
Трехкласная форма является краеугольным камнем в литье под давлением, что позволяет производителям производить сложные пластиковые детали с точностью и эффективностью. Используя уникальный дизайн с тремя тарелками, этот тип плесени предлагает гибкое размещение ворот и автоматическое детеро 1 , что делает его идеальным для таких отраслей, как автомобильные, медицинские и потребительские товары. Понимание механики, лежащей в основе формы с тремя тарелками, имеет важное значение для использования своих преимуществ в вашем производственном процессе.
Трехкласная плесень состоит из трех основных пластин-кавитита, ядра и бегуна-с учетом размещения центральных или нескольких затворов, автоматического разделения бегуна и повышенного качества деталей, особенно в сложных конструкциях.
Освоение механики трехклассной плесени 2 может повысить ваши производственные возможности. Исследуйте подробный разбивку ниже, чтобы увидеть, как эта технология может оптимизировать ваше производство.
Три пластинки снижают производственные затраты.ЛОЖЬ
В то время как они предлагают гибкость проектирования, тремя плиты формы являются более сложными и дорогостоящими, чем более простые альтернативы, такие как две формы.
Три пластинчатые формы используются только в производстве больших объемов.ЛОЖЬ
Они также используются в объемах с низким и средним, когда требуются конкретные места размещения затворов или автоматическую детектирование.
Что такое плесень из трех пластин?
Трехклассные формы представляют собой специализированный тип формы для подключения, используемой в пластиковом производстве, предлагающий уникальные преимущества в размещении и разделении бегуна. Ниже мы исследуем их определения, классификации и ключевые характеристики.
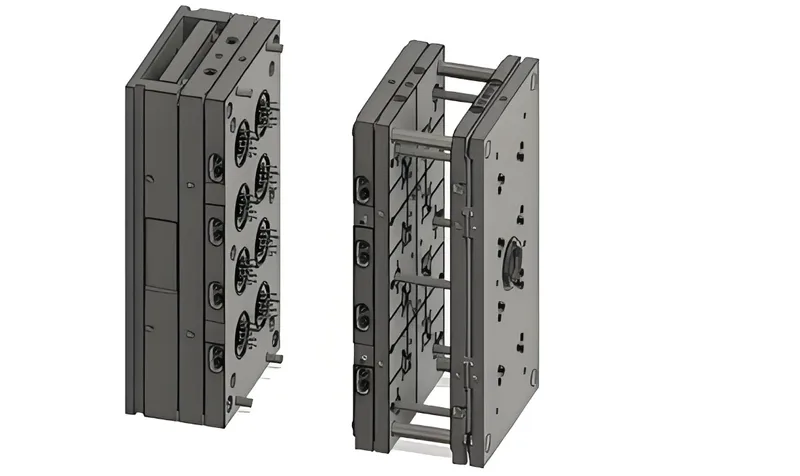
Трехкласная форма, также известная как плесень с тройной пластиной или плесенью T-серии, состоит из трех пластин-кавита, сердечника и бегуна-обновления гибкого размещения затвора 3 и автоматической детектирования для сложных пластиковых деталей.
| Аспект | Подробности |
|---|---|
| Полное техническое название | Трехкласная впрыска4 |
| Общие псевдонимы | Тройная плита, маленькая плесень, плесень Т-серии |
| Основной принцип | Использует две линии прощания, чтобы отделить бегуна и автоматически выбросить деталь |
| Классификация | - Процесс : Инъекционное формование - Материалы : Термопластики (например, ABS, полипропилен) - Применение : автомобильная, медицинская, потребительская товары |
Ключевые особенности
-
Гибкое размещение затвора : позволяет центральный или несколько ворот, уменьшая дефекты, такие как линии сварки.
-
Автоматическое дегентацию : отделяет бегуна от детали во время отверстия плесени, сводя к минимуму ручной труд.
-
Сложность : более запутанная, чем две плиты, требующие точного выравнивания и технического обслуживания.
Трехклассные формы идеально подходят для деталей, где отметки ворот на боковых стенках нежелательны, например, в медицинских устройствах или эстетических потребительских продуктах.
Трехнологичные формы необходимы для всех проектов литья под давлением.ЛОЖЬ
Они лучше всего подходят для конкретных приложений, требующих гибкого стробирования или автоматического детектирования, а не для всех проектов.
Трехклассные формы улучшают качество части в сложных конструкциях.Истинный
Их гибкое размещение ворот уменьшает дефекты и улучшает отделку поверхности.
Когда вы должны использовать плесень из трех пластин?
Выбор правильного типа плесени имеет решающее значение для оптимизации производства. Трехклассные формы предлагают четкие преимущества, но также идут с компромиссами. Ниже мы исследуем типичные сценарии применения и сравниваем их плюсы и минусы с другими типами плесени.
Трехклассные формы идеально подходят для деталей, требующих центральных или нескольких ворот, автоматического детектирования или высококачественных поверхностных отделений, обычно используемых в автомобильной, медицинской и потребительской промышленности.

Типичные сценарии применения
-
Центральное стробирование : необходимо для деталей, таких как колпачки или медицинские устройства, чтобы избежать сварных линий и обеспечения равномерного наполнения.
-
Многочисленные ворота : используются в больших или сложных частях (например, автомобильные компоненты) для сбалансированного потока материала.
-
Автоматическая детектирование : снижает рабочую силу в масштабном производстве, таких как компоненты упаковки общий пластик.
Сравнение плюсов и мин
| Тип пресс-формы | Плюсы | Минусы |
|---|---|---|
| Три-пластинка | - Гибкое размещение затвора - автоматическая детектирование - лучшая отделка поверхности |
- Более высокая стоимость - более длительное время цикла - более сложное обслуживание |
| Двухкласная плесень | - Более низкая стоимость - более простой дизайн - более короткое время цикла |
- ограниченное размещение ворот - ручное удаление бегуна |
| Пресс-форма для горячего бегуна | - Нет отходов холодного бегуна - гибкое стробирование |
- высокая стоимость - сложные системы отопления |
Трехклассные формы достигают баланса между гибкостью и стоимостью, что делает их средним вариантом для производителей, нуждающихся в конкретных проектных функциях без затрат на прототул Hot Runner Systems.
Трехклассные формы более экономически эффективны, чем две плиты.ЛОЖЬ
Как правило, они дороже из -за их сложности и дополнительных компонентов.
Трехклассные формы уменьшают ручной труд в производстве.Истинный
Автоматическая детектирование устраняет необходимость в ручном удалении бегуна.
Как работает плесень из трех пластинок?
Понимание рабочего процесса формы с тремя тарелками является ключом к использованию его преимуществ. Ниже мы разбиваем процесс и обсудим совместимость с материалом 5 .
Процесс формы с тремя пластинками включает в себя зажим, впрыск, охлаждение и двухэтапное отверстие для автоматического разделения бегуна и выброса части, с ключевыми параметрами, такими как давление впрыска 6 и время охлаждения 7 .

Процесс Рабочий процесс
-
Зажим : три пластины (полость, ядро, бегун) закрыты, образуя герметичную полость. Сила зажима 8 имеет решающее значение (например, 500 тонн для больших форм).
-
Инъекция : расплавленный пластик вводится через пластину бегуна. Давление впрыска (например, 1000-2000 фунтов на квадратный дюйм) и температура (например, 200-300 ° C для ABS) должны быть оптимизированы.
-
Охлаждение : пластик охлаждается и затвердевает. Время охлаждения (например, 10-30 секунд для полипропилена) контролируется охлаждающими каналами.
-
Первое отверстие : тарелка бегуна отделяется, лишивая холодного бегуна.
-
Второе отверстие : основная пластина отделяется, вытесняя деталь с помощью блога Ejector Mechanicaleng.
Совместимость материалов
Трехклассные формы работают с различными термопластиками, но свойства материала влияют на процесс:

-
Свойства потока : Материалы с высокой вязкостью (например, поликарбонат) могут потребовать более высокого давления впрыска.
-
Скорость усадки : такие материалы, как полипропилен (1-2% усадка), нуждается в точном охлаждении, чтобы предотвратить производственные решения для боя и в боевых действиях.
Трехкласные формы требуют более длительного времени цикла, чем две плиты.Истинный
Двухэтапный процесс открытия увеличивает время цикла по сравнению с одноэтапными формами.
Выбор материала не влияет на производительность плесени с тремя тарелками.ЛОЖЬ
Различные материалы требуют корректировки в параметрах, таких как давление впрыска и время охлаждения.
Каковы ключевые соображения для проектирования формы с тремя тарелками?
Проектирование трехклассной формы требует тщательного планирования для обеспечения эффективности и экономической эффективности. Ниже мы предоставляем контрольный список дизайна и руководство по принятию решений.
Ключевые соображения включают размещение ворот, конструкцию бегуна, систему выброса и объем производства, с контрольным списком, чтобы избежать общих ловушек и дерева решений для выбора плесени.

Проектный контрольный список
-
Проверка необходимости : Подтвердите, требуется ли гибкий стробирование или автоматическое дегромождение; В противном случае используйте двухкласную форму.
-
Основание плесени : выберите основу плесени T-серии для пластины с стриптизершей бегуна.
-
Прощание линии : Определите две линии размножения для снятия бегуна и выброса части.
-
Система бегуна : проектирование для чистой личики; Типичный диаметр бегуна: 3-6 мм.
-
Руководство : используйте штифты-точки (0,5-2 мм) для мелких деталей.
-
Выброс : обеспечить надежный выброс булавками (диаметр 2-5 мм).
-
Охлаждение : Проектируйте эффективные каналы (расстояние 10-15 мм) для сокращения времени цикла.
-
Техническое обслуживание : Используйте износостойкие материалы (например, SKD61) для булавок.
-
Стоимость против объема : оценить, оправдывает ли объем производства сложность плесени.
Выбор процесса принятия решений
Используйте это дерево решений, чтобы выбрать правильную форму:

-
Шаг 1 : требуется ли часть конкретное размещение ворот? Если да , рассмотрим тройку или горячую плесень бегуна.
-
Шаг 2 : Высокий объем производства? Если да , тройная плесень может быть экономически эффективной.
-
Шаг 3 : Можете ли вы позволить себе более высокие затраты на аванс? Если нет , рассмотрим двух табличку плесени.
-
Шаг 4 : Вам нужно автоматическое детероза? Если да , тройная плесень является идеальной плесенью.
Три пластинки всегда являются лучшим выбором для сложных деталей.ЛОЖЬ
Они идеально подходят для конкретных потребностей, но могут быть избыточными для более простых дизайнов.
Правильная конструкция может минимизировать проблемы с техническим обслуживанием в трех пластинах.Истинный
Использование износостойких материалов и эффективных систем охлаждения уменьшают время простоя.
Трехклассные формы являются частью более широкой экосистемы технологий литья под давлением. Ниже мы исследуем связанные технологии вверх и нижестоящих по течению.
Связанные технологии включают разработку материала, программное обеспечение для дизайна деталей 9 , формы Hot Runner 10 , плесени стека и вставка формования, каждая из которых улучшает или дополняет возможности для трех тарелок.
Вверх по течению технологии
-
Развитие материалов : инновации в биосферовых пластиках влияют на совместимость плесени.
-
Программное обеспечение для дизайна деталей : такие инструменты, как оптимизирующие конструкции Foldflow для трех пластин.
Нисходящие технологии
-
Горячие формы бегуна : предложите гибкое стробирование без холодных бегунов, идеально подходящее для масштабного производства.
-
Формы стека : Увеличьте выход, используя несколько уровней, дополняя три пластины.
-
Вставьте формование : позволяет формировать вставки, часто требуя определенных затворов.
Трехклассные формы устарели из-за новых технологий.ЛОЖЬ
Они остаются актуальными для конкретных применений, где затраты и гибкость проектирования сбалансированы.
Понимание связанных технологий повышает эффективность плесени с тремя пластинками.Истинный
Интеграция технологий вверх по течению и нисходящим направлениям оптимизирует производство.
Заключение
Трехклассные формы являются мощным инструментом в литье под давлением 11 , предлагая непревзойденную гибкость при размещении затвора и автоматической детектировании для сложных деталей. Несмотря на то, что они поставляются с более высокими затратами и сложностью, их преимущества в части качества 12 и сокращение труда делают их незаменимыми в таких отраслях, как автомобильные, медицинские и потребительские товары. Понимая их механику и приложения, производители могут принимать обоснованные решения для оптимизации производства.
-
Исследуйте концепцию автоматической дефекции, чтобы понять его роль в минимизации ручного труда и повышения эффективности производства. ↩
-
Откройте для себя уникальные преимущества трех пластиковых форм в формованном линге, повышая эффективность производства и качество детали. ↩
-
Узнайте, как гибкое размещение ворот может уменьшить дефекты и улучшить качество формованных деталей в производстве. ↩
-
Исследуйте преимущества трехклассных форм для впрыска, чтобы понять их применение и преимущества в производстве. ↩
-
Откройте для себя типы материалов, которые лучше всего работают с тремя плитными формами для оптимальных результатов производства. ↩
-
Понимание давления впрыска имеет решающее значение для оптимизации процесса литья и обеспечения качественных деталей. Исследуйте эту ссылку для получения подробной информации. ↩
-
Время охлаждения напрямую влияет на качество конечного продукта. Узнайте больше о его методах воздействия и оптимизации в этом ресурсе. ↩
-
Понимание силы зажима имеет важное значение для оптимизации процесса литья впрыска и обеспечения качества продукта. ↩
-
Откройте для себя лучшие программные инструменты, которые могут улучшить процесс разработки плесени и улучшить результаты производства. ↩
-
Узнайте, как горячие формы бегунов могут оптимизировать ваш производственный процесс и сократить отходы в производстве. ↩
-
Откройте для себя передовые методы и инновации в литье в инъекционном формовании, которые могут повысить эффективность производства и качества детали. ↩
-
Исследуйте критические элементы, которые влияют на качество части в литье под давлением, чтобы обеспечить оптимальные результаты производства. ↩



