

Погрузитесь вместе со мной в мир литья под давлением, где освоение техники декомпрессии является ключом к достижению превосходного качества продукции.
Декомпрессия при литье под давлением снижает давление на определенных этапах, предотвращая такие дефекты, как облой, уменьшая внутренние напряжения и оптимизируя распределение плотности. Она повышает качество продукции и эффективность процесса за счет тщательного контроля динамики давления внутри пресс-формы.
Хотя этот краткий обзор дает первоначальное представление о роли декомпрессии, более глубокое изучение ее назначения, методов реализации и необходимых мер предосторожности раскрывает ее полное влияние на процесс литья под давлением. Читайте дальше, чтобы узнать, как освоение декомпрессии может оптимизировать результаты вашего производства.
Снижение давления предотвращает образование облоя при литье под давлением.Истинный
Декомпрессия снижает давление, предотвращая перелив пластика по линиям разъема пресс-формы.
Какова роль декомпрессии в литье под давлением?
Снижение давления при литье под давлением имеет решающее значение для минимизации дефектов и повышения качества продукции. Оно обеспечивает точность и однородность формованных деталей.
Декомпрессия в литье под давлением предполагает снижение давления для предотвращения дефектов, таких как облой, уменьшения внутренних напряжений и достижения оптимального распределения плотности в пластмассовых изделиях. Этот процесс необходим для поддержания высокого качества и эффективности производства.
Понимание декомпрессии
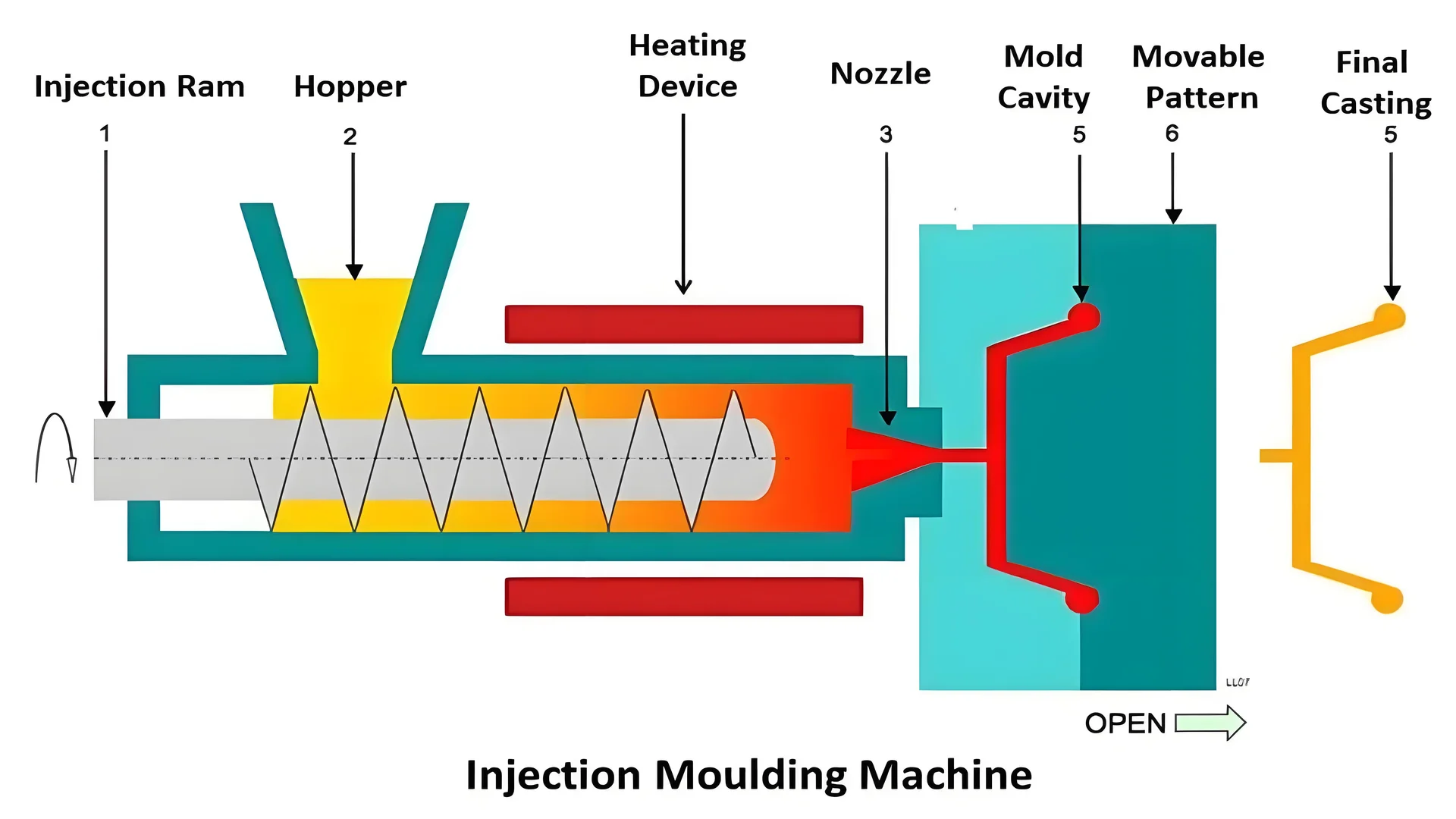
В контексте литья под давлением декомпрессия¹ — это метод, применяемый для контроля давления внутри полости пресс-формы. Благодаря этому производители могут точно настроить качество и однородность пластиковых деталей, предотвращая такие распространенные проблемы, как облой и внутренние напряжения.
- Предотвращение образования облоя : Высокое давление во время впрыска может привести к вытеканию расплавленного пластика через линии разъема пресс-формы, что вызывает нежелательный облой. Снижение давления уменьшает этот показатель, снижая риск возникновения таких дефектов.
- Снижение внутренних напряжений : Чрезмерное давление во время формования может привести к значительным внутренним напряжениям, которые могут вызвать деформацию или растрескивание изделия. Постепенное снижение давления во время охлаждения обеспечивает лучшую стабильность размеров.
- Оптимизация распределения плотности : Правильное снижение давления обеспечивает равномерное распределение пластика внутри формы, что приводит к однородной плотности по всему изделию и повышает его общее качество.
Методы реализации
Эффективная декомпрессия может быть достигнута различными методами:
- Управление машиной : Современные термопластавтоматы оснащены точными системами управления. Операторы могут устанавливать определенные параметры разгерметизации для автоматической регулировки скорости вращения шнека и давления.
- Корректировка конструкции пресс-формы : Интеграция таких элементов, как выхлопные системы или редукционные клапаны, в пресс-формы может способствовать естественной декомпрессии за счет высвобождения скопившихся газов и регулирования давления в полости.
| Метод | Описание |
|---|---|
| Управление машиной | Корректирует параметры впрыска для точной декомпрессии. |
| Проектирование пресс-форм | Включает встроенные механизмы для регулирования давления. |
Критические меры предосторожности
Для декомпрессии необходим тщательный контроль времени и амплитуды:
- Время начала декомпрессии: Слишком раннее начало декомпрессии может привести к неполному заполнению сосудов, тогда как поздняя декомпрессия может оказаться неэффективной в предотвращении кровотечения или снижении напряжения.
- Амплитуда : Чрезмерное снижение давления может привести к усадке или образованию вмятин, тогда как недостаточное снижение давления может не дать желаемого эффекта.
Операторам следует проводить тщательные испытания для подбора параметров декомпрессии в соответствии со спецификациями изделия и используемыми материалами.
Понимая и внедряя эти методы, производители могут использовать декомпрессию для повышения эффективности литья под давлением и улучшения качества продукции.
Снижение давления уменьшает образование облоя при литье под давлением.Истинный
Снижение давления уменьшает величину поршня, предотвращая вытекание расплавленного пластика.
Чрезмерная декомпрессия приводит к увеличению внутреннего напряжения.ЛОЖЬ
Чрезмерная декомпрессия может привести к усадке, а не к увеличению напряжения.
Как декомпрессия предотвращает вспышки пламени и снижает внутренний стресс?
Снижение давления при литье под давлением является ключевым методом повышения качества продукции за счет минимизации дефектов и напряжений.
Декомпрессия предотвращает образование облоя за счет снижения избыточного давления во время формования, что предотвращает перелив пластика по линии разъема. Она также снижает внутренние напряжения, обеспечивая постепенное снижение давления во время охлаждения, предотвращая деформацию и улучшая механические свойства.

Понимание Flash и способов его предотвращения
Облой — это нежелательный тонкий слой пластика, который просачивается через линию разъема пресс-формы, образуя видимый шов на изделии. Этот дефект может возникнуть, когда давление впрыска слишком высокое, выталкивая расплавленный пластик за пределы предназначенной полости пресс-формы. Применение декомпрессии позволяет снизить давление в критические моменты, предотвращая этот перелив и, таким образом, уменьшая образование облоя.
Предотвращение вспышек пламени путем регулирования давления
- Снижение давления : уменьшение давления в передней части шнека или внутри полости пресс-формы предотвращает избыточный поток пластика.
- Точное соблюдение временных рамок : Точное соблюдение временных рамок декомпрессии имеет решающее значение для обеспечения адекватного заполнения полости без чрезмерного давления.
Снижение внутреннего напряжения для повышения стабильности продукта
Внутренние напряжения могут приводить к таким проблемам, как деформация или растрескивание. Во время охлаждения поддержание постоянного давления помогает предотвратить накопление этих напряжений. Декомпрессия позволяет контролируемо снижать давление, повышая стабильность размеров и целостность изделия.
Методы управления внутренним стрессом
- Постепенное снижение давления : контролируемое уменьшение давления снижает напряжение во время охлаждения, обеспечивая однородность формы и прочности.
- Оптимизация распределения плотности : Путем регулирования потока расплавленного пластика посредством декомпрессии можно минимизировать колебания плотности внутри изделия, что повышает его общее качество.
Практическое применение и преимущества
Для эффективного осуществления декомпрессии необходимы современные термопластавтоматы, оснащенные передовыми системами управления. Операторы могут устанавливать точные параметры декомпрессии для достижения желаемых результатов.
Пример: Влияние на качество продукции
| Аспект | Без декомпрессии | С декомпрессией |
|---|---|---|
| Вспышка | Общий | Значительно снижено |
| Внутренний стресс | Высокий | Пониженный |
| Размерная стабильность | Компрометированный | Улучшенный |
Сосредоточившись на этих элементах, производители могут выпускать компоненты более высокого качества, сокращать количество отходов и повышать эффективность производства.
Для получения более подробной информации об эффективном управлении декомпрессией см. наше руководство по управлению литьевыми машинами 2 и узнайте о стратегиях проектирования пресс-форм 3 .
Снижение давления уменьшает образование облоя при литье под давлением.Истинный
Снижение давления путем декомпрессии предотвращает перелив пластика по линиям разъема.
Декомпрессия увеличивает внутреннее напряжение в формованных изделиях.ЛОЖЬ
Декомпрессия фактически снижает внутреннее напряжение за счет постепенного снижения давления.
Какие существуют методы проведения декомпрессии?
Методы снижения давления при литье под давлением играют важнейшую роль в обеспечении качества продукции за счет эффективного регулирования давления. Умение применять эти методы является ключом к успешному производству.
Снижение давления может быть достигнуто за счет управления машиной и конструкции пресс-формы. Современные машины регулируют давление с помощью настроек, а конструкции пресс-форм предусматривают такие элементы, как выхлопные системы, для облегчения снижения давления.
Управление литьевой машиной
Одним из основных методов достижения декомпрессии является использование систем управления современных термопластавтоматов⁴ . Эти машины оснащены сложной технологией, позволяющей операторам точно регулировать параметры давления впрыска. Таким образом, машина может автоматически изменять скорость и давление вращения шнека для достижения желаемой декомпрессии.
Операторы могут устанавливать определенные параметры декомпрессии через панель управления, которая направляет работу машины в динамическом режиме. Этот процесс имеет решающее значение для предотвращения таких проблем, как облой, и обеспечения размерной стабильности формованного изделия.
Вопросы проектирования пресс-форм
Еще один эффективный метод включает в себя стратегическое проектирование пресс-формы. Хорошо спроектированная пресс-форма может значительно способствовать достижению декомпрессии, не полагаясь исключительно на регулировку оборудования.
Таблица: Особенности конструкции пресс-формы для декомпрессии
| Особенность | Функция |
|---|---|
| Выхлопные системы | Выпускает захваченный газ для снижения давления в полости. |
| Редукционные клапаны | Контролирует давление на определенных этапах цикла формования. |
Системы отвода газов являются неотъемлемой частью конструкции пресс-форм, обеспечивая своевременный отвод газов из полости во время процесса впрыска. Это не только снижает давление, но и предотвращает такие дефекты, как неполное заполнение или попадание воздуха.
Кроме того, внедрение редукционных клапанов в конструкцию пресс-формы может помочь эффективно контролировать декомпрессию. Эти клапаны работают, обеспечивая контролируемый сброс давления на определенных этапах, гарантируя постоянный поток расплавленного пластика и равномерное распределение плотности.
Комплексный подход для достижения оптимальных результатов
Для эффективного внедрения системы декомпрессии часто требуется сочетание стратегий управления оборудованием и проектирования пресс-форм. Гармоничное сочетание этих двух подходов позволяет производителям точно настроить процесс декомпрессии в соответствии с конкретными производственными потребностями.
В передовых системах могут даже интегрироваться инструменты мониторинга в реальном времени, предоставляющие обратную связь о динамике давления во время цикла формования. Такой подход, основанный на данных, позволяет вносить постоянные корректировки, что приводит к повышению эффективности процесса и качества продукции.
Для дальнейшего изучения этой темы понимание того, как методы литья под давлением 5 различаются в зависимости от области применения, может дать дополнительные сведения об оптимизации декомпрессии в различных производственных условиях.
Современные аппараты регулируют давление с помощью настроек.Истинный
В современных машинах используются системы управления для изменения параметров давления.
Конструкция пресс-формы не влияет на декомпрессию.ЛОЖЬ
Формы с вытяжными системами способствуют снижению давления.
Как оптимизировать время и амплитуду декомпрессии?
Овладение искусством регулирования времени и амплитуды декомпрессии имеет решающее значение для безупречного литья под давлением. Откройте для себя секреты оптимизации этих параметров для достижения превосходного качества продукции.
Для оптимизации времени и амплитуды декомпрессии необходимо корректировать параметры в зависимости от формы, размера и материала изделия. Правильно рассчитанное время декомпрессии предотвращает такие дефекты, как заусенцы и внутренние напряжения, а контролируемая амплитуда сохраняет целостность изделия и точность размеров.
Понимание времени декомпрессии
В процессе литья под давлением решающее значение имеет время декомпрессии. Оптимальное время декомпрессии имеет решающее значение, поскольку оно определяет баланс между предотвращением образования облоя и обеспечением полного заполнения полости пресс-формы.
-
Преждевременное снятие давления : Слишком раннее начало снятия давления может привести к неполному заполнению, вызывая дефекты, такие как неполное заполнение формы или плохое качество поверхности. Обычно это происходит, когда материал не полностью заполняет полость формы.
-
Позднее снижение давления : Если снижение давления происходит слишком поздно, оно уже может вызвать такие проблемы, как облой или чрезмерное внутреннее напряжение. Цель состоит в том, чтобы найти оптимальное состояние, при котором форма заполнена должным образом, но до того, как избыточное давление вызовет дефекты.
Основные моменты, которые следует учитывать:
- Проанализируйте форму и сложность формы, чтобы определить, когда материал заполнит полость.
- Рассмотрим специфическое поведение материала под давлением, поскольку разные виды пластика реагируют по-разному.
Регулировка амплитуды декомпрессии
Амплитуда декомпрессии — насколько снижается давление — так же важна, как и время её достижения.
- Чрезмерная амплитуда : Слишком сильное снижение давления может привести к усадке или деформации, поскольку материалу не хватает достаточной поддержки во время охлаждения.
- Недостаточная амплитуда : С другой стороны, минимальное снижение давления может не уменьшить внутреннее напряжение или не предотвратить вспышку.
Стратегии для достижения оптимальной амплитуды:
- Проведите испытания для определения минимального эффективного давления, которое позволяет избежать дефектов, сохраняя при этом целостность материала.
- Используйте передовые системы управления оборудованием , позволяющие точно регулировать параметры декомпрессии.
Практические советы по оптимизации
- Пробные запуски : Проведите контролируемые эксперименты с различными настройками декомпрессии, чтобы определить, какая комбинация дает наилучшие результаты.
- Анализ данных : Используйте аналитику данных для изучения предыдущих запусков и корректировки настроек на основе успешных результатов.
- Непрерывный мониторинг : Внедрение систем мониторинга в реальном времени для динамической корректировки настроек во время производства.
Применение этих технологий позволяет производителям точно настраивать процессы декомпрессии для стабильного производства высококачественной продукции без ущерба для эффективности или характеристик материалов.
Ранняя декомпрессия приводит к неполному заполнению.Истинный
Слишком ранняя декомпрессия может привести к неполному литью или плохому качеству поверхности.
Чрезмерная амплитуда уменьшает усадку изделия.ЛОЖЬ
Чрезмерное снижение давления может привести к усадке из-за недостаточной поддержки.
Заключение
Понимание процесса декомпрессии имеет решающее значение для получения высококачественных изделий, изготовленных методом литья под давлением. Внедряя эффективные технологии, производители могут повысить эффективность и надежность.
-
Узнайте больше о влиянии декомпрессии на качество литья: декомпрессия может значительно стабилизировать наш процесс и увеличить срок службы наших пресс-форм. ↩
-
Научитесь устанавливать точные параметры декомпрессии для достижения оптимальных результатов формования: на современных станках у формовщиков обычно есть возможность устанавливать декомпрессию до и после вращения/восстановления шнека. Используют ли они эту функцию…? ↩
-
Узнайте о методах проектирования, обеспечивающих эффективное управление давлением: на современных станках у производителей пресс-форм обычно есть возможность устанавливать декомпрессию до и после вращения/восстановления шнека. Используют ли они эту функцию…? ↩
-
Узнайте, как системы управления повышают эффективность снижения давления при литье под давлением: система FACTS Total Injection Molding Control (TMC) интегрирует и централизует управление всей литьевой машиной. ↩
-
Изучите различные методы улучшения способов декомпрессии: Типы технологии литья под давлением: 1. Литье под давлением с использованием газа 2. Литье тонкостенных материалов 3. Литье под давлением жидкого силикона 4. ↩
-
Узнайте, как различные пластмассы реагируют под давлением, чтобы оптимизировать параметры формования: давление может по-разному влиять на дислокации в зависимости от класса материалов. Оно может влиять на структуру, стабильность или подвижность… ↩
-
Ознакомьтесь с современными системами управления для точной регулировки декомпрессии: компания Kistler предлагает датчики для мониторинга давления и температуры в полости пресс-формы в процессе литья под давлением – это фундаментальная основа для эффективного мониторинга и контроля. ↩






