

Я помню, как впервые узнал о азотировании. Это действительно изменило мой подход к уходу за формами.
Азотирование повышает прочность пресс-форм. В результате этого процесса в поверхностный слой пресс-формы добавляется азот. Поверхность становится тверже и лучше противостоит износу. Азотирование снижает трение и повышает сопротивление усталости. Этот метод помогает пресс-формам служить дольше. Он полезен во многих промышленных областях.
Понимание процесса азотирования изменило для меня всё. Представьте себе изношенную форму, которой нужна новая жизнь. Азотирование спасает её. Я начинаю с тщательной подготовки формы. Не остаётся никаких неровностей или царапин. Ключевые измерения помогают мне работать точно. Очистка необходима. Каждая задача важна. Точность имеет значение, и терпение действительно окупается.
Процесс азотирования начинается с постепенного нагрева формы. Это предотвращает возникновение напряжений. Температура должна быть идеальной для правильной работы азота. По мере охлаждения формы я вижу прочный и долговечный результат. Вдохнуть новую жизнь в старые формы — это потрясающее чувство. Они больше не предназначены для утилизации. Проверка размеров и твердости после обработки демонстрирует мощь азотирования. Этот процесс преображает как формы, так и мой подход к решению проблем. Внимание к деталям — ключ к успеху.
При осмотре внешнего вида проверяется наличие плесени, повреждений и трещин.Истинный
Внешний осмотр обеспечивает целостность плесени путем выявления видимых дефектов.
Азотсодержащие газы включают азот, аммиак и углекислый газ.Истинный
Эти газы разлагаются, образуя активные атомы азота, пригодные для азотирования.
Каким образом азотирование изменяет свойства материалов?
Вы когда-нибудь задумывались, почему формы и инструменты становятся такими твердыми и прочными? Азотирование придает им эти удивительные свойства. Давайте вместе изучим этот интересный процесс. Шаг за шагом.
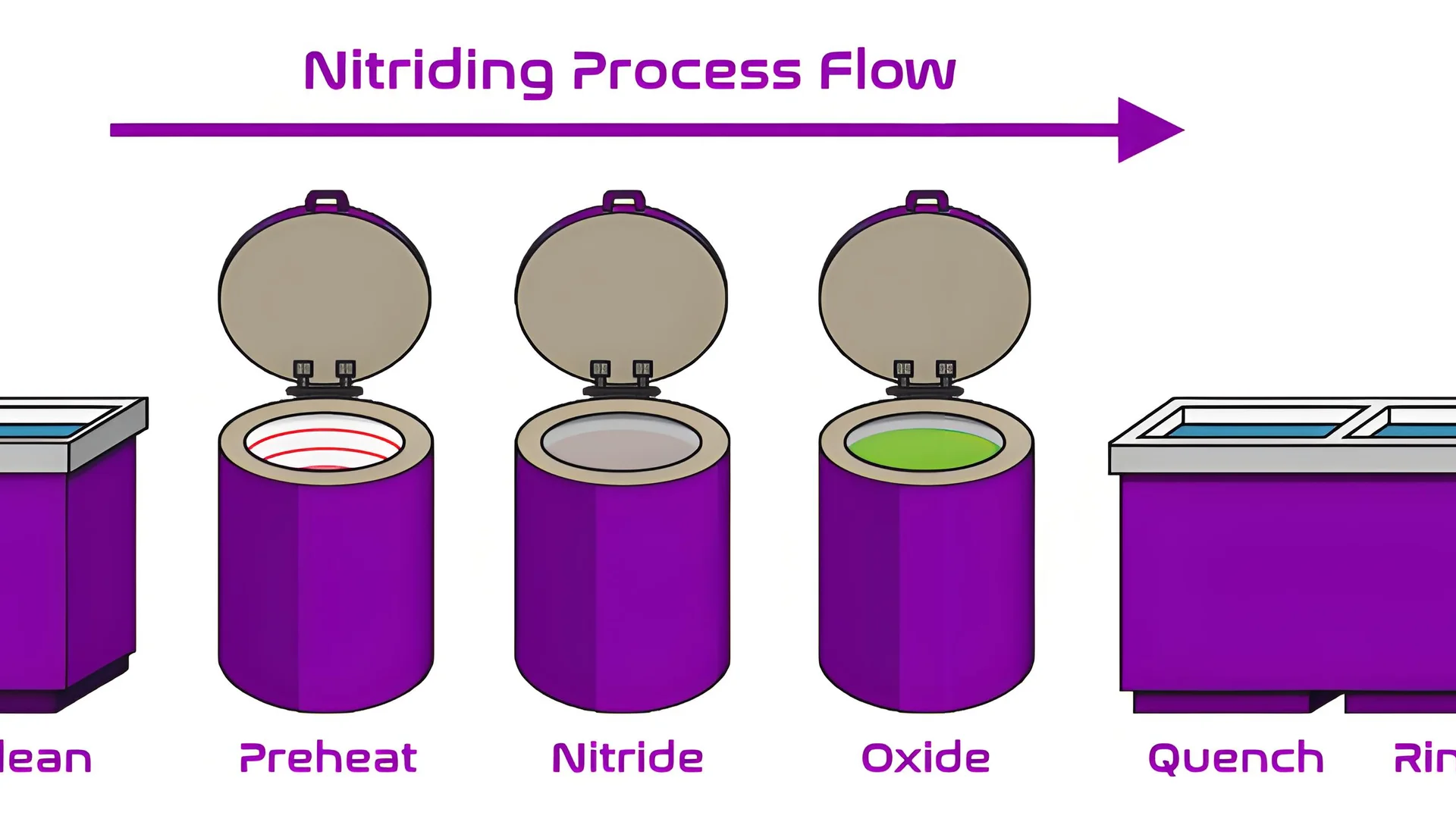
Азотирование включает в себя важные этапы. К ним относятся приемка пресс-формы, предварительная обработка, нанесение противофильтрационного покрытия, загрузка печи, азотирование, охлаждение и окончательная проверка. Каждый этап имеет решающее значение для качества пресс-формы. Этот процесс повышает твердость пресс-форм, помогает противостоять износу, увеличивает их долговечность и улучшает эксплуатационные характеристики.

Приемка и подготовка пресс-формы
Представьте, что вы начинаете что-то новое, не имея прошлых проблем. Именно так я начинаю азотирование – с тщательного осмотра всей формы. Это похоже на проверку автомобиля перед длительной поездкой. Мы проверяем всё. Даже небольшая царапина может ослабить форму. Правильно выполненная работа на этом этапе – залог успеха.
Следующий шаг — измерение плесени. Точность имеет решающее значение, как и при перемещении мебели через узкий дверной проем. Мы измеряем каждую важную деталь и точно записываем результаты. Затем мы очищаем плесень, используя такие методы, как ультразвуковая очистка или щелочные растворы, для удаления загрязнений — это похоже на спа-процедуру для плесени.
Для получения более подробной информации об осмотре внешнего вида¹ рекомендуется дополнительно изучить отдельные процессы.
Этап подготовки к лечению
Некоторые формы требуют особого ухода перед азотированием. Отпуск подготавливает форму путем нагрева и охлаждения для улучшения ее свойств, что крайне важно для форм, которые должны демонстрировать действительно высокие эксплуатационные характеристики. Обработка для снятия напряжений помогает минимизировать риск деформации во время азотирования, снимая любые напряжения в форме и предотвращая неожиданные изменения в процессе азотирования.
Обработка против протечек
Представьте это как защитный крем для формы. Детали, которые не подлежат азотированию, мы покрываем антипросачивающим средством, например, графитовым порошком. Крайне важно наносить его тщательно, чтобы обработке подверглись только выбранные участки.
Загрузка печи
Установка форм в печь подобна сборке пазла: все детали должны идеально подходить друг к другу, используя соответствующие приспособления, обеспечивающие устойчивость и равномерный нагрев. Конструкция должна обеспечивать оптимальный поток газа, что крайне важно для стабильного азотирования.
Процесс азотирования
Мы нагреваем форму так же, как вы предварительно разогреваете духовку перед выпечкой, постепенно повышая температуру, чтобы предотвратить термическое напряжение, вызванное нагревом. Поддержание температуры позволяет атомам азота полностью проникнуть в поверхность формы, создавая прочное покрытие.
Тип и состав вводимых газов, таких как азот и аммиак, являются критически важными факторами, влияющими на глубину и качество азотированного слоя.
Методы охлаждения
Охлаждение после азотирования имеет решающее значение; это как дать торту остыть перед тем, как его разрезать. Формы охлаждаются внутри печи для достижения равномерного результата и снижения развития напряжений. В зависимости от желаемой твердости могут применяться методы быстрого охлаждения, но при неправильном управлении они могут увеличить внутренние напряжения.
Заключительная проверка
После завершения каждого этапа процесса мы тщательно проверяем форму — подобно ювелиру, изучающему драгоценный камень, — чтобы убедиться в соответствии техническим требованиям путем сравнения результатов измерений с данными, полученными до азотирования.
Измерение твердости подтверждает достижение желаемых свойств, а для детальной оценки микроструктуры может быть проведен дополнительный металлографический анализ.
Каждый этап требует точности и внимания — это как создание чего-то нового в вашей мастерской — и более глубокое изучение того, как каждый этап вносит свой вклад , может привести к более глубокому пониманию.
Внешний осмотр включает проверку на наличие плесени, трещин и дефектов.Истинный
Внешний осмотр обеспечивает структурную целостность пресс-формы путем проверки на наличие трещин и дефектов.
Температура азотирования всегда выше 600℃.ЛОЖЬ
Температура азотирования обычно колеблется в пределах 500-580℃, но не выше 600℃.
Почему предварительная обработка имеет решающее значение для азотирования?
Я помню свой первый опыт работы с процессом азотирования. Он показал мне, насколько важно довести предварительную обработку до совершенства.
Предварительная обработка перед азотированием очень важна. Она удаляет примеси из форм. Это действие стабилизирует размеры формы. Чистые поверхности действительно способствуют хорошему распределению азота. Это уменьшает количество дефектов. Долговечность формы, вероятно, повышается.
Понимание роли предварительной подготовки
Иногда мелкие детали приводят к большим проблемам. Предварительная обработка при азотировании имеет решающее значение. Мы начинаем с визуального осмотра формы на наличие повреждений или дефектов. Однажды я заметил небольшую зазубрину, которая могла бы вызвать серьезные проблемы в дальнейшем. Этот осмотр помогает выявить проблемы на ранней стадии.
Подготовка поверхности формы
Далее мы очищаем плесень. Моя бабушка говорила: «В грязной кастрюле не варишь!» Это очень верно в отношении плесени. Мы удаляем масло и ржавчину, используя такие методы, как органические растворители или ультразвуковая очистка⁴ . Это дает плесени возможность начать процесс азотирования с чистого листа.
Размерная стабильность
После очистки мы измеряем ключевые параметры. Это как быстрый снимок перед большой поездкой. Мы проверяем, что изменения после азотирования незначительны и приемлемы. Это важно для получения точных результатов в условиях высокой производительности.
Управление стрессом посредством смягчения и снятия стресса
Закалка и снятие напряжения помогают справиться со стрессом. Это как расслабиться после тяжелой недели, чтобы избежать выгорания. Форму необходимо закалить, чтобы предотвратить образование трещин во время азотирования.
Меры по предотвращению просачивания
Мы защищаем участки, которые не следует подвергать азотированию, нанося такие вещества, как графитовый порошок — это похоже на использование солнцезащитного крема на чувствительной коже, блокирующего нежелательное воздействие солнечных лучей.
Стратегическая загрузка печи
Наконец, мы тщательно загружаем печь, чтобы обеспечить равномерный нагрев — как аккуратно расставляем вещи в чемодане; всё должно быть на своих местах. Каждая деталь имеет значение, что приводит к успешному азотированию и повышению прочности пресс-формы.
Каждый этап может показаться незначительным, но они закладывают прочную основу для азотирования.
Изменения размеров после азотирования находятся в допустимых пределах.Истинный
Измерения размеров до и после азотирования подтверждают допустимые изменения.
Быстрое охлаждение всегда снижает напряжение в пресс-форме.ЛОЖЬ
В зависимости от условий, быстрое охлаждение может, наоборот, усиливать стресс, а не снижать его.
Как азотирование соотносится с другими методами закалки?
Выбор оптимальной технологии поверхностного упрочнения сродни выбору идеальной одежды для важного события.
Азотирование значительно повышает износостойкость и усталостную прочность. При этом сохраняются основные свойства сердцевины. Цементация может изменить сердцевину. Индукционная закалка точно воздействует на определенные участки. Она очень хорошо подходит для сложных форм.
Азотирование против цементации
Помню, как впервые выбирал между азотированием и цементацией для своего проекта. Это было похоже на выбор между двумя восхитительными десертами! В каждом из них есть что-то особенное.
Азотирование добавляет азот к металлу, образуя нитридный слой. Этот слой повышает износостойкость и усталостную прочность, но не изменяет сердцевину. Это идеально подходит, когда вам нужна твердая поверхность с мягкой сердцевиной, как у крем-брюле с кремовой начинкой внутри.
Напротив, цементация 5 предполагает диффузию углерода в поверхность стали. Это увеличивает твердость и глубину проникновения, но может изменить сердцевину, если не проводить ее тщательно. Она отлично подходит для поверхностей, подверженных сильным нагрузкам, но не тогда, когда сохранение прочности сердцевины имеет первостепенное значение. Представьте это как крепкий, ароматный пирог, требующий бережного обращения.
Азотирование против индукционной закалки
Индукционная закалка напоминает мне моего друга-художника, который использует паяльную лампу. Главное – точный контроль.
Индукционная закалка использует электромагнитную индукцию для нагрева определенных участков с последующим быстрым охлаждением, обычно путем закалки. Этот метод превосходно подходит для обработки локальных участков, что делает его выгодным для сложных геометрических форм или деталей, требующих избирательной закалки — подобно бликам на картине художника, закалка происходит только там, где это необходимо.
Хотя индукционная закалка 6 , подобно азотированию, повышает твердость поверхности, она не изменяет химический состав поверхностного слоя. Это ограничивает ее износостойкость по сравнению с азотированием.
Соображения стоимости и эффективности
Сбалансировать затраты и эффективность — задача непростая, как планирование семейной поездки.
-
Азотирование часто оказывается успешным благодаря использованию более низких температур и более коротких циклов. Это означает меньшее энергопотребление и меньшую термическую деформацию; однако затраты на подготовку производства могут быть высокими из-за необходимости использования специального оборудования — это как выбирать между дешевым автомобильным путешествием и дорогим отпуском.
-
Индукционная закалка , с другой стороны, потребляет больше энергии из-за необходимости быстрого нагрева, но обеспечивает точность и скорость на производственных линиях — подобно динамичной экскурсии по городу, где каждая остановка тщательно спланирована.
Если вам интересно, как эти процессы вписываются в общую картину, изучение сравнительных методов обработки поверхностей (см. 7) предоставит более подробную информацию об их использовании в различных отраслях промышленности.
Осмотр плесени включает проверку на наличие трещин и деформаций.Истинный
Внешний осмотр обеспечивает структурную целостность пресс-формы путем проверки на наличие дефектов.
Температура азотирования всегда выше 600 °C.ЛОЖЬ
Обычно температура азотирования составляет от 500 до 580 °C, но не превышает 600 °C.
Какие типичные проблемы возникают при азотировании?
Вы когда-нибудь пытались приготовить идеальное суфле и видели, как оно опадает? Азотирование металла вызывает похожие ощущения.
Азотирование сопряжено с рядом распространенных проблем. Достижение равномерной твердости затруднительно. Загрязнение поверхности — еще одна проблема. Ключевое значение имеет управление технологическими параметрами, такими как температура и поток газа. Эти задачи сродни кулинарным экспериментам.
Достижение равномерной твердости
Я помню свою первую попытку азотирования и сравнил её с выпечкой торта. Металлы и газы заменили муку и яйца. Достижение равномерной твердости было похоже на идеальное поднятие суфле. Равномерность — это ключ к успеху; она помогает сохранить прочность и работоспособность обработанных компонентов. Неравномерное распределение газа или неравномерный нагрев часто вызывают колебания. Я понял, что оптимизация режимов загрузки печи и поддержание стабильной циркуляции газа действительно приносят пользу.
Контроль загрязнения поверхностей
Представьте себе: вы убираете кухню, а потом появляется грязь. Загрязнение поверхности во время азотирования ощущается примерно так же. Перед азотированием важно очистить формы от масла, ржавчины и пыли. Такие методы, как пескоструйная обработка или ультразвуковая очистка, работают как супергерои уборки. Они создают поверхность, свободную от загрязнений, для более равномерного эффекта азотирования.
Управление переменными процесса
Для приготовления идеального воскресного обеда необходимо контролировать время и температуру. Азотирование также требует точности. Время, температура и состав газа являются важнейшими переменными. Отклонения могут привести к неудовлетворительным результатам, например, к пересушенному мясу. Поддержание температуры в диапазоне 500–580 °C имеет решающее значение для успешного газового азотирования.
Совместимость материалов
Различные материалы по-разному реагируют на азотирование — подобно тому, как некоторые ингредиенты подходят только к определенным рецептам. Для некоторых сплавов требуются специфические корректировки процесса. Понимание характеристик материала 9 имеет решающее значение для достижения желаемой твердости и глубины зернистости без ущерба для структуры материала.
Управление стрессом и деформацией
Внутренние напряжения в процессе обработки могут вызывать трещины или деформации, подобно чрезмерному замешиванию теста. Обработка для снятия напряжений, такая как отжиг или отпуск, помогает уменьшить эти проблемы за счет снижения внутренних напряжений и минимизации потенциальной деформации во время или после азотирования.
Понимание проблем и применение эффективных стратегий могут повысить надежность и эффективность азотирования — это сродни освоению сложного блюда; практика и внимательность облегчают задачу.
Перед азотированием необходимо удалить плесень.Истинный
Очистка удаляет загрязнения, такие как масло и ржавчина, обеспечивая эффективное азотирование.
Быстрое охлаждение всегда снижает стресс для плесени.ЛОЖЬ
Быстрое охлаждение может увеличить напряжение, что увеличивает риск деформации или растрескивания.
Заключение
Азотирование повышает долговечность пресс-формы за счет упрочнения поверхности, снижения износа и трения, а также повышения усталостной прочности благодаря точному многоступенчатому процессу, включающему нагрев, воздействие газа и охлаждение.
-
Чтобы понять, как контроль качества пресс-форм предотвращает дефекты после азотирования. ↩
-
Исследуется, как каждый этап влияет на характеристики материала. ↩
-
Узнайте, как контроль внешнего вида предотвращает дефекты азотирования. ↩
-
Узнайте, почему ультразвуковая очистка имеет решающее значение для подготовки пресс-форм. ↩
-
Узнайте, как цементация изменяет свойства как поверхности, так и сердцевины. ↩
-
Узнайте, почему индукционная закалка подходит для сложных геометрических форм. ↩
-
Изучите подробное сравнение различных методов обработки поверхностей. ↩
-
Узнайте, как пескоструйная обработка улучшает подготовку поверхности к азотированию. ↩
-
Выясните, какие материалы лучше всего подходят для азотирования, чтобы добиться оптимальных результатов. ↩






