![]()
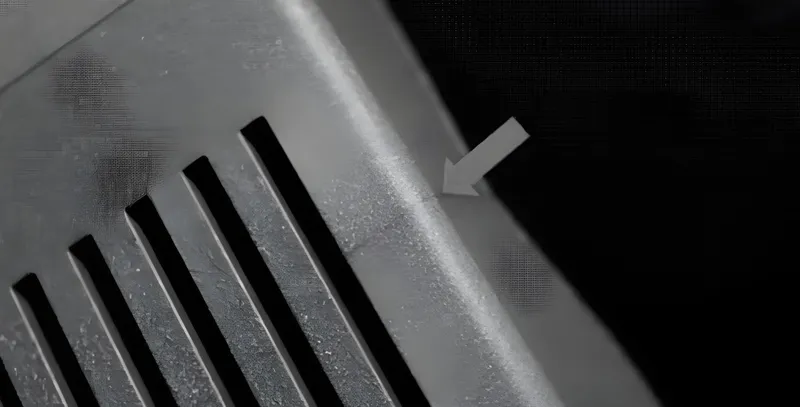
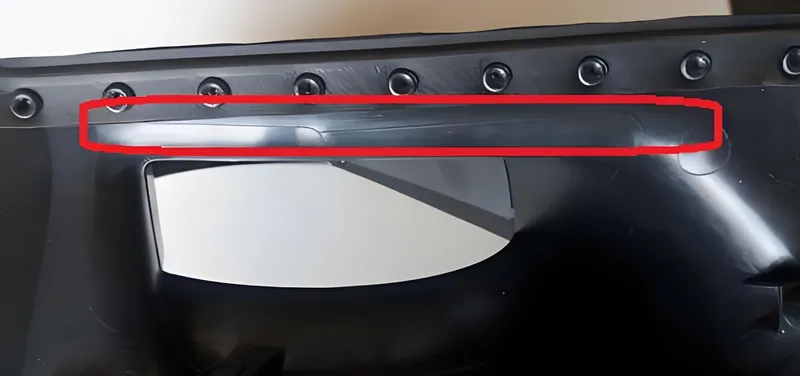
В быстро развивающемся мире производства совершенство-это цель, но недостатки, такие как вязаные линии, могут бросить гаечный ключ в ваши планы. Известные как линии сварки или линии потока, вязаные линии 1 представляют собой те надоедливые видимые швы, которые появляются на деталях, содержащих инъекцию, где встречаются два потока расплавленного пластика, но не полностью связываются. Эти линии не просто косметические недостатки - они могут ослабить ваши части, особенно в сложных дизайнах с отверстиями, несколькими воротами или хитрыми геометриями. Хорошие новости? С помощью интеллектуальных стратегий вы можете минимизировать или даже устранить вязаные линии. Давайте погрузимся в то, что такое вязаные линии, почему они случаются и как держать их в страхе с помощью дизайнерских настроек, выбора материалов и корректировок процессов.
Вязаные линии могут значительно снизить прочность деталей, содержащих инъекцию.Истинный
Исследования показывают, что вязаные линии могут сократить прочность на растяжение до 50%, особенно в критических областях несущей нагрузки.
- 1. Что такое вязаные линии в формовании под давлением?
- 2. Что вызывает вязаные линии?
- 3. Как предотвратить вязаные линии?
- 4. Каковы лучшие практики для выбора материала?
- 5. Как настроить параметры процесса, чтобы минимизировать вязаные линии?
- 6. Какие стратегии дизайна помогают избежать вязаных линий?
- 7. Существуют ли передовые методы для устранения вязаных линий?
- 8. Заключение
Что такое вязаные линии в формовании под давлением?
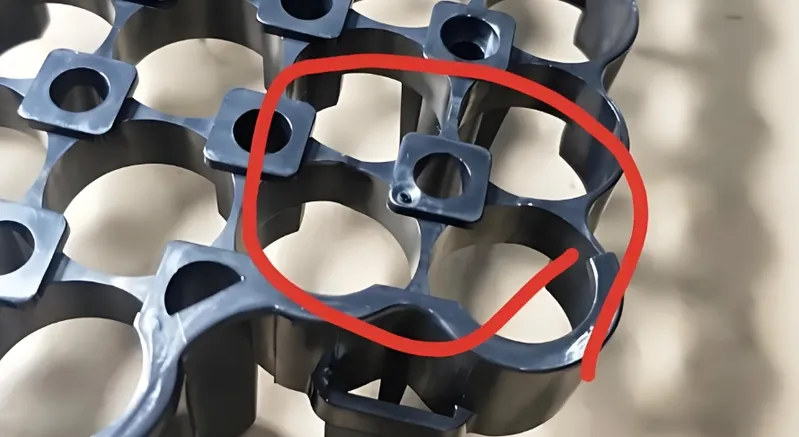
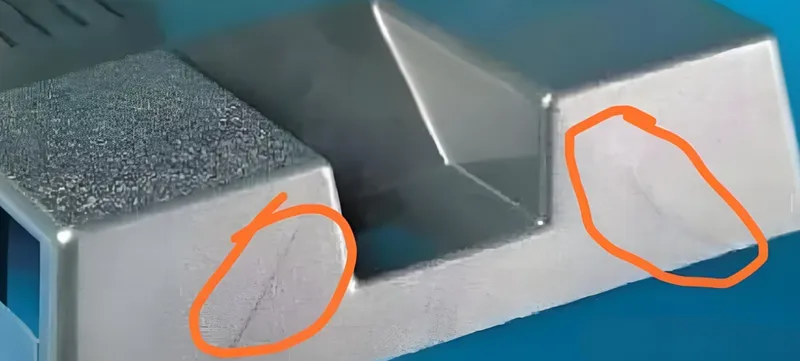
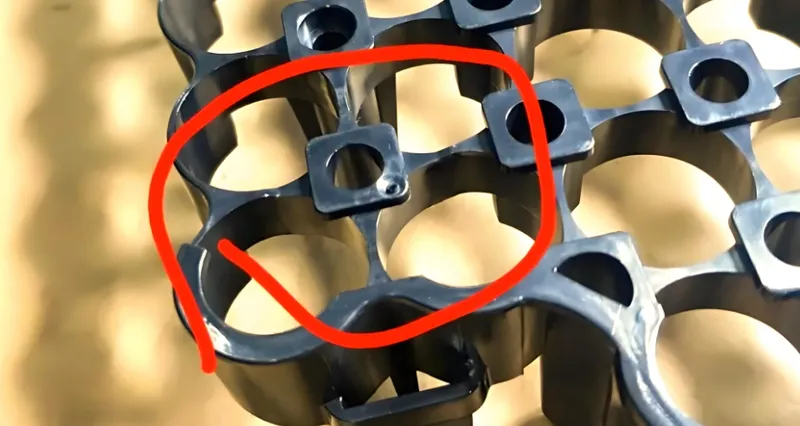
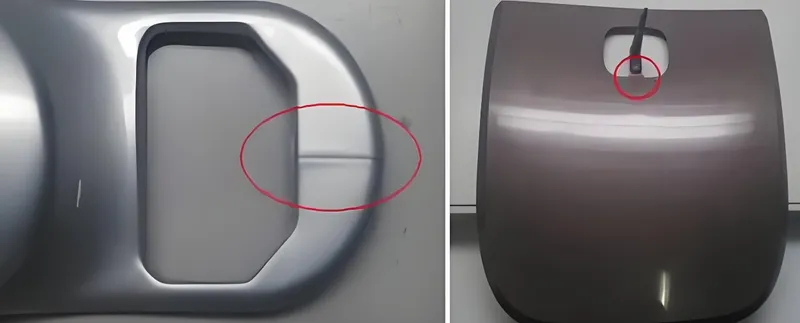
Вязаные линии образуются, когда два или более потоков расплавленного пластика сходятся в полости формы, но не могут полностью слиться. Это оставляет видимый шов на поверхности детали, который может поставить под угрозу как его внешний вид, так и прочность. Вы часто увидите их по частям с функциями, которые разделяют пластиковый поток - например, отверстия, боссы или несколько ворот - вызывают их общую головную боль в сложных конструкциях.
Что вызывает вязаные линии?
Вязаные линии не просто появляются из ниоткуда. Вот что подходит для них:
-
Множественные ворота 2 : Когда плесень имеет более одной точки входа, пластиковые потоки с каждого ворот могут столкнуться, создавая вязаные линии.
-
Препятствия в форме: отверстия, вставки или ядра разделяют поток, заставляя его воссоединить и образовывать швы.
-
Низкое давление впрыска или скорость 3 : Если пластик не вводится быстро или достаточно жестко, фронты потока слишком рано охлаждаются, чтобы правильно соединиться.
-
Низкая температура плесени или материала: более холодные условия приводят к затвердеванию пластика, прежде чем он сможет слиться.
-
Плохое свойства потока материала: некоторые пластмассы, из-за высокой вязкости или быстрого охлаждения, более склонны к линии.
| Причина | Описание |
|---|---|
| Несколько ворот | Потоки из разных ворот встречаются, образуя вязаные линии. |
| Препятствия (отверстия, вставки) | Особенности разделяют поток, что приводит к восстановлению и швам. |
| Низкое давление/скорость впрыска | Медленная или слабая инъекция вызывает преждевременное охлаждение. |
| Низкие температуры | Холодная плесень или материал затвердевает слишком рано. |
| Свойства материала4 | Плохой поток или быстрое охлаждение увеличивают риск линии вязания. |
Как предотвратить вязаные линии?
Предотвращение вязаных линий требует командных усилий - разработка, процесс и материалы, все играют роль. Вот как их заняться:
Оптимизировать дизайн части
-
Размещение ворот: Поместите ворота, чтобы направить течь от критических областей или обеспечить формирование швов в менее заметных местах.
-
Толщина стенки: держите его равномерным, чтобы избежать нарушений потока от неровного охлаждения.
-
Пересетация функции: отверстия или боссы переключения на участки, где вязаные линии не повредят силу или внешности.
Настроить параметры процесса
-
Скорость впрыска 5 : засовывайте его, чтобы поток встретился, пока они еще горячие и плавные.
-
Давление впрыска: повысит давление, чтобы заставить лучшее слияние по швам.
-
Управление температурой: поднимите температуру плесени и материала, чтобы задержать охлаждение и улучшить связь.
Выберите соответствующие материалы
- Выберите пластмассы с хорошим потоком, например, полипропилен, который скрывает вязаные линии лучше, чем ABS.

- Держитесь подальше от добавок, которые связываются с потоком или слиянием.
Используйте программное обеспечение для симуляции
- Такие инструменты, как Moldflow, предсказывают схемы потока, позволяя вам настраивать конструкцию или настройки перед началом формования.
Используйте передовые методы
-
Системы горячих бегунов: держите пластик горячим и постоянно текущий.
-
Клапанские ворота: время управления временем потока, чтобы минимизировать образование шва.
Увеличение скорости впрыска может полностью устранить вязаные линии.ЛОЖЬ
Более высокая скорость помогает, но он не будет полностью уничтожать вязаные линии, особенно в сложных частях с несколькими потоками.
Каковы лучшие практики для выбора материала?
Ваш выбор материала может сделать или сломать предотвращение линии вязания:

-
Неполненные материалы 6 : поток лучше и слитесь сильнее (например, полипропилен).
-
Заполненные материалы: волокна (как в заполненном стеклянным пресс) могут ослабить вязаные линии, нарушая слияние.
-
Добавки: огнестойкие или смазочные материалы могут ухудшить швы, изменяя поток.
| Тип материала | Влияние на линии вязания | Пример |
|---|---|---|
| Неполненные термопластики | Более сильные вязаные линии, лучшее слияние | Полипропилен (ПП) |
| Наполнены короткими волокнами | Приличная связь, менее слабая, чем длинные волокна | Стеклянная бусинка |
| Наполнены длинными волокнами | Более слабые вязаные линии из -за смещения волокна | Стеклянное волокно |
| Добавки (например, FR) | Может ухудшить вязаные линии | Пламя-отдаленное пресс |
Полипропилен менее подвержен вязанию линий, чем ABS.Истинный
Благодаря превосходному потоку и более медленному охлаждению полипропилен образует менее заметные вязаные линии.
Как настроить параметры процесса, чтобы минимизировать вязаные линии?
Настройка процесса формирования может творить чудеса:
-
Скорость впрыска и давление: более высокие значения гарантируют, что проточные фронты сталкиваются с достаточным теплом и силой для связи.
-
Температура пресс -формы 7 : более теплые плесени медленно охлаждают, давая пластику больше времени для предотвращения.
- Температура материала: более горячий пластик остается дольше расплавленной, улучшая прочность на шва.
| Параметр | Влияние на вязаные линии | Рекомендуемое действие |
|---|---|---|
| Скорость впрыска | Более высокая скорость улучшает слияние | Увеличение для лучшего смешения |
| Давление впрыска8 | Больше под давлением потокового соединения передняя связь | Приспособитесь, чтобы избежать перепаки |
| Температура пресс-формы | Более теплые формы задерживают охлаждение | Поднять для усиления слияния |
| Температура материала | Более горячие пластиковые потоки лучше | Увеличиваться, чтобы его расплавили дольше |
Какие стратегии дизайна помогают избежать вязаных линий?
Дизайн умнее, чтобы обойти линии вязания:
-
Минимизируйте ворота: меньше ворот означают меньше столкновений потока.
-
Расположение ворот: положите ворота, где потоки встречаются в некритических зонах.
-
Единая толщина стенки: предотвращает быстрох охлаждения тонких пятен, которые нарушают поток.
-
Гладкие переходы: радиусы над острыми углами остаются постоянными.
-
Перевести функции: переместите элементы расщепления потока, такие как отверстия вдали от ключевых областей.
Контрольный список дизайна:
-
Используйте наименьшее возможное ворота.
-
Поддерживайте единую толщину стенки.
-
Добавьте радиусы, чтобы избежать острых углов.
-
Оптимизируйте местоположения ворот.
-
Особенности сдвига, вызывающие расщепление потока.
Существуют ли передовые методы для устранения вязаных линий?
Для тяжелых случаев высокотехнологичные решения сияют:

-
Программное обеспечение для моделирования 9 : Autodesk Moldflow Maps Flow к конструкциям и настройкам тонкой настройки.
-
Системы горячих бегунов 10 : Храните пластиковые горячие, восстанавливающие швы, связанные с охлаждением.

- Клапан Гейтс 11 : время поток для бесшовной начинки.
Эти инструменты стоят дороже, но окупаются в точных частях.
Заключение
Вязаные линии могут быть на вашей стороне, но они не непобедимы. Смешивая острый дизайн, опытные материалы, набранные процессы и передовые технологии, вы можете сократить их влияние или полностью изгнать их. Не всегда возможно стереть все трассировки в сложных частях, но эти лучшие практики приведут вас к близкому, предоставляя более сильные, лучшие продукты, которые противостоят проверке.
Программное обеспечение для моделирования необходимо для предотвращения вязаных линий.ЛОЖЬ
Это отличный инструмент, но базовые исправления дизайна и процессов часто могут сделать свое дело без него.
-
Понимание вязаных линий имеет решающее значение для улучшения качества продукции в производстве. Исследуйте эту ссылку, чтобы изучить эффективные стратегии для их минимизации. ↩
-
Узнайте, как несколько ворот могут привести к вязаным линиям и изучить стратегии дизайна, чтобы избежать их. Эти знания могут улучшить ваш производственный процесс. ↩
-
Исследуйте влияние давления и скорости впрыска на линии вязания, чтобы оптимизировать процесс литья под давлением и улучшить качество части. ↩
-
Выбор правильных материалов является ключом к предотвращению вязаных линий. Узнайте, какие материалы лучше всего подходят для ваших приложений. ↩
-
Узнайте, как регулировка скорости впрыска может улучшить слияние и уменьшить дефекты в литых деталях. Этот ресурс обеспечивает ценные методы. ↩
-
Изучение незаполненных материалов может помочь вам выбрать правильный пластмассы для лучшего потока и слияния, повышая эффективность производства. ↩
-
Изучение эффектов температуры плесени может привести к лучшему слиянию и более сильной продукции в процессе производства. ↩
-
Понимание давления впрыска может значительно улучшить ваши методы формования и улучшить качество продукции. ↩
-
Изучите, как программное обеспечение для моделирования может улучшить ваш процесс проектирования и улучшить качество продукции. ↩
-
Узнайте, как Hot Runner Systems могут оптимизировать ваше литье в инъекциях и уменьшить дефекты. ↩
-
Откройте для себя преимущества клапанов для достижения бесшовного заполнения ваших форм. ↩



