизненно важных для успешного производства. ↩
-
Узнайте, как производятся легкие пластиковые детали и их преимущества в современных применениях. ↩
-
Узнайте о значении высокоскоростной инъекции в процессах литья и его влиянии на качество продукции. ↩
-
Понимание эффективных каналов охлаждения может улучшить ваш производственный процесс и уменьшить дефекты. ↩
-
Изучение правильных методов вентиляции может помочь вам избежать дефектов и улучшить качество продукции. ↩
-
Изучение пластиков с высоким потоком может направлять выбор материалов для лучшей производительности в ваших проектах. ↩





