

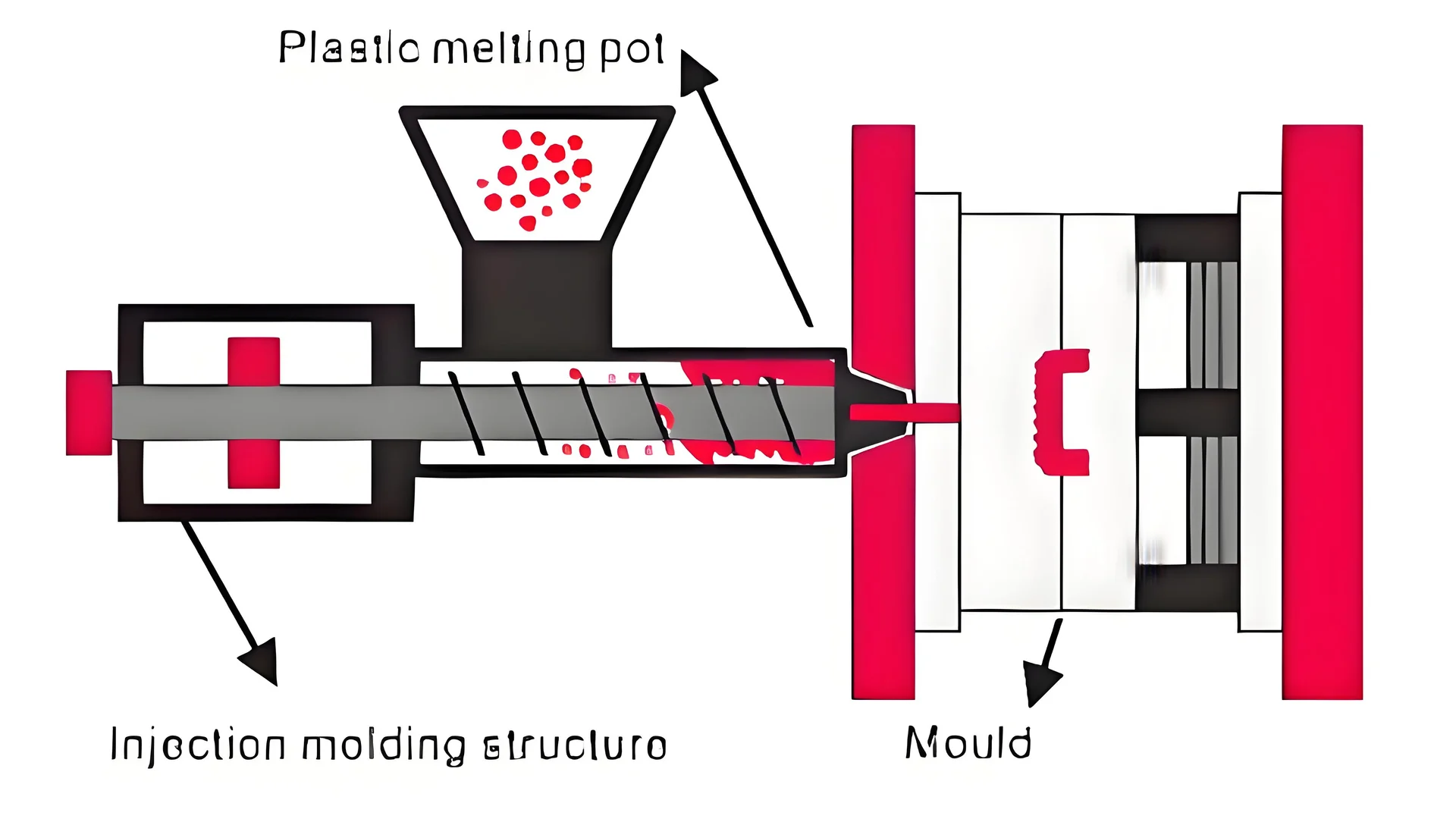
В сложном мире литья под давлением неправильное заполнение формы вызывает немало разочарования. Наверняка каждый сталкивался с этой проблемой.
Проанализируйте скорость впрыска, давление и объем, чтобы понять, является ли недозаполнение пресс-формы результатом параметров впрыска или конструкции пресс-формы. Изучите положение литникового канала, конструкцию литниковой системы и условия вентиляции. Этот метод позволяет выявить истинную первопричину и определить целевые улучшения.
Помню, как однажды работал над сложной пластиковой крышкой. Скорость впрыска увеличилась с 30 см/с до 60 см/с. И вдруг тонкие стенки стали заполняться идеально! Произошел прорыв. Скорость оказалась очень важна.
Но одной скорости недостаточно. Иногда больше внимания требовало давление. Увеличение давления впрыска с 80 МПа до 100 МПа решило сложную проблему. Действительно, регулировка положения затвора тоже помогала. Каждый раз это было похоже на разгадывание загадки.
Выяснить, почему форма не заполняется, — это не просто технический вопрос. Это сочетание науки и интуиции. Каждая форма рассказывает свою историю. Конкретные тесты и наблюдения многому нас учат. Эти истории несут в себе уроки. Давайте их послушаем.
Увеличение скорости впрыска улучшает заполнение.Истинный
Увеличение скорости с 30 см/с до 60 см/с привело к заполнению тонких стенок.
Размер литникового канала не влияет на заполнение формы.ЛОЖЬ
Увеличение размера затвора улучшило заполнение в консольных конструкциях.
- 1. Как скорость впрыска влияет на заполнение пресс-формы?
- 2. Как давление впрыска влияет на заполнение формы?
- 3. Почему объем инъекции имеет решающее значение для предотвращения недостаточного заполнения?
- 4. Как конструкция литникового канала влияет на заполнение формы?
- 5. Какие ключевые моменты следует учитывать при проектировании системы направляющих?
- 6. Заключение
Как скорость впрыска влияет на заполнение пресс-формы?
Скорость впрыска — это не просто цифра; это ключ к успешному заполнению формы. Я убедился в этом на собственном опыте, и часто именно она определяет, будет ли изделие идеальным или недостаточно заполненным.
Скорость впрыска играет решающую роль в заполнении формы расплавленным материалом. Низкая скорость может привести к слишком быстрому охлаждению материала, что, в свою очередь, может вызвать недозаполнение. Регулировка скорости помогает полностью заполнить форму, улучшая качество изделия. Правильная скорость обеспечивает действительно хорошие результаты. Полное заполнение очень важно.

Понимание влияния скорости впрыска
Скорость впрыска определяет, насколько быстро расплавленный материал поступает в форму. Она влияет на то, насколько хорошо материал заполняет сложные пространства внутри полости формы. Оптимизация скорости впрыска 1 гарантирует, что материал достигнет каждой части формы до того, как остынет и затвердеет.
Вначале я недооценивал важность скорости впрыска. Дело не только в том, как быстро горячий материал попадает в форму; важно заполнить каждое мельчайшее пространство до того, как он остынет. Помню проект, где изменение скорости решило все проблемы. Это было волшебно, когда детали получились идеально ровными. Этот урок научил меня, что правильная скорость впрыска действительно является секретом качественного литья.
Методы оценки параметров инъекции
Тест скорости впрыска
Проверка скорости впрыска предполагает постепенную регулировку скорости. Например, если увеличение скорости с 30 см/с до 60 см/с устраняет недополнение в тонкостенных участках, это указывает на то, что начальная скорость была слишком низкой. Этот метод помогает определить, можно ли решить проблемы недополнения путем регулировки скорости.
Однажды, работая над пластиковыми крышками, я заметил, что увеличение скорости впрыска с 30 см/с до 60 см/с идеально заполнило эти сложные тонкие участки. Это показало мне, что проблема действительно заключалась в скорости.
Контроль давления впрыска
Мониторинг давления во время инъекции позволяет выявить потенциальные причины недостаточного заполнения. Если давление не достигает максимального значения и происходит недостаточное заполнение, это может указывать на недостаточное давление, а не на скорость. Постепенное повышение давления может прояснить, является ли причиной именно давление, а не скорость.
Я помню, как изменил давление с 80 МПа до 100 МПа для сложной детали, что значительно улучшило заполнение. Это было важное открытие, которое научило меня очень тщательно проверять уровни давления.
| Параметр | Метод испытания | Индикатор |
|---|---|---|
| Скорость | Постепенное увеличение | Улучшенное заполнение тонких участков |
| Давление | Уровни мониторинга | Рост прекращается до достижения максимального значения |
Проверка объема инъекции
Сравнение заданного объема впрыска с фактически необходимым количеством помогает определить, способствует ли объем недозаполнению. Если фактический объем ниже теоретических потребностей, это может указывать на проблемы, выходящие за рамки просто скорости, такие как недостаточный объем.
Проверка объема инъекции сродни перепроверке моей работы. Если я замечаю разницу между заданным и необходимым объемом, я понимаю, что нужно что-то еще исследовать. Этот метод стал для меня незаменимым.
Факторы конструкции пресс-формы, влияющие на недозаполнение
Оценка положения и размера ворот
Положение затвора относительно незаполненных участков может влиять на успешность заполнения. Затвор, расположенный слишком далеко от тонкостенных секций, может привести к недостаточному заполнению. Регулировка размера или положения затвора может повысить эффективность заполнения.
Однажды, работая над длинной конструкцией, я обнаружил, что перемещение затвора ближе к месту засыпки решает проблемы с заполнением. Изменение размера и положения затвора научило меня внимательно изучать эти аспекты.
Проверка системы запуска
Слишком длинный или узкий литник увеличивает сопротивление потоку расплава. Сравнение конструкций литников с успешными вариантами помогает выявить потенциальные проблемы.
В начале своей карьеры я обнаружил, что длина и состояние направляющей могут препятствовать потоку. Сравнивая с успешными конструкциями, я выяснил, что ограничители потока имеют решающее значение для предотвращения недостаточного заполнения.
Анализ условий вентиляции
Надлежащая вентиляция имеет решающее значение для предотвращения недолива, особенно в глубоких полостях или «слепых зонах». Добавление выпускных отверстий может решить проблемы с пломбированием, вызванные недостаточной вентиляцией.
Организация вентиляции представляла собой сложную задачу, пока я не столкнулся с большой полостью в форме, которая плохо заполнялась. Добавление вентиляционных отверстий решило проблему, показав важность правильной вентиляции.
Для более подробного ознакомления с проверкой конструкции пресс-формы² , изучите соответствующие ресурсы, которые предоставят более детальную информацию об оптимизации процесса литья под давлением.
Увеличение скорости впрыска снижает вероятность недозаполнения.Истинный
Более высокая скорость впрыскивания улучшает заполнение, что видно на примере полного заполнения тонкостенных участков.
Размер литникового канала не влияет на заполнение формы.ЛОЖЬ
Неправильный размер затвора может привести к недостаточному заполнению; увеличение размера улучшает заполнение.
Как давление впрыска влияет на заполнение формы?
Представьте, что вы пытаетесь залить краску в маленькую трещину с помощью соломинки. Давление впрыска работает точно так же при заполнении форм.
Давление впрыска — это сила, которая проталкивает расплавленный материал во все уголки формы. Правильное давление обеспечивает полное заполнение формы. Это позволяет получать продукцию очень высокого качества без каких-либо дефектов.
Роль давления впрыска в заполнении формы
Когда я начал работать в области проектирования пресс-форм, я обнаружил, что выбор правильного давления впрыска сродни приготовлению идеального стейка. Слишком низкое давление приводит к недозаполнению изделия³ . Слишком высокое давление приводит к дефектам, таким как облой или переполнение. Правильное значение зависит от материала и сложности пресс-формы.
Оценка параметров впрыска
Тест скорости впрыска:
В моих ранних проектах тонкостенные участки заполнялись недостаточно хорошо. Увеличение скорости впрыска с 30 см/с до 60 см/с решило проблему. Это было похоже на регулировку скорости автомобиля для поиска идеального крейсерского темпа на шоссе.
Контроль давления впрыска:
Я всегда внимательно следил за показаниями давления. Если давление переставало расти до достижения максимального значения и происходило недополнение, повышение давления помогало. У меня был сложный случай со сложной пластиковой деталью. Повышение давления с 80 МПа до 100 МПа полностью решило проблему.
Проверка объема впрыска:
Иногда проблема заключалась не в давлении или скорости, а в объеме. В одном проекте объем впрыска составлял всего 80% от необходимого. Правильный объем — это как иметь достаточно краски, чтобы покрыть всю стену. Это крайне важно для безупречного покрытия.
| Параметр | Пример корректировки | Результат |
|---|---|---|
| Скорость впрыска | Увеличьте скорость с 30 см/с до 60 см/с | Улучшенное заполнение тонких участков |
| Давление впрыска | Увеличение с 80 МПа до 100 МПа | Лучше заполнять сложные части |
Влияние конструкции пресс-формы на заполнение
Положение и размер ворот:
Однажды мы столкнулись с проблемой недостаточного заполнения водой длинной конструкции. Перемещение ворот ближе к месту установки и увеличение их размера решили проблему. Это как регулировка насадки садового шланга для равномерного полива сада.
Проверка системы литников:
Длинные или узкие литники увеличивают сопротивление потоку расплава. Это похоже на распутывание шланга для улучшения потока воды. Сравнение с успешными конструкциями показало необходимость внесения изменений в систему литников.
Анализ условий вентиляции:
Плохая вентиляция коварна и приводит к недостаточному заполнению водой глубоких слоев. Добавление вытяжных отверстий значительно помогло, подобно открытию окна для притока свежего воздуха.
Понимание роли давления впрыска при заполнении пресс-формы, вероятно, имеет решающее значение для качественных производственных процессов⁴ . Эти знания — мой инструментарий для исправления и улучшения качества продукции при литье под давлением.
Увеличение скорости впрыска может улучшить заполнение пресс-формы.Истинный
Более высокая скорость впрыскивания помогает эффективно заполнять тонкостенные участки.
Размер литникового канала не влияет на заполнение сложных форм.ЛОЖЬ
Неправильный размер затвора может препятствовать потоку, что приводит к недостаточному заполнению.
Почему объем инъекции имеет решающее значение для предотвращения недостаточного заполнения?
Успех или неудача продукта зависят от мельчайших деталей в процессе производства. В литье под давлением контроль объема впрыска имеет решающее значение для предотвращения недостаточного заполнения деталей.
Объем впрыска имеет очень важное значение. Он полностью заполняет форму и предотвращает любые дефекты. Изменение параметров впрыска может устранить проблемы с недозаполнением. Это действительно приводит к повышению качества продукции.

Роль объема инъекции
Представьте, что вы готовите блины и выливаете на сковороду идеальное количество теста. Каждый край хорошо заполняется, ничего не проливается. Литье под давлением работает аналогично. Если объем неточный, детали оказываются недозаполненными, что нежелательно.
Проверка объема впрыска.
Рассматривайте это как быструю проверку. Сравнивая заданный аппаратом объем с необходимым объемом, можно выявить и устранить проблемы на ранней стадии. Это как проверить список покупок перед походом в магазин.
| Параметр | Наблюдение |
|---|---|
| Установить объем инъекции | Проверьте, составляет ли значение 100% от теоретического значения |
| Фактический объем инъекции | Должно соответствовать рассчитанному требованию |
Параметры впрыска и их влияние
Проверка скорости впрыска
Один из проектов касался пластиковых корпусов. Увеличение скорости впрыска с 30 см/с до 60 см/с изменило всё. Тонкостенные секции заполнялись идеально, словно переход от ходьбы к быстрому бегу.
Контроль давления впрыска
Аналогично, я помню, как регулировал давление с 80 МПа до 100 МПа для сложной формы. Это было похоже на добавление нужного количества дрожжей в тесто – оно чудесно поднималось.
Вопросы проектирования пресс-форм
Расположение и размер ворот
Однажды упрямая консольная конструкция вызвала немалое разочарование. Перемещение ворот ближе к стене существенно изменило ситуацию. Иногда помогает смена точки зрения.
| Особенности формы | Рекомендация |
|---|---|
| Положение ворот | Должно располагаться вблизи критически важных зон засыпки |
| Размер ворот | Достаточно большой для обеспечения достаточного потока |
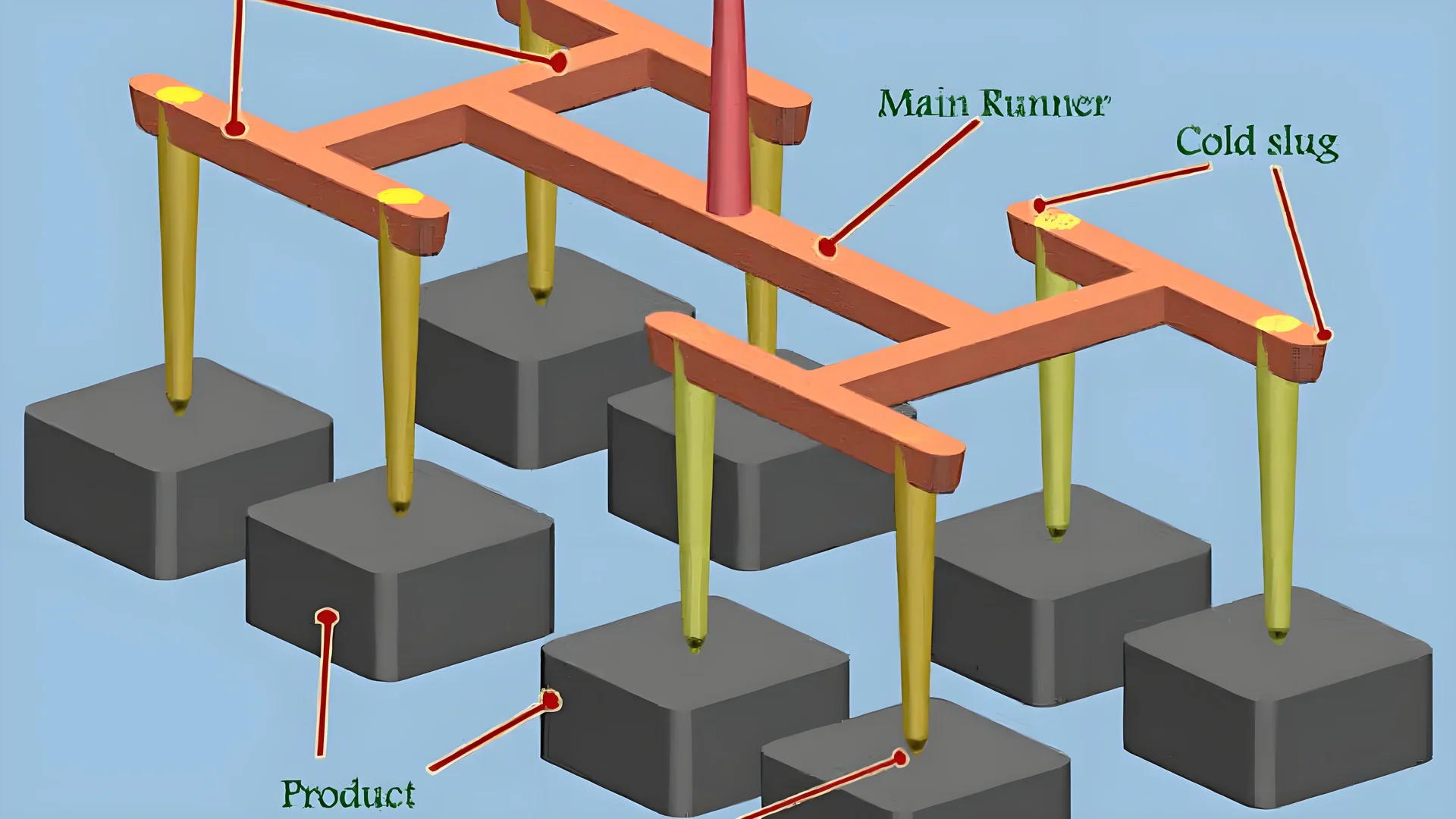
Анализ беговых систем
Полозья подобны автомагистралям для материала. Они должны быть ровными и прямыми. Даже небольшие неровности могут вызвать заторы или недосыпку.
Для выявления потенциальных проблем с полозьями 5 .
Влияние условий вентиляции
Хорошая вентиляция подобна свежему воздуху в душном помещении. Добавление вентиляционных отверстий там, где это необходимо, значительно улучшает заполнение формы, подобно тому как открытое окно делает пространство светлее.
Проверьте формы на наличие достаточной вентиляции, особенно в глубоких полостях и глухих отверстиях.
Добавление вытяжных отверстий может улучшить циркуляцию воздуха и заполнение формы.
Эти методы всегда напоминают мне о том, насколько тесно взаимосвязаны все этапы производства. Нахождение идеального баланса приводит к превосходному качеству продукции и эффективности.
Увеличение скорости впрыска может уменьшить проблемы с недоливом жидкости.Истинный
Более высокая скорость впрыскивания улучшает заполнение, что особенно заметно в тонкостенных областях.
Длина литника не влияет на сопротивление потоку расплава.ЛОЖЬ
Более длинные валики увеличивают сопротивление, что потенциально может привести к недостаточному наполнению.
Как конструкция литникового канала влияет на заполнение формы?
Вы когда-нибудь задумывались, почему одни пластиковые детали выглядят идеально, а другие имеют множество недостатков?
Конструкция литникового канала имеет очень важное значение при заполнении формы. Она направляет поток и скорость расплавленного материала, что влияет на качество заполнения формы. Неправильный размер или расположение литникового канала приводит к таким проблемам, как недозаполнение или деформация. Эти ошибки ухудшают качество продукции и действительно влияют на конечное качество изделия.
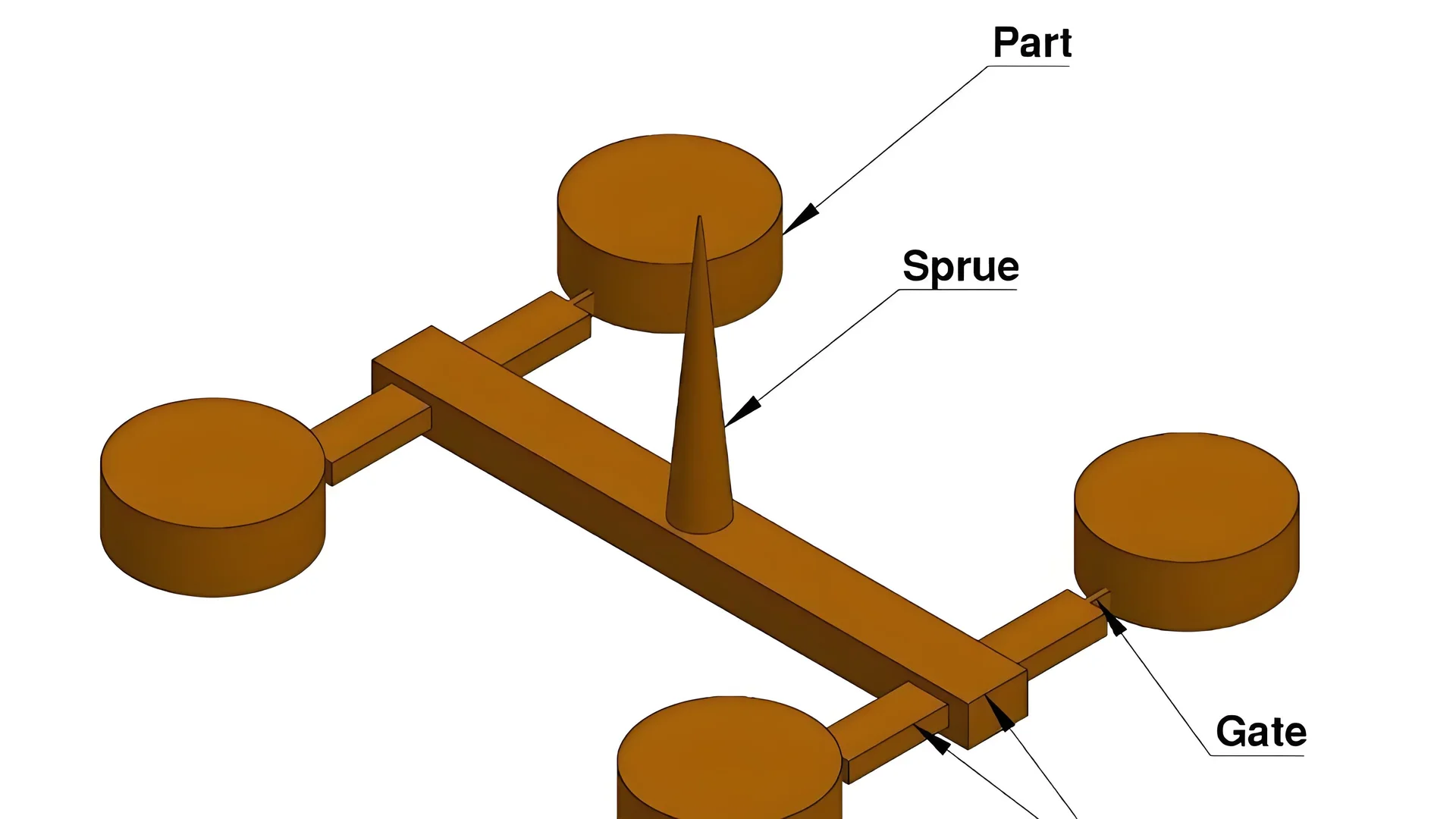
Роль конструкции литникового канала в заполнении формы
Когда я начинал работать в области проектирования пресс-форм, я не понимал важности конструкции литникового канала для всего процесса. Это похоже на идеальное расположение домино: одна неправильно выложенная деталь может испортить всю конструкцию. Размер, форма и положение литникового канала имеют решающее значение для заполнения каждой части формы расплавленным пластиком.
| Элемент дизайна | Влияние на заполнение формы |
|---|---|
| Размер ворот | Влияет на расход и распределение давления. Затворы меньшего диаметра могут привести к недостаточному заполнению. |
| Положение ворот | Влияет на траекторию потока; неправильное размещение может привести к неполному заполнению участков. |
Методы оценки конструкции пресс-форм
Я помню проект, где были проблемы с недосыпкой грунта. Изменив положение затвора ближе к консольной конструкции, мы увидели значительное улучшение. Это было похоже на нахождение спрятанного ключа к лучшим результатам.
-
Оценка положения и размера ворот
- Если некоторые участки остаются незаполненными на значительном расстоянии от ворот, это может указывать на неправильное расположение ворот. Например, перемещение ворот ближе к консоли может помочь с заполнением.
-
Проверка системы запуска
- Проверка размеров литниковых каналов подобна обнаружению пробок. Длинные или узкие литники могут увеличить сопротивление потоку расплава, что приведет к проблемам с заполнением 6 .
-
Анализ вентиляции
- Вентиляция также очень важна. Однажды я добавил дополнительные вентиляционные отверстия в форму с глубокими полостями. Это изменение устранило образование воздушных ловушк и решило проблемы с недозаполнением формы.
Методы оценки параметров инъекции
Параметры впрыска действуют подобно скрытому ингредиенту в заполнении формы. Изменение этих параметров позволяет раскрыть истинные возможности конструкции.
-
Тест скорости впрыска
- Я помню, как менял скорость впрыска во время производства. При увеличении скорости тонкостенные участки из недозаполненных превращались в идеально заполненные.
-
Контроль давления впрыска
- Контроль давления очень важен. Я заметил, что повышение давления с 80 МПа до 100 МПа значительно улучшает качество заполнения.
-
Проверка объема инъекции
- Проверка соответствия объема впрыска теоретически необходимому объему имеет решающее значение для эффективного заполнения формы 7. Ошибки здесь часто приводят к недополнению.
Увеличение скорости впрыскивания улучшает заполнение тонкостенных участков.Истинный
Более высокая скорость впрыска улучшает текучесть, эффективно заполняя тонкостенные участки.
Шероховатость поверхности литника не влияет на сопротивление потоку расплава.ЛОЖЬ
Шероховатая поверхность литниковых каналов увеличивает сопротивление, препятствуя течению расплава.
Какие ключевые моменты следует учитывать при проектировании системы направляющих?
Вы когда-нибудь пытались довести что-то до совершенства и в итоге вносили множество изменений? Это и есть проектирование бегущей строки! Давайте рассмотрим важные составляющие, которые обеспечивают его работу.
Ключевые моменты при проектировании системы литниковых каналов включают проверку длины, ширины и качества поверхности каналов. Важно правильно расположить и подобрать размер затворов. Контроль параметров впрыска и проверка условий вентиляции имеют большое значение.
Оценка длины и диаметра бегунка
Пробежать длинную дистанцию тяжело с каждым лишним шагом. Более длинный литник замедляет поток при литье под давлением. Однажды я укоротил литник вдвое, и все идеально заполнилось с меньшим количеством отходов материала. Изменение диаметра литника похоже на регулировку напора воды из шланга. Он должен быть точно выверен, чтобы поддерживать стабильное давление.
Пример: Если длина дорожки вдвое больше, чем у предыдущего успешного проекта, оцените, улучшится ли заполнение за счет уменьшения длины.
Состояние поверхности бегунка
Потирание руки о шероховатую поверхность вызывает дискомфорт. Шероховатая поверхность литника нарушает поток расплава аналогичным образом. Я сравнил новую форму со стандартными конструкциями 8 , и у меня возникло ощущение, что используется рецепт, который хорошо работает. Гладкие поверхности уменьшают турбулентность и выравнивают распределение.
Совет: Регулярные проверки и исправления — ваши надежные помощники. Они помогают выявлять мелкие неполадки до того, как они превратятся в серьезные проблемы.
Положение и размер ворот
Правильное расположение окна в доме позволяет получить нужное освещение. Я работал над сложной формой и обнаружил, что размещение затвора ближе к сложному участку очень помогло. Внезапно в труднодоступных, недостаточно заполненных местах появилось достаточно материала.
Пример из практики: Перемещение затвора ближе к консольной секции улучшило засыпку, выявив неправильное первоначальное размещение.
Мониторинг параметров впрыска
Регулировка скорости, давления и объема впрыска напоминает настройку старого радиоприемника для получения чистого сигнала:
- Скорость: В одном из проектов увеличение скорости впрыска с 30 см/с до 60 см/с позволило улучшить качество тонкостенных участков, превратив их из плохо заполненных в хорошо сформированные структуры.
- Давление: Контролируйте и регулируйте давление впрыска для эффективного решения проблем с заполнением.
- Объём: Убедитесь, что установленный объём соответствует фактическим потребностям, чтобы избежать недобора.
| Параметр | Тест | Влияние |
|---|---|---|
| Скорость | Постепенное увеличение | Улучшает заполнение тонких участков |
| Давление | Постепенная корректировка | Решает сложные задачи заливки |
| Объем | Проверка на соответствие теоретическим потребностям | Предотвращает короткие броски |
Оценка условий вентиляции
Приготовление пищи без открытого окна приводит к задержке воздуха и ошибкам. Плохая вентиляция тоже к этому способствует. Чистка вентиляционных отверстий подобна открытию окна, позволяя всему «дышать» и бесперебойно функционировать.
Решение: Добавление или очистка вентиляционных отверстий может значительно повысить эффективность заполнения формы, предотвращая образование воздушных ловушк, вызывающих дефекты.
Управляя этими факторами, я заметил, что процесс протекает очень плавно. Небольшие корректировки привели к значительным изменениям качества и эффективности.
Увеличение скорости впрыска улучшает ситуацию с недостаточным заполнением.Истинный
Более высокая скорость впрыскивания может помочь более эффективно заполнять тонкостенные участки.
Длинные литники снижают сопротивление потоку расплава.ЛОЖЬ
Длинные пробежки увеличивают сопротивление, что потенциально может привести к проблемам с недостаточным наполнением миски.
Заключение
В данной статье рассматривается, как выявлять проблемы недозаполнения пресс-формы при литье под давлением путем анализа параметров впрыска и факторов конструкции пресс-формы, с акцентом на важность скорости, давления, объема и конструкции литникового канала.
-
Изучение методов оптимизации поможет понять, как предотвратить недозаполнение путем регулировки скорости. ↩
-
Понимание особенностей конструкции пресс-формы может помочь улучшить качество продукции за счет решения проблемы недостаточного заполнения формы. ↩
-
Изучите причины и последствия недостаточного заполнения заполнителем, чтобы понять распространенные проблемы в литье под давлением. ↩
-
Изучите методы повышения эффективности производства, уделяя особое внимание технологиям литья под давлением. ↩
-
Выявление распространенных ошибок в конструкции литниковых каналов помогает снизить сопротивление потоку и повысить эффективность заполнения формы. ↩
-
Изучение влияния литниковых систем может повысить эффективность литья и качество продукции. ↩
-
Правильный объем впрыска обеспечивает полное заполнение, повышая целостность продукта и снижая количество дефектов. ↩
-
Изучение стандартных конструкций позволяет определить критерии для создания эффективных направляющих систем. ↩






