

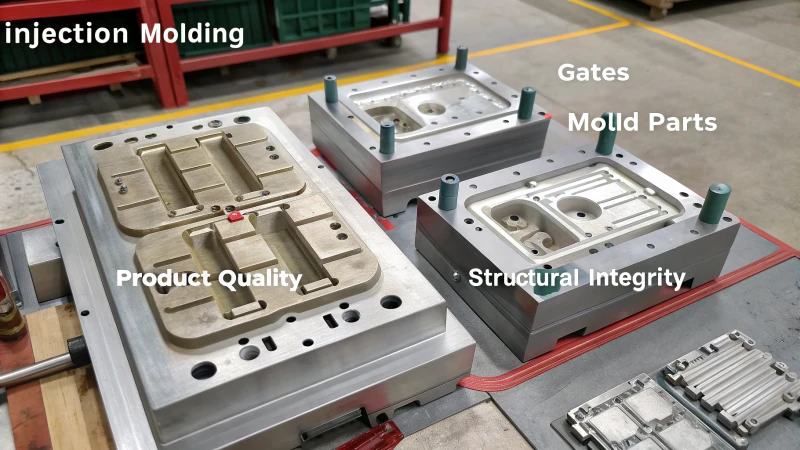
Вы когда-нибудь задумывались о том, как количество полостей в пресс-форме влияет на давление впрыска на заводах?
Количество полостей в пресс-форме влияет на давление впрыска: для одногнездных пресс-форм требуется более низкое давление из-за более простых путей потока, в то время как многогнездным пресс-формам требуется более высокое давление для преодоления сопротивления и балансировки давления во всех полостях.
Когда я только начинал работать с проектированием пресс-форм, меня по-настоящему поразило сложное взаимодействие между полостями и давлением. Опытные конструкторы, такие как Джеки из Канады, понимают эту динамику благодаря практическому опыту, а не только теории. Речь идёт о создании эффективных и высококачественных изделий.
Представьте себе работу с одногнездной формой. Это похоже на езду по открытой дороге. Путь кажется свободным, а поездка – плавной. Расплавленный пластик легко перемещается, встречает минимальное сопротивление и требует лишь небольшого давления впрыска. Эта простота обеспечивает стабильный процесс заполнения, подобный движению по живописной дороге.
Теперь представьте себе многогнездную форму. Это как движение в городском потоке. Есть множество путей, каждый из которых представляет собой отдельную задачу. Расплав сталкивается с лабиринтом каналов, и для преодоления этих препятствий, вероятно, требуется увеличить давление. Это как увеличение мощности двигателя, чтобы убедиться, что каждый путь заполнен должным образом, избегая недозаполнения или переполнения полостей.
Эти выводы имеют огромное значение для всех, кто стремится усовершенствовать свои процессы литья под давлением. Каждый продукт должен соответствовать ожиданиям и превосходить их.
Для одногнездных пресс-форм требуется более высокое давление впрыска.ЛОЖЬ
Для одногнездных пресс-форм требуется более низкое давление из-за более простых путей потока.
Многогнездные формы увеличивают сопротивление потоку.Истинный
Наличие множественных полостей приводит к увеличению сопротивления и, следовательно, к необходимости большего давления.
В чём заключаются основные различия между одногнездными и многогнездными формами?
Вы когда-нибудь задумывались о том, как выбор между одногнездными и многогнездными пресс-формами может существенно повлиять на эффективность вашего производства?
В одногнездных пресс-формах используется более низкое давление впрыска. У них простые пути потока. Давление распределяется равномерно в таких пресс-формах. Многогнездные пресс-формы требуют более высокого давления. У них сложные пути потока. Необходимо поддерживать баланс давления в нескольких полостях.
Динамика давления впрыска
Одногнездная форма
Однажды я работал над созданием небольшого количества компонентов. Одногнездная форма была простой, и меня не беспокоили сложные пути потока. Расплав текал при низком давлении впрыска, около 50-80 МПа. Он плавно перемещался и равномерно заполнял полость.
Преимущества:
- Стабильное качество : Качество оставалось неизменным, гарантируя, что каждая деталь будет соответствовать необходимым требованиям.
- Снижение энергопотребления : Кроме того, я сэкономил энергию. Экономия энергии действительно помогла!
Многогнездная форма
Для другого проекта мне потребовалось ускорить производство без потери качества. Многогнездная пресс-форма 1 изменила все, создав новые проблемы. Сложность возросла с повышением давления впрыска, иногда на 30-50% больше, чем в одногнездных пресс-формах. Представьте себе оживленный город и тихую сельскую местность; каждое гнездо оказывало разное сопротивление.
Проблемы:
- Балансировка давления : Для равномерного пломбирования всех полостей требовалась тщательная балансировка давления.
- Потребность в повышенном давлении : Для эффективного пломбирования всех полостей потребовалось более высокое давление.
Вопросы проектирования
Сложность траектории потока
Проектирование одногнездной формы похоже на рисование простой линии — это действительно просто. В отличие от этого, многогнездные формы 2 подобны созданию сложного гобелена, где каждое гнездо требует точности для обеспечения равномерного потока.
| Особенность | Однокамерный | Многокамерный |
|---|---|---|
| Путь потока | Простой | Сложный |
| Требования к давлению | Ниже | Выше |
Проектирование системы направляющих
Системы с однокамерными каналами похожи на простую однополосную дорогу — легко и прямо. Многокамерные системы напоминают сеть автомагистралей, где каждый поворот и перекресток должны быть рассчитаны с учетом возможных дисбалансов давления³ .
Соображения:
- Однокамерная конструкция : более удобная разметка направляющих.
- Многогнездная конструкция : требует тщательного проектирования для обеспечения равномерного распределения.
Материальные соображения
Выбор подходящего материала подобен выбору идеального ингредиента для рецепта. Материалы ведут себя по-разному при различных давлениях и путях потока.
Характеристики пластмассовых материалов
Знание этих характеристик важно для выбора пресс-форм. В одном из проектов я обнаружил, что характеристики материала 4 существенно влияют на требуемое давление впрыска, что сказывается на эффективности и стоимости.
В заключение, знание этих различий помогает выбрать оптимальный тип пресс-формы для достижения ваших производственных целей. Одногнездные пресс-формы обеспечивают надежность, а многогнездные — эффективность; у каждого типа есть свои преимущества и недостатки.
Для одногнездных пресс-форм требуется более низкое давление впрыска.Истинный
Одногнездные формы имеют более простые пути потока, что снижает потребность в давлении.
В многогнездных формах пути потока проще, чем в одногнездных.ЛОЖЬ
В отличие от одногнездных форм, многогнездные формы имеют сложные пути потока.
Почему сопротивление потоку увеличивается с увеличением количества полостей?
Вы когда-нибудь задумывались, почему увеличение количества полостей в конструкции пресс-формы очень похоже на бег марафона в гору?
Сопротивление потоку возрастает с увеличением количества полостей. Каждая дополнительная полость вносит новые изгибы в путь потока. Новые изгибы увеличивают трение и требуемое давление. Необходим точный контроль давления. Все полости должны заполняться равномерно. Равномерное заполнение имеет решающее значение. Это важно для эффективного и высококачественного производства.
Основы сопротивления потоку
Когда я начал работать над проектированием пресс-форм, сложность путей потока меня по-настоящему поразила. Весь процесс основан на этой сложности. В таких системах, как литьевые формы, добавление большего количества полостей увеличивает трение и сопротивление потоку расплава⁵ . Это как пытаться пройти по оживленной улице в час пик.
Одногнездные и многогнездные формы
- Одногнездные формы: Представьте себе спокойную прогулку по тихой улице. Расплав течет прямо из литникового канала в одно из гнезд, встречая минимальное сопротивление. Давление впрыска остается низким, часто около 50-80 МПа. Это кажется простым и эффективным, как, например, заливка сиропа в одну форму для блинов.
- Многогнездные формы: Теперь представьте себе организацию движения в оживленном городе с множеством перекрестков. Расплав движется по различным каналам, заполняя несколько полостей. На каждом ответвлении возникают большие трения и потери. Требуется более высокое давление — иногда на 30-50% больше, чем в одногнездных системах.
| Тип пресс-формы | Типичное давление впрыска | Сложность траектории потока |
|---|---|---|
| Однокамерный | 50-80 МПа | Простой |
| Многокамерный | 65-120 МПа | Сложный |
Проблемы балансировки давления
Вспомните, как вы впервые справлялись с множеством задач одновременно. Балансировка давления в многогнездных формах похожа на это. Каждая полость может иметь разную длину и форму литниковых каналов, что создает неравномерное сопротивление. Некоторые полости могут заполниться недостаточно, а другие переполниться, если контроль давления не будет точным.
Для решения этой проблемы необходимо более высокое давление впрыска, чтобы обеспечить достаточное поступление материала даже в самые сложные полости. Эта корректировка учитывает дополнительные факторы , такие как:
- Различные положения полости
- Неравная длина бегунов
Практические последствия в дизайне
При проектировании новых конструкций пресс-форм я всегда учитываю эти сложности. Конструкторы должны обеспечить сбалансированное распределение давления, чтобы избежать дефектов в формованных изделиях. Понимание того, как сопротивление потоку влияет на заполнение полости, помогает мне улучшать системы для повышения эффективности и качества.
Любознательные люди могут подробнее изучить методы балансировки давления с помощью систем управления давлением 7. Эти знания действительно изменили мой подход к проектированию.
Для многогнездных пресс-форм требуется более высокое давление впрыска.Истинный
Многогнездные пресс-формы имеют сложные пути потока, что увеличивает сопротивление и давление.
В одногнездных формах трение выше, чем в многогнездных.ЛОЖЬ
Одногнездные формы имеют более простые пути потока, следовательно, меньшее трение и сопротивление.
Как сбалансировать давление в многогнездных формах?
Вам когда-нибудь казалось, что вы одновременно справляетесь с тысячей задач? Управление давлением в многогнездных формах может действительно вызывать такое ощущение. Но не стоит беспокоиться. Несколько приемов могут помочь вам плавно сбалансировать все процессы.
Оптимизируйте систему литников для достижения правильного баланса давления в многогнездных пресс-формах. Тщательно отрегулируйте размеры литниковых каналов. Разумно используйте передовые системы управления. Эти шаги обеспечивают равномерное заполнение всех полостей. Равномерное заполнение имеет решающее значение для стабильного качества продукции. Таким образом, качество продукции остается стабильным.
Понимание многогнездных пресс-форм
Представьте, что вы используете одногнездную форму 8. Всё идёт гладко. Давление впрыска остаётся низким, потому что расплав движется непосредственно из литникового канала в полость, подобно спокойной реке, извивающейся по долине. Переключитесь на многогнездную форму, и картина изменится. Это станет похоже на прохождение лабиринта с поворотами и изгибами. Пути множатся, создавая больше трения и сопротивления потоку.
Оптимизация конструкции системы привода бегущей строки
Представьте себе разметку полос на шоссе. Хорошо спроектированная система каналов обеспечивает свободный и равномерный поток по всем путям. Это позволяет расплаву течь равномерно. Каждый канал в полости подобен полосе на шоссе. Если все они имеют одинаковую длину и форму, движение – или расплав – происходит без заторов.
| Функция "Бегун" | Однокамерный | Многокамерный |
|---|---|---|
| Сложность пути | Простой | Сложный |
| Сопротивление потоку | Низкий | Высокий |
Регулировка размеров затворов для равномерного заполнения
Представьте себе размеры затворов как дверные проемы для расплавленного металла. Если одна полость находится дальше, ее «дверной проем» может потребоваться расширить. Это позволит пропускать одинаковое количество расплавленного металла одновременно. Это как обеспечить, чтобы каждый гость на вечеринке получил свой ужин одновременно.
Усовершенствованные системы управления
Представьте, что у вас есть пульт дистанционного управления всем процессом формования. Передовые системы управления, такие как последовательная литниковая система, позволяют точно регулировать скорость заполнения. Это как если бы вы дирижировали симфоническим оркестром, следя за тем, чтобы каждая секция играла в гармонии.
Важность свойств материалов
, Вязкость материала может определять разницу между плавной и неровной ездой. Регулировка температуры и давления в соответствии с материалом помогает поддерживать баланс.
Внедрение механизмов обратной связи
Системы обратной связи работают как GPS, предоставляя обновления в режиме реального времени. Датчики в каждой полости отслеживают изменения давления, помогая вносить изменения на ходу. Это как иметь глаз повсюду, поэтому никаких неожиданностей не будет.
Используя эти стратегии, я повысил эффективность и качество своих процессов многогнездного литья. Тщательное понимание и применение этих принципов приносит результаты. Джеки, опытный дизайнер, делает то же самое, оптимизируя конструкции пресс-форм для крупномасштабного производства, обеспечивая неизменно высокое качество продукции в условиях производства потребительской электроники.
Изучите другие стратегии (10) , чтобы улучшить свои методы литья под давлением и добиться превосходных результатов.
Сбалансированные литниковые системы снижают сопротивление потоку в пресс-формах.Истинный
Одинаковая длина направляющих обеспечивает равномерный поток, снижая сопротивление в полостях.
Для полостей вблизи точки инъекции используются затворы большего диаметра.ЛОЖЬ
Для заполнения более глубоких полостей необходимы затворы большего диаметра, чтобы обеспечить равномерное заполнение.
Какие факторы влияют на требования к давлению впрыска?
Интересно, почему одни пластиковые детали идеально подходят друг к другу, а другие — нет?
Давление впрыска зависит от конструкции пресс-формы, толщины материала и температуры. Для одногнездных пресс-форм обычно требуется меньшее давление. В таких пресс-формах более простые пути потока. Для многогнездных пресс-форм требуется более высокое давление. Даже заполнение таких пресс-форм требует большей мощности.

Основы проектирования пресс-форм
В начале своего пути в проектировании пресс-форм я обнаружил, что конструкция пресс-формы существенно влияет на давление впрыска. Например, рассмотрим одногнездную пресс-форму 11. Расплав пластика легко течет, потому что путь прост. Я работал над проектом, где для небольшой одногнездной пресс-формы требовалось давление от 50 до 80 МПа. Это давление было как раз подходящим для плавного перемещения пластика по полости. Это важно.
В отличие от этого, работа с многогнездной формой 12 подобна дирижированию оркестром. Каждый канал должен гармонировать идеально. В этих формах одновременно заполняется множество полостей, создавая сложную сеть. Они требуют более высокого давления, часто на 30-50% большего, чем формы с одной полостью.
| Тип пресс-формы | Типичное давление (МПа) |
|---|---|
| Однокамерный | 50-80 |
| Многокамерный | 70-120 |
Материальные характеристики
Вязкость материала имеет очень важное значение. Однажды я сменил материал, и это полностью изменило нашу систему регулирования давления. Для работы с высоковязкими материалами действительно требуется дополнительное давление. Изменение температуры влияет на вязкость, что, в свою очередь, изменяет необходимое давление — подобно тому, как изменение термостата может изменить комфорт в помещении. Такие небольшие изменения помогают мне оставаться бдительным.
Факторы обработки
Условия обработки также оказывают большое влияние. Регулировка скорости впрыска 13 или изменение температуры значительно меняют требуемое давление. Вскоре я понял, что поддержание идеального баланса давления в многогнездных пресс-формах необходимо для предотвращения дефектов и переливов.
Понимание этих элементов имеет решающее значение для дизайнеров, стремящихся оптимизировать процессы литья под давлением и создавать высококачественные пластиковые детали для потребительской электроники. Каждый проект напоминает мне, что балансировка этих переменных — это одновременно искусство и наука.
Для изготовления одногнездных пресс-форм требуется давление 50-80 МПа.Истинный
Одногнездные формы имеют простые пути потока, что требует меньшего давления.
Для многогнездных форм требуется меньшее давление, чем для одногнездных.ЛОЖЬ
Для многогнездных пресс-форм требуется более высокое давление из-за сложных путей потока.
Заключение
Количество полостей в пресс-форме существенно влияет на давление впрыска; для одногнездных пресс-форм требуется более низкое давление из-за более простых путей потока, в то время как многогнездным пресс-формам требуется более высокое давление для сбалансированного заполнения.
-
Узнайте, почему многогнездные пресс-формы выгодны для крупносерийного производства, несмотря на более высокую сложность. ↩
-
Узнайте, как конструкция канала подачи материала влияет на эффективность и качество процессов литья под давлением. ↩
-
Узнайте о стратегиях проектирования эффективных литниковых систем в сложных конфигурациях пресс-форм. ↩
-
Поймите, как различные материалы влияют на конструкцию пресс-форм и эффективность производства. ↩
-
Узнайте о свойствах текучести расплава и о том, как они влияют на процессы литья под давлением. ↩
-
Понимание факторов, влияющих на сопротивление потоку, позволит повысить эффективность конструкции пресс-формы. ↩
-
Ознакомьтесь с системами, которые помогают регулировать давление в сложных конструкциях пресс-форм. ↩
-
По этой ссылке рассматриваются различия между одногнездными и многогнездными формами, что позволяет понять их уникальные проблемы и преимущества. ↩
-
Понимание вязкости материала имеет решающее значение для настройки параметров, обеспечивающих оптимальную работу пресс-формы, равномерное заполнение и минимизацию дефектов. ↩
-
Откройте для себя передовые стратегии и инструменты для повышения эффективности процесса литья под давлением, что приведет к улучшению качества продукции. ↩
-
Узнайте, почему для одногнездных пресс-форм требуется меньшее давление впрыска благодаря более простым путям потока. ↩
-
Узнайте, как многогнездные формы увеличивают сопротивление потоку и влияют на требования к давлению. ↩
-
Узнайте, как скорость впрыскивания влияет на требуемое давление и равномерность пломбирования полости. ↩






