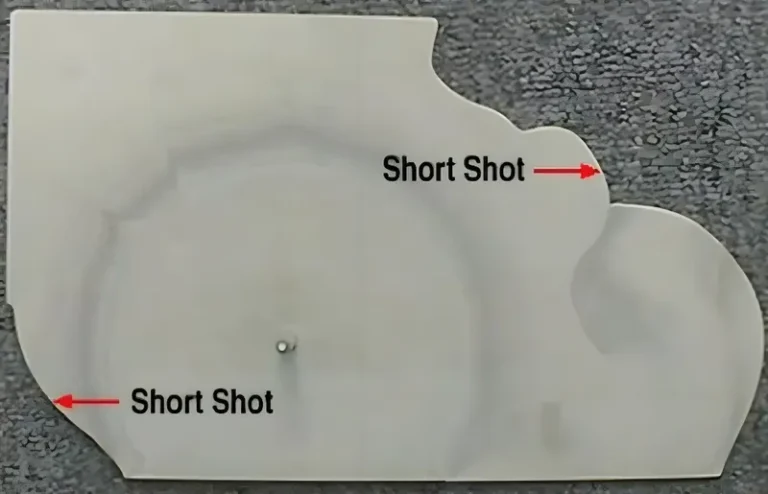

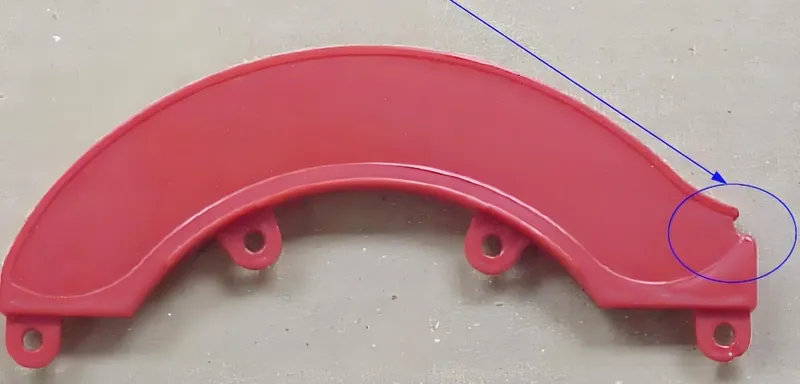
Короткие выстрелы в литье под давлением 1 происходят, когда расплавленный пластик не может полностью заполнить полость пресс -формы, что приводит к неполным или частично образованным деталям. Этот дефект является общей проблемой в таких отраслях, как автомобильные, медицинские и потребительские товары, особенно для деталей со сложными геометриями или тонкими стенами. Адресация коротких снимков 2 имеет решающее значение для поддержания качества продукции, минимизации отходов и обеспечения эффективных производственных процессов.
Короткие снимки случаются, когда форма не полностью заполняется, часто из -за низкого давления, проблем с температурой или плохой конструкции плесени 3 , что приводит к неполным деталям, которые могут нарушить производство.
В этой статье рассматриваются причины коротких снимков, разоблачают общие заблуждения и предоставляют действенные решения для предотвращения и устранения устранения этой проблемы, обеспечивая высококачественные детали, связанные с инъекциями.
Короткие снимки всегда вызваны низким давлением впрыска.ЛОЖЬ
В то время как низкое давление впрыска является частой причиной, короткие снимки также могут быть связаны с неадекватными температурами, проблемами с потоком материала или неоптимальной конструкцией плесени.
Короткие снимки влияют только на внешний вид детали.ЛОЖЬ
Помимо эстетики, короткие снимки могут подорвать функциональность и структурную целостность частей, особенно в приложениях, управляемых точности.
Что такое короткие снимки в литье под давлением?
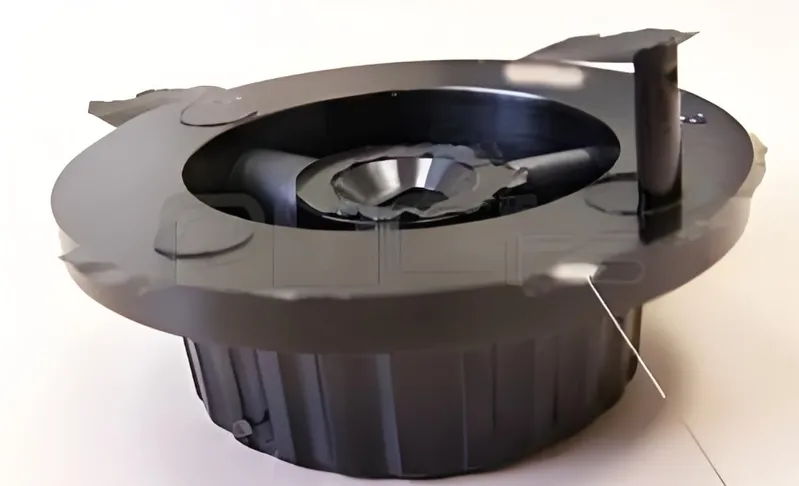
Короткие снимки относятся к дефекту, где пластиковый материал не полностью занимает полость пресс -формы во время процесса литья 4 , производя неполные детали. Эта проблема особенно распространена в высоких секторах, таких как производство медицинских устройств, где даже незначительные недостатки могут привести к значительным последствиям.

Короткие снимки происходят, когда расплавленный пластик не может полностью заполнять плесень, часто из -за недостаточного давления, температуры или плохой конструкции плесени, что приводит к дефектным деталям.
| Причина короткого выстрела | Решение |
|---|---|
| Низкое давление впрыска | Увеличьте давление, чтобы обеспечить полное заполнение. |
| Неадекватная температура расплава | Поднимите температуру расплава для лучшей поток. |
| Плохая конструкция пресс-формы | Увеличить вентиляцию и оптимизировать размещение ворот. |
| Недостаточно материала | Проверьте доступность материала и четкие блокировки. |
| Высокая материальная вязкость | Используйте материалы с лучшим потоком или настройки настройки. |
Причины коротких ударов
Несколько факторов способствуют коротким снимкам, в том числе:

-
Низкое давление впрыска: недостаточная сила предотвращает достижение пластика всех областей плесени.
-
Проблемы с температурой: низкая температура расплава или плесени может привести к преждевременному затвердеванию пластика.
-
Недостатки конструкции плесени: неадекватная вентиляция, небольшие ворота или плохо спроектированные бегуны могут препятствовать потоку материала.
-
Свойства материала: пластика с высокой вязкостью с плохими характеристиками потока может бороться за заполнение сложных плесени.
Влияние коротких ударов
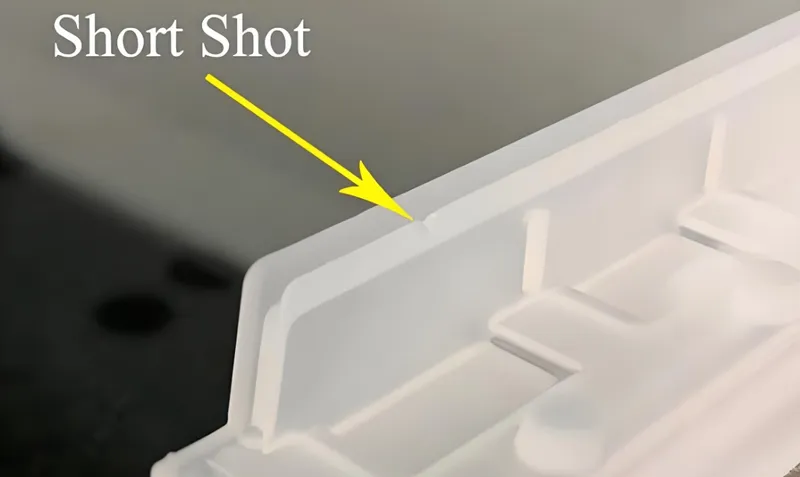
Короткие снимки ставят под угрозу как визуальную привлекательность, так и функциональную производительность частей. В критических приложениях, таких как медицинские устройства или автомобильные компоненты, этот дефект может привести к дорогостоящим отзывам или угрозе безопасности.
Короткие выстрелы могут быть предотвращены путем простого повышения давления впрыска.ЛОЖЬ
Хотя более высокое давление может помочь, он не учитывает другие корневые причины, такие как температура или конструкция плесени, что также требует внимания.
Короткие снимки чаще встречаются в тонкостенных деталях.Истинный
Тонкостенные детали требуют точного давления и контроля температуры, увеличивая их восприимчивость к коротким выстрелам.
Каковы общие причины коротких снимков?
Определение коренных причин коротких снимков является первым шагом к эффективному разрешению. Вот основные участники:
Общие причины включают низкое давление впрыска, неадекватную температуру, плохую конструкцию плесени и проблемы с потоком материала, каждый из которых требует целевых корректировок.

Давление и скорость впрыска
Низкое давление или медленная скорость впрыска может предотвратить полное проникновение пластика, особенно в сложных или длинных ценах.
Контроль температуры
Правильная температура расплава и плесени жизненно важна. Если расплава слишком прохладно, он может не протекать адекватно, а холодная плесень может вызвать раннее затвердевание.
Дизайн пресс-формы
Элементы дизайна, такие как недостаточная вентиляция, неровные ворота или субоптимальное размещение бегуна, могут ограничивать пластиковый поток, что приведет к неполному заполнению. Эффективное вентиляция имеет решающее значение для освобождения захваченного воздуха.
Свойства материала
Индекс потока расплава (MFI) 5 пластика определяет его протекаемость. Материалы с низкой MFI (высокая вязкость) более подвержены коротким выстрелам, особенно в детальных или тонкостенных деталях.
Увеличение скорости впрыска всегда предотвращает короткие снимки.ЛОЖЬ
Более высокая скорость может помочь, но может ввести дефекты, такие как флэш -метки или ожоги, если не сбалансирована с давлением и температурой.
Правильное вентиляционное отверстие имеет решающее значение для предотвращения коротких снимков.Истинный
Адекватное вентиляционное отверстие позволяет воздуху сбежать, снижать сопротивление потоку и обеспечить полное заполнение плесени.
Как можно предотвратить короткие снимки?
Предотвращение коротких снимков требует упреждающей стратегии, которая оптимизирует оборудование, материалы и процессы.
Профилактика включает в себя точную настройку параметров впрыска, улучшение конструкции плесени, выбор подходящих материалов и использование инструментов моделирования.

Оптимизация параметров впрыска
-
Давление: отрегулируйте давление впрыска, чтобы обеспечить полное заполнение плесени, адаптируя его к сложности детали.
-
Скорость: скорость впрыска баланса, чтобы избежать преждевременного затвердевания, не вызывая перепаки.
-
Температура: поддерживайте оптимальные температуры расплава и плесени, чтобы сохранить пластиковую жидкость на протяжении всего процесса.
Улучшение конструкции пресс-формы
-
Вентиляция: добавьте вентиляционные канавки (глубиной 0,02-0,04 мм, шириной 5-10 мм), чтобы высвободить захваченный воздух ( первая плесень ).
-
Ворота и бегуны: оптимизируйте размер и размещение затвора для даже распределения материалов, используя несколько ворот для замысловатых деталей.
Выбор материала
Выберите пластмассы с соответствующими свойствами потока (более высокий MFI) для сложных или тонкостенных конструкций, чтобы облегчить полное заполнение.

Инструменты моделирования
Используйте программное обеспечение для моделирования потока плесени 6 для прогнозирования и снижения рисков коротких выстрелов путем усовершенствования параметров процесса до начала производства.
Инструменты моделирования могут полностью устранить короткие снимки.ЛОЖЬ
Несмотря на очень полезные, моделирование не может учитывать все реальные переменные, такие как износ машины или изменения материала.
Правильный выбор материала является ключом к предотвращению коротких снимков.Истинный
Материалы с подходящими свойствами потока снижают риск неполного заполнения, особенно в требовательных конструкциях.
Как устранить устранение коротких снимков?
Когда происходят короткие снимки, структурированный процесс устранения неполадок может быстро точно определить и решить проблему.
Устранение неполадок влечет за собой проверку настройки впрыска, температуру, конструкцию плесени и совместимость материала.
Пошаговое руководство по устранению неполадок
-
Проверьте давление и скорость: подтверждение настроек адекватны; увеличить давление или приспособить скорость по мере необходимости.
-
Проверка температуры: обеспечить соответствие температуры расплава и плесени с характеристиками материала; Настройте, если вне диапазона.
-
Изучите дизайн плесени: ищите проблемы с вентиляцией (например, ожоги) или неадекватные ворота/бегун; изменить при необходимости.
-
Проверьте подачу материала: проверьте на наличие достаточного материала и очистите любые блокировки системы подачи.
-
Оценить материал: убедитесь, что свойства потока пластика соответствуют требованиям детали; Переключите материалы, если это необходимо.

Передовые методы
-
Датчики давления: контроль давления полости, чтобы найти недостатки заполнения.
-
Тепловая визуализация: обнаружение несоответствий температуры в форме, которая может вызвать преждевременное охлаждение.
Устранение неполадок коротких снимков всегда требует изменения конструкции пресс -формы.ЛОЖЬ
Многие случаи могут быть разрешены путем настройки настроек или материалов без изменения формы.
Датчики давления могут помочь определить точное местоположение коротких снимков.Истинный
Преобразователи показывают падения давления, определяя, где заполнение не удается для точных исправлений.
Каковы различия между короткими выстрелами и другими дефектами литья под давлением?
Отличительные короткие снимки от других дефектов помогают в точной диагностике и коррекции.
Короткие снимки являются результатом неполной начинки, в отличие от вспышки (переполнения) или раковины (проблемы с охлаждением).
Короткие снимки против Flash
-
Короткие снимки: неполное наполнение плесени, отсутствующие секции.
-
Вспышка: избыточный материал ускользает от формы, образуя тонкие выступы.
Короткие снимки против раковины
- Короткие снимки: отсутствует материал из -за плохой начинки.
- Оценки раковины: поверхностные депрессии от неровного охлаждения или упаковки.
Короткие снимки против деформации
-
Короткие снимки: неполные детали от заполнения.
-
Деформация: искажение формы из -за напряжений охлаждения.
Короткие снимки и вспышка могут происходить одновременно в той же части.ЛОЖЬ
Короткие снимки указывают на недостаток, в то время как Flash указывает на переполнение, что делает их обычно несовместимыми.
Следы раковины иногда можно принимать за короткие снимки.Истинный
Оба могут появиться как недостатки, но следы раковины - это депрессии, в то время как короткие выстрелы - это отсутствие.
Заключение
Короткие выстрелы в литье инъекций представляют собой серьезную проблему, влияя на качество части и эффективность производства. Управляя такими причинами, как низкое давление, несоответствия температуры 7 и недостатки дизайна плесени, производители могут реализовать надежные стратегии устранения неполадок. Оптимизация настроек, улучшение форм, выбор подходящих материалов и использование инструментов моделирования является важным шагом для устранения этого дефекта.
-
Узнайте о лучших практиках в литье инъекций, чтобы повысить качество продукта и снизить дефекты. Этот ресурс неоценим для производителей. ↩
-
Понимание коротких снимков имеет решающее значение для повышения качества производства и эффективности. Исследуйте эту ссылку для углубленного понимания. ↩
-
Узнайте, как эффективная конструкция плесени может предотвратить дефекты, такие как короткие снимки, и улучшить общее качество производства. Обязательно прочитав для инженеров. ↩
-
Изучение процесса литья под давлением помогает в выявлении дефектов и повышении эффективности производства. ↩
-
MFI является ключом к выбору материалов для литья под давлением. Узнайте, как это влияет на поток и качество части, проверяя этот ресурс. ↩
-
Программное обеспечение для моделирования потока плесени может значительно повысить эффективность производства и снизить дефекты. Откройте для себя его преимущества по этой ссылке. ↩
-
Контроль температуры является ключом к успешному литье под давлением. Узнайте, как управлять температурой для оптимальных результатов. ↩



