

Литье под давлением — это не просто заполнение формы; это создание совершенства в условиях непредвиденных трудностей.
Внутренние напряжения в изделиях, изготовленных методом литья под давлением, возникают из-за неравномерного течения, охлаждения и усадки в процессе формования. Эти напряжения могут приводить к изменению размеров, механическим повреждениям и эстетическим дефектам, влияя на качество и эксплуатационные характеристики изделия.
Хотя понимание основных принципов внутренних напряжений имеет решающее значение, более глубокое изучение их причин и последствий может дать ценные сведения для предотвращения потенциальных проблем. Давайте подробнее рассмотрим эти аспекты, чтобы повысить надежность продукции и эффективность производства.
Дисбаланс потока вызывает внутренние напряжения при литье под давлением.Истинный
Дисбаланс потока приводит к неравномерности скорости и давления, вызывая напряжение.
- 1. Каковы основные причины внутренних напряжений при литье под давлением?
- 2. Как внутренние напряжения влияют на механические свойства изделий?
- 3. Какие дефекты внешности могут возникнуть в результате внутреннего стресса?
- 4. Как можно минимизировать внутренние напряжения при литье под давлением?
- 5. Заключение
Каковы основные причины внутренних напряжений при литье под давлением?
Внутренние напряжения при литье под давлением возникают из-за таких факторов, как дисбаланс потока, неравномерное охлаждение и молекулярная ориентация.
К основным причинам внутренних напряжений при литье под давлением относятся дисбаланс потока, неравномерное охлаждение и молекулярная ориентация, возникающие из-за технологических и конструктивных несоответствий. Эти напряжения могут поставить под угрозу структурную целостность и внешний вид формованных изделий.
Дисбаланс потока
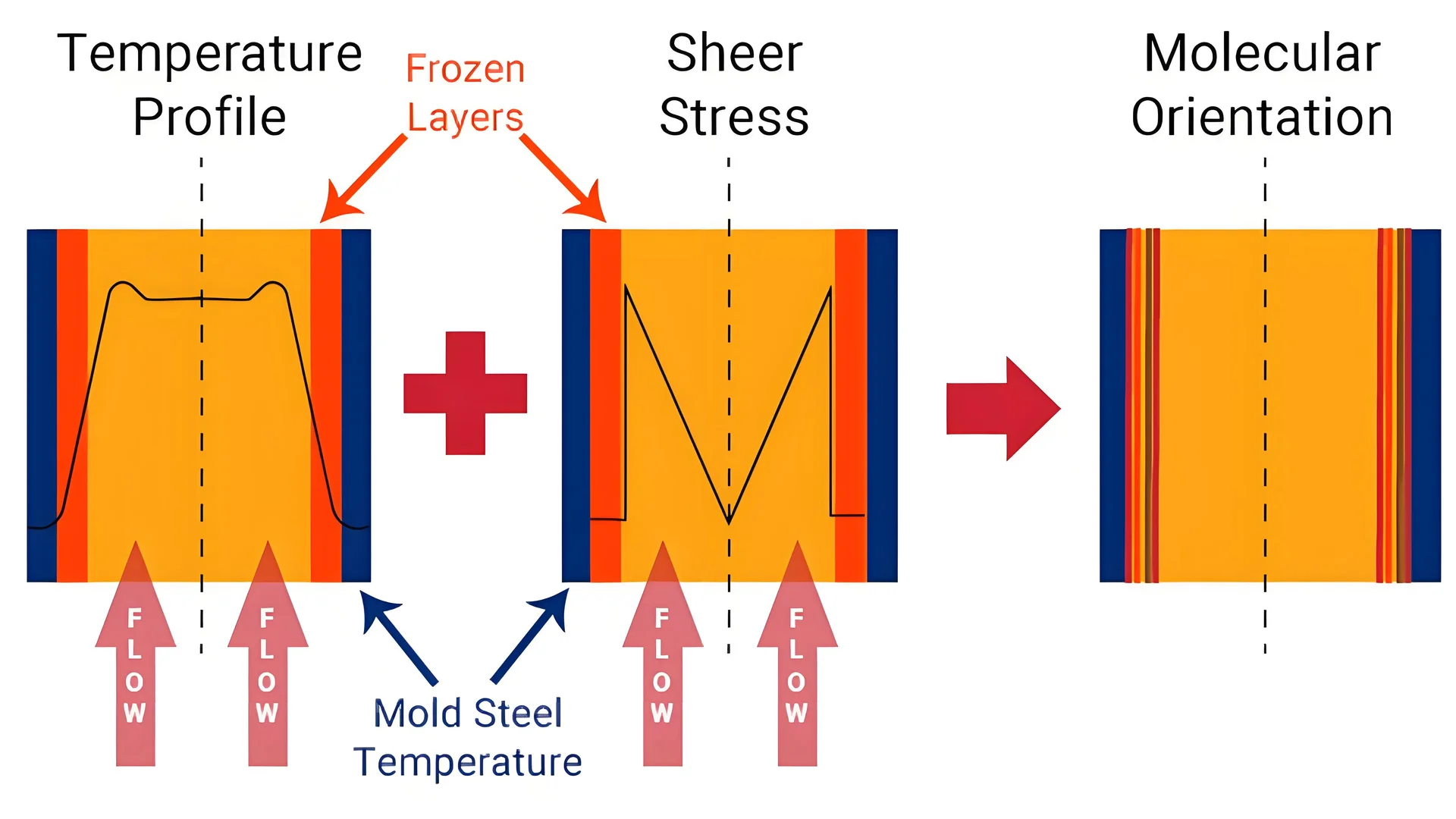
В процессе литья под давлением расплавленный пластик не всегда равномерно распределяется внутри полости пресс-формы. Это несоответствие в основном обусловлено колебаниями скорости потока и распределения давления. Например, вблизи литникового канала, через который поступает пластик, расплав течет быстрее, чем в более удаленных от него областях. Этот дисбаланс создает сдвиговое напряжение внутри изделия.
Неправильная конструкция пресс-формы, например, неудачно расположенные литники или недостаточно большие литниковые каналы, усугубляет этот дисбаланс. Усовершенствование этих элементов конструкции позволяет значительно снизить напряжение, возникающее из-за несоответствий в потоке материала.
Неравномерное охлаждение
Фаза охлаждения имеет решающее значение для определения конечных свойств изделия, полученного методом литья под давлением. Если некоторые участки остывают быстрее других, возникает термическое напряжение. Этому способствуют такие факторы, как непостоянная температура пресс-формы и плохо спроектированные каналы охлаждения.
Неравномерная толщина стенок также играет свою роль. Более толстые участки остывают медленнее, чем более тонкие, что создает внутренние напряжения. Стратегический подход к проектированию, ориентированный на равномерную толщину стенок, может смягчить эту проблему.
Молекулярная ориентация
По мере того, как расплавленный пластик протекает через форму, его молекулы выравниваются в направлении потока. Это выравнивание может привести к ориентационному напряжению, которое преимущественно возникает вдоль направления потока и в меньшей степени перпендикулярно ему.
Параметры процесса, такие как скорость впрыска и давление выдержки, напрямую влияют на ориентацию молекул. Например, чрезмерно высокая скорость впрыска или давление выдержки могут усиливать ориентационное напряжение. Регулировка этих параметров помогает эффективно управлять степенью ориентации молекул.
Сравнительный анализ: Причины внутреннего стресса
| Причина | Описание | Стратегия смягчения последствий |
|---|---|---|
| Дисбаланс потока | Неравномерное распределение скорости и давления внутри полости пресс-формы. | Оптимизируйте положение стартовых ворот и размер бегунов. |
| Неравномерное охлаждение | Различия в скорости охлаждения приводят к термическим напряжениям. | Равномерная температура пресс-формы; улучшенная компоновка каналов. |
| Молекулярная ориентация | Выравнивание молекул, вызывающее напряжение в направлении потока. | Контролируйте скорость впрыска и удерживающее давление. |
Понимание этих первопричин имеет решающее значение для всех, кто занимается оптимизацией литья под давлением¹ . Выявляя и устраняя эти факторы, производители могут повысить качество продукции и продлить срок ее службы.
Дисбаланс потока вызывает касательное напряжение в формованных изделиях.Истинный
Дисбаланс потока создает неравномерное давление, что приводит к возникновению касательного напряжения.
Равномерная толщина стенок увеличивает внутреннее напряжение при литье.ЛОЖЬ
Равномерная толщина стенок снижает термическое напряжение, а не увеличивает его.
Как внутренние напряжения влияют на механические свойства изделий?
Внутренние напряжения в изделиях могут серьезно ухудшить их механические свойства, влияя на прочность и долговечность.
Внутренние напряжения могут ухудшать механические свойства изделий, вызывая изменения размеров, снижая прочность и способствуя разрушению под воздействием нагрузки.

Понимание роли внутренних стрессов
Внутренние напряжения в изделиях, изготовленных методом литья под давлением, возникают из-за дисбаланса потока, неравномерного охлаждения и ориентации молекул в процессе производства. Эти напряжения могут проявляться в различных формах, включая касательное напряжение, термическое напряжение и напряжение ориентации. Каждый тип напряжения вносит свой уникальный вклад в изменение механических характеристик изделия.
Проблемы размерной стабильности
Внутренние напряжения часто приводят к изменению размеров после изготовления. По мере того, как эти напряжения со временем спадают, изделия могут деформироваться или сжиматься, влияя не только на внешний вид, но и на функциональность. Например, неправильная подгонка при сборочных операциях может быть результатом даже незначительных отклонений в размерах.
| Фактор | Влияние на размеры |
|---|---|
| Дисбаланс потока | Неравномерная усадка, деформация |
| Неравномерное охлаждение | Локализованное расширение или сжатие |
| Молекулярная ориентация | Дифференциальное сжатие в направлении потока |
Ухудшение механических свойств
Внутренние напряжения напрямую влияют на механические свойства, такие как прочность, ударная вязкость и сопротивление усталости. Когда эти напряжения концентрируются в определенных областях, они могут стать слабыми местами. Следовательно, изделия могут преждевременно выходить из строя под механическими нагрузками, особенно при воздействии повторяющихся или динамических сил.
Например, автомобильные компоненты, изготовленные методом литья под давлением, должны выдерживать значительные нагрузки в течение длительного времени. Внутренние концентрации напряжений могут привести к образованию трещин³ или разрушению под нагрузкой, что ставит под угрозу безопасность и производительность.
Факторы, влияющие на механические свойства
- Характеристики материала : Различные виды пластмасс проявляют разную степень восприимчивости к внутренним напряжениям. Например, аморфные пластмассы могут реагировать иначе, чем кристаллические, при воздействии внутренних напряжений.
- Параметры производства : Выбор скорости впрыска, параметров давления и скорости охлаждения существенно влияет на степень образования внутренних напряжений. Оптимизация этих параметров может помочь смягчить негативные последствия.
Стратегии смягчения последствий
Для сохранения механических свойств изделий, изготовленных методом литья под давлением, производители могут:
- Оптимизация конструкции пресс-формы : это включает в себя стратегическое размещение литниковых каналов и охлаждающих трубопроводов для обеспечения равномерного потока и охлаждения.
- Корректировка процесса : Точная настройка скорости и давления впрыска помогает снизить напряжение, вызванное ориентацией молекул. Внедрение многоступенчатого впрыска также может уменьшить напряжения, возникающие из-за потока.
- Методы постобработки : Такие методы, как отжиг, позволяют снять внутренние напряжения, повышая механическую стабильность с течением времени.
Понимание этих стратегий имеет решающее значение для повышения долговечности и надежности продукции при минимизации потенциальных отказов, вызванных внутренними нагрузками.
Внутренние напряжения со временем приводят к деформации изделия.Истинный
Внутренние напряжения снимаются, что приводит к изменению размеров, например, к деформации.
Все виды пластмасс в равной степени подвержены воздействию внутренних напряжений.ЛОЖЬ
Различные виды пластмасс обладают разной восприимчивостью к внутренним напряжениям.
Какие дефекты внешности могут возникнуть в результате внутреннего стресса?
Внутренние напряжения в изделиях, изготовленных методом литья под давлением, могут приводить к неприглядным дефектам, которые ухудшают как эстетику, так и функциональность.
Внутренние напряжения могут вызывать различные дефекты внешнего вида изделий, изготовленных методом литья под давлением, такие как трещины, серебристые полосы и пузырьки. Эти проблемы не только ухудшают внешний вид изделия, но и могут повлиять на его структурную целостность.
Понимание внутреннего стресса
В процессе литья под давлением возникают внутренние напряжения, возникающие из-за неравномерного течения, охлаждения и усадки расплавленного пластика. Эти напряжения проявляются в виде дефектов, влияющих на визуальное качество изделия.
Распространенные дефекты внешности
-
Трещины:
- Трещины часто появляются из-за высокой внутренней концентрации напряжений в определенных областях. Они могут возникнуть во время или после извлечения изделия из формы.
- Такие факторы, как неправильная конструкция пресс-формы или высокая скорость охлаждения, усугубляют образование трещин.
-
Серебряные полосы:
- Это волнистые серебристые линии, видимые на поверхности, которые образуются из-за влаги или воздуха, попавших внутрь материала во время формования.
- Серебристые полосы особенно заметны в прозрачных изделиях, влияя на прозрачность и эстетическую привлекательность.
-
Пузыри:
- Возникают при образовании газовых или воздушных пузырьков внутри изделия, обычно из-за быстрого охлаждения или высокого содержания влаги в пластике.
- Пузыри ухудшают как внешний вид, так и потенциально механические свойства изделия.
Факторы, способствующие возникновению дефектов внешности
Конструкция пресс-формы и параметры процесса
- Дисбаланс потока: Неравномерное распределение потока расплавленного пластика может привести к дефектам, таким как трещины и пузырьки 4 .
- Скорость охлаждения: Неравномерное охлаждение вызывает термическое напряжение, способствуя возникновению таких дефектов, как деформация и серебристые полосы.
- Молекулярная ориентация: Высокий уровень ориентации при высокой скорости инъекции увеличивает вероятность образования серебряных полос.
Решения для устранения дефектов внешнего вида
- Оптимизируйте конструкцию пресс-формы, регулируя положение литниковых каналов и обеспечивая сбалансированный поток.
- Используйте многоступенчатые процессы инъекции для управления ориентацией молекул и снижения напряжения.
- Внедрите правильную схему расположения каналов охлаждения для обеспечения равномерного охлаждения всего изделия.
Устранение этих факторов позволяет производителям значительно сократить количество дефектов внешнего вида изделий, изготовленных методом литья под давлением, что повышает как эстетическое качество, так и эксплуатационные характеристики.
Трещины в изделиях образуются в результате быстрого охлаждения.Истинный
Быстрое охлаждение приводит к неравномерному распределению напряжений, вызывая образование трещин.
Серебристые полосы появляются из-за чрезмерного нагрева.ЛОЖЬ
Серебристые полосы образуются из-за скопления влаги или воздуха, а не из-за тепла.
Как можно минимизировать внутренние напряжения при литье под давлением?
Минимизация внутренних напряжений при литье под давлением имеет решающее значение для обеспечения долговечности и эстетической привлекательности изделия. Эффективные стратегии включают оптимизацию конструкции пресс-формы, корректировку параметров процесса и внедрение методов постобработки.
Для минимизации внутренних напряжений при литье под давлением необходимо оптимизировать конструкцию пресс-формы, скорректировать параметры процесса, такие как скорость и давление впрыска, и использовать методы постобработки, например, отжиг. Эти шаги помогают сбалансировать поток, охлаждение и молекулярную ориентацию, уменьшая потенциальные дефекты и повышая качество продукции.

Оптимизация конструкции пресс-формы
Один из основных способов снижения внутренних напряжений — это тщательная разработка конструкции пресс-формы. Стратегическое размещение литниковых каналов и использование многоканальных систем позволяет производителям добиться более сбалансированного потока расплавленного пластика, что предотвращает накопление сдвиговых напряжений. Хорошо продуманная конструкция также включает оптимизацию размеров и форм литниковых каналов для минимизации сопротивления и обеспечения равномерного потока по всей пресс-форме.
Кроме того, крайне важно правильно расположить каналы охлаждения для обеспечения равномерного охлаждения. Например, для изделия с различной толщиной стенок может быть полезно использовать конструкцию с постепенно увеличивающейся толщиной стенок⁵ , что помогает поддерживать постоянную скорость охлаждения и минимизировать тепловое напряжение.
Настройка параметров процесса литья под давлением
Параметры процесса оказывают существенное влияние на уровень внутренних напряжений в изделии, полученном методом литья под давлением. Снижение скорости впрыска и давления выдержки может уменьшить степень ориентации молекул, что приводит к снижению внутренних напряжений. Увеличение времени выдержки позволяет снизить скорость усадки, тем самым уменьшая напряжение.
Контроль температуры — как в пресс-форме, так и в расплаве — также имеет решающее значение. Высокие температуры расплава могут усиливать молекулярную ориентацию, поэтому выбор соответствующей температуры в зависимости от типа материала крайне важен. Внедрение многоступенчатого процесса литья под давлением может дополнительно помочь в управлении напряжением за счет постепенной регулировки скорости и давления на протяжении всего цикла формования.
| Параметр | Предложенная корректировка |
|---|---|
| Скорость впрыска | Снижение для уменьшения ориентационного напряжения |
| Удержание давления | Снизить, чтобы минимизировать усадку |
| Температура плесени | Оптимизация для равномерного охлаждения |
| Температура плавления | Корректировка в зависимости от потребностей в материалах |
Методы постобработки
Такие методы постобработки, как отжиг, могут значительно снизить внутренние напряжения в изделиях, изготовленных методом литья под давлением. Отжиг включает в себя нагрев изделия до определенной температуры, выдержку в течение заданного периода времени, а затем медленное охлаждение. Этот процесс расслабляет молекулярную структуру, эффективно снижая напряжение.
Для изделий, требующих высокой точности размеров, может применяться увлажнение. Помещение изделия в среду с контролируемой влажностью позволяет ему поглощать влагу, что помогает скорректировать усадку и снять напряжение.
В совокупности эти технологии гарантируют, что конечный продукт соответствует стандартам качества и надежно работает в предполагаемом применении. Внедрение таких мер не только повышает долговечность, но и продлевает срок службы изделия.
Оптимизация конструкции пресс-формы снижает внутренние напряжения.Истинный
Стратегическое размещение затворов и конструкция охлаждающих каналов обеспечивают баланс между потоком и охлаждением.
Более высокая скорость впрыска снижает внутреннее напряжение.ЛОЖЬ
Более высокая скорость увеличивает ориентацию молекул, повышая внутреннее напряжение.
Заключение
Устраняя внутренние напряжения посредством стратегического проектирования пресс-форм и корректировки технологических процессов, производители могут значительно повысить качество продукции. Внедрите эти стратегии, чтобы минимизировать дефекты и оптимизировать производительность.
-
Изучите стратегии повышения качества продукции за счет оптимизации процесса: Лучшие практики оптимизации процесса литья под давлением: 1. Регулярный мониторинг и корректировка параметров; 2. Использование современных систем управления; 3. Тщательный… ↩
-
Узнайте, как незначительные изменения, вызванные напряжением, влияют на точность сборки: локальное изменение деформации во время холодной формовки может привести к изменению напряженного состояния и жесткости изделия. Это может повысить или понизить… ↩
-
Узнайте, почему внутренние напряжения вызывают трещины под нагрузкой: (1) Наличие внутренних напряжений в изделии серьезно повлияет на механические свойства и характеристики изделия; из-за… ↩
-
Изучите методы предотвращения распространенных дефектов в литьевых изделиях: когда традиционные методы вентиляции оказываются неэффективными, вакуумная вентиляция может эффективно решить проблемы, связанные с выделением газов и попаданием воздуха в литьевые формы. ↩
-
Узнайте, как конструкция с постепенным увеличением толщины стенок улучшает равномерность охлаждения. Качество деталей: проектирование деталей, изготовленных методом литья под давлением, с проблемами толщины стенок может привести к таким дефектам, как усадочные раковины, деформация и неполное заполнение формы. Эти проблемы… ↩






