

Инженерные пластмассы революционизируют производственный ландшафт с их исключительными свойствами и адаптивностью. Эти высокопроизводительные термопластики 1 , такие как полиамиды (нейлоны) и поликарбонаты, обеспечивают превосходную прочность, теплостойкость и долговечность, что делает их идеальными для требовательных применений. В этом блоге мы погрузимся в мир инженерных пластмасс и их критическую роль в литье инъекций 2 - процесс, который превращает эти материалы в точные, сложные детали для таких отраслей, как автомобильная, электроника и медицинские устройства.
Инъекционное формование с инженерными пластмассами 3 производит высокопроизводительные компоненты для автомобильной, электроники и медицинского сектора, предлагая прочность, точность и экономическую эффективность в крупномасштабном производстве.
Понимание характеристик инженерных пластмасс и тонкостей процесса литья инъекционного литья имеет важное значение для производителей, стремящихся оптимизировать свои производственные стратегии. В этом руководстве будут изучаться ключевые концепции, практические приложения и технические идеи, чтобы помочь вам эффективно использовать эту мощную комбинацию.
Инженерные пластмассы необходимы для высокопроизводительных приложений.Истинный
Их улучшенные механические и тепловые свойства делают их жизненно важными в отраслях, где стандартные пластмассы терпят неудачу.
Инъекционное формование подходит только для основных пластиковых деталей.ЛОЖЬ
Инъекционное формование превосходит создание замысловатых, высокотехнологичных деталей, особенно с инженерными пластиками.
- 1. Что такое инженерные пластики?
- 2. Как инженерные пластмассы используются в литье под давлением?
- 3. Каков процесс литья инъекции для инженерных пластмасс?
- 4. Каковы дизайнерские соображения для литья под давлением с инженерным пластмассовым?
- 5. Каковы связанные технологии в инженерных пластмассах и литья инъекции?
- 6. Заключение
Что такое инженерные пластики?
Инженерные пластмассы представляют собой специализированную группу термопластов, известных своими превосходными механическими и термическими свойствами по сравнению с товарными пластиками, такими как полиэтилен и полипропилен. Эти материалы разработаны для высокопроизводительных применений, часто заменяя металлы в сценариях, требующих прочности, долговечности и сопротивления экстремальным условиям.

Определения и основные принципы
-
Полные технические названия и псевдонимы: ключевые примеры включают полиамиды (PA, обычно известные как нейлоны), поликарбонаты (PC), поли (метилметакрилат) (PMMA или акриловое стекло) и акрилонитрил -бутадиен -стирен (ABS).
-
Основные принципы: эти пластмассы могут похвастаться высокой прочностью растяжения, сопротивлением ударов и термической стабильностью 4 , как правило, выдержание температуры до 150 ° C (300 ° F). Они ценят за свою универсальность и способность удовлетворить строгие технические требования.

Классификация
-
По материалу: в первую очередь термопластики, разделенные на полукристаллические (например, нейлон) и аморфные (например, поликарбонатные).
-
Процессом: подходит для литья под давлением, экструзии и выдувного литья, в зависимости от их свойств потока расплава.
-
По приложениям: широко используется в автомобиле (например, компоненты двигателя), электронику (например, разъемы) и медицинские устройства (например, корпуса).
| Материал | Ключевые свойства | Общие приложения |
|---|---|---|
| Полиамиды (нейлон) | Высокая прочность, химическая стойкость | Шестерни, автомобильные детали |
| Поликарбонаты (ПК) | Прозрачность, воздействие сопротивления | Линзы, электронные корпуса |
| ПММА (акрил) | Ясность, ЗАКЛЮЧЕНИЕ | Windows, медицинские устройства |
| АБС | Прочность, простота обработки | Потребительские товары, мониторные панели |
Инженерные пластмассы используются только в высококлассных отраслях.ЛОЖЬ
Хотя они распространены в автомобильной и аэрокосмической промышленности, они также появляются в потребительских товарах и медицинских приложениях.
Как инженерные пластмассы используются в литье под давлением?
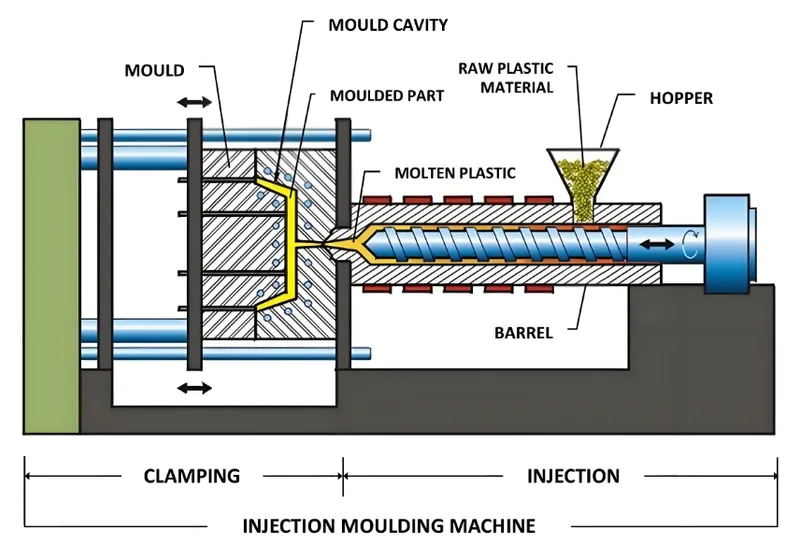
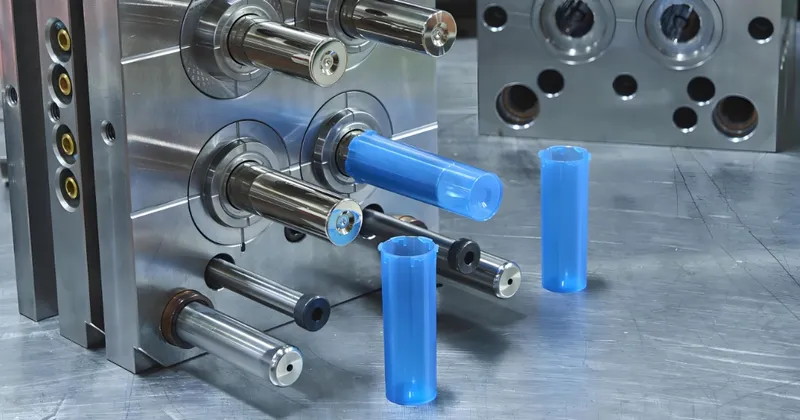
Инъекционное формование - это метод изготовления, где расплавленное пластик впрыскивается в форму, охлаждается и выбросает в качестве твердой части. Он идеально подходит для производства сложных, высокотомных компонентов с точностью, что делает его идеальным подходом для инженерных пластмасс.
Типичные сценарии применения
-
Автомобиль: крышки двигателя, бамперы и топливные баки используют прочность полиамида и теплостойкость.
-
Электроника: разъемы и корпуса используют поликарбонат 5 для его изоляции и долговечности.
-
Медицинские устройства: корпус и точные детали извлекают выгоду из воздействия ABS и прозрачности PMMA.

Сравнение плюсов и мин
По сравнению с такими альтернативами, как 3D -печать или обработка ЧПУ, инъекционное формование с инженерными пластиками предложения:
-
Плюсы: масштабные производства, низкие затраты на единицу, гибкость проектирования и обширные варианты материала.
-
Минусы: высокие начальные затраты на плесени, более длительное время заказа и ограниченная пригодность для прототипирования.
Инъекционное формование с инженерным пластиком является лучшим выбором для всех производственных потребностей.ЛОЖЬ
Он превосходит в масштабной продукции, но не может соответствовать небольшим пробегам или быстрому прототипированию.
Каков процесс литья инъекции для инженерных пластмасс?
Процесс литья под давлением представляет собой многоэтапную операцию, требующую точного управления для обеспечения качественных результатов с инженерными пластиками.
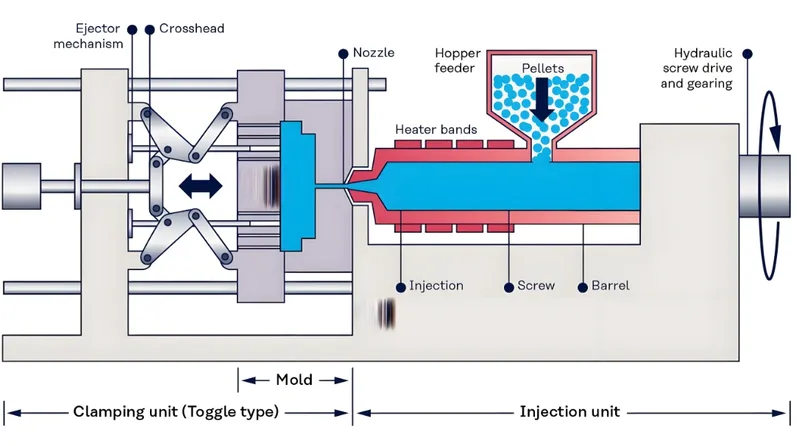
Процесс Рабочий процесс
-
Изготовление инструментов: проектируйте и очистите форму, обычно из стали или алюминия.
-
Подготовка материала: пластиковые пеллеты для кормления в инъекционном формовочном машине.
-
Плащение: нагреть гранулы до расплавленного состояния, температура в диапазоне от 300 до 800 ° F (149-426 ° C) на основе материала.
-
Инъекция: введите расплавленный пластик в форму под высоким давлением.
-
Охлаждение: Позвольте пластику затвердеть внутри формы.
- Выброс: откройте форму и удалите готовую часть.
Ключевые параметры
-
Температура расплава: варьируется в зависимости от пластика (например, выше для нейлона, ниже для ABS).
-
Температура пресс -формы: влияет на усадку и кристалличность.
-
Давление впрыска: обеспечивает полное заполнение плесени, критическое для вязких материалов, таких как поликарбонат.
-
Время охлаждения: уравновешивает время цикла и предотвращает такие дефекты, как деформация.
Совместимость материалов
Каждый инженерный пластик влияет на процесс по -разному:

-
Нейлон (Пенсильвания): восприимчивый к усадке; Требуется точное охлаждение.
-
Поликарбонат (ПК): высокая вязкость требует тщательного управления температурой.
-
АБС: легче обрабатывать, с хорошим потоком и прочности.
-
ПММА (акрил): хрупкий; Нужна нежная обработка, чтобы избежать трещин.
Выбор материала значительно влияет на процесс литья под давлением.Истинный
Уникальные свойства каждого пластического влияния потока, усадки и качества окончательного детали.
Каковы дизайнерские соображения для литья под давлением с инженерным пластмассовым?
Эффективный дизайн для литья под давлением с инженерными пластмассами зависит от понимания ограничений процесса и руководящих принципов, специфичных для материала.
Проектный контрольный список
| Категория | Подробности |
|---|---|
| Толщина стены6 | Варьируется в зависимости от материала (например, ABS: 0,045-0,140 дюйма, нейлон: 0,030-0,115 дюйма) |
| Углы уклона7 | От 0,5 ° до 2 ° для вертикальных грани; выше для текстурированных поверхностей |
| Подрезы | Ограничено дизайном плесени; может потребоваться боковые ядра |
| Радиусы | Добавить радиусы в углах, чтобы уменьшить концентрации стресса |
Выбор процесса принятия решений
Используйте это простое дерево решений:

-
Объем производства: более 1000 единиц? Инъекционное формование является сильным кандидатом.
-
Частичная сложность: нужна сложная геометрия? Инъекционный литье превосходит.
-
Потребности материала: требуют высокой прочности или теплостойкости? Инженерные пластмассы подходят.
-
Стоимость осуществимости: вы можете оправдать стоимость плесени? Если да, продолжайте.
Инъекционное формование всегда является наиболее экономически эффективным методом производства.ЛОЖЬ
Для пробега с низким объемом альтернативы, такие как 3D-печать, могут быть более экономичными.
Экосистема, окружающая инженерные пластмассы и литье инъекционного литья, включают в себя процессы вверх и вниз по течению, которые усиливают его возможности.

Вверх по течению технологии
-
Синтез полимера: продуцирование базовых полимеров через нефтехимические процессы.
-
Соединение материала: добавление наполнителей или добавок для адаптации свойств.
Нисходящие технологии
- Сборка: интеграция литых деталей с использованием робототехники или ручных методов.

-
Отделка: нанесение покрытий, покраски или покрытия.
-
Утилизация: переработка инженерных пластиков для устойчивости.
Появляющиеся тенденции включают инновационные инновации на основе биографии 8 и инновации в отрасли 4.0, такие как IoT и AI, которые оптимизируют эффективность производства.
Пластмассы по переработке утилизации - это растущая тенденция в отрасли.Истинный
Инициативы по устойчивому развитию способствуют развитию методов переработки для этих материалов.
Заключение
Инженерные пластмассы в сочетании с литья под давлением предлагают надежное решение для создания высокопроизводительных деталей в различных отраслях. Установив свойства этих материалов, освоив процесс формования и исследуя более широкий технологический ландшафт, производители могут разблокировать значительные преимущества. Независимо от того, производите ли вы автомобильные компоненты, электронные корпусы или медицинские устройства, эта комбинация может повысить вашу продукцию до новых уровней качества и эффективности.
-
Откройте для себя применение высокопроизводительных термопластов, чтобы увидеть их роль в различных отраслях и инновациях. ↩
-
Узнайте о процессе литья инъекции, чтобы увидеть, как он формирует инженерные пластмассы в высокопроизводительные компоненты. ↩
-
Исследуйте преимущества инженерных пластиков, чтобы понять их влияние на современные производственные процессы. ↩
-
Откройте для себя важность тепловой стабильности в инженерных пластмассах и ее влияние на производительность в экстремальных условиях. ↩
-
Откройте для себя уникальные свойства поликарбоната и его применения в области электроники и медицинских устройств. ↩
-
Узнайте о критической роли толщины стенки в литье под давлением, чтобы оптимизировать ваши конструкции и использование материалов. ↩
-
Откройте для себя важность углов от черновика в литье под давлением, чтобы обеспечить легкое удаление части и повысить эффективность производства. ↩
-
Откройте для себя преимущества биографических инженерных пластиков для устойчивого производства и их влияния на окружающую среду. ↩



