
Инъекционное формование-это краеугольный камень современного производства, известный своей способностью производить точные высококачественные пластиковые детали в больших объемах. Среди многочисленных применений создание форм кнопок выделяется из -за спроса на прочные, последовательные кнопки в разных отраслях, таких как мода, электроника и автомобильная. Этот пост в блоге погружается в увлекательный процесс того, как формование кнопок для формования на инъекционном формовании 1 , предлагая идеи как для начинающих, так и для экспертов.
Машины для литья под давлением создают формы кнопок путем плавления пластика, вводя его в точно разработанную форму, охлаждая его, чтобы сформировать форму кнопки и выбросить готовый продукт, что делает его идеальным для масштабного производства постоянных, прочных кнопок.
Понимание этого процесса может расширить возможности производителей для оптимизации производства, выбора правильных материалов и проектирования эффективных форм. Давайте рассмотрим путешествие от необработанного пластика к готовой кнопке, шаг за шагом.
Инъекционное формование является наиболее экономически эффективным методом для производства форм кнопок в больших количествах.Истинный
Процесс обеспечивает массовое производство с минимальными материальными отходами и последовательным качеством, снижая общие затраты.
Инъекционное формование можно использовать только для простых конструкций кнопок.ЛОЖЬ
Расширенные конструкции и методы пресс -формы позволяют создавать сложные формы и функции кнопок.
- 1. Что такое литья под давлением и как оно работает для кнопок?
- 2. Каковы типичные применения кнопочных форм, создаваемых литьем под давлением?
- 3. Как литья инъекции сравнивается с другими методами создания форм кнопок?
- 4. Каков полный рабочий процесс процесса литья под давлением для форм кнопок?
- 5. Как различные материалы влияют на процесс литья под давлением для формирования кнопок?
- 6. Каковы соображения конструкции ключей для формирования кнопок в литье под давлением?
- 7. Каковы связанные технологии в процессе литья под давлением для формирования кнопок?
- 8. Заключение
Инъекционное литье 2 - это метод изготовления, где расплавленный пластик впрыскивается в полость формы, охлаждается и затвердевает для формирования определенной формы. Для форм кнопок этот метод превосходит его точность и эффективность, создавая однородные кнопки для различных применений.
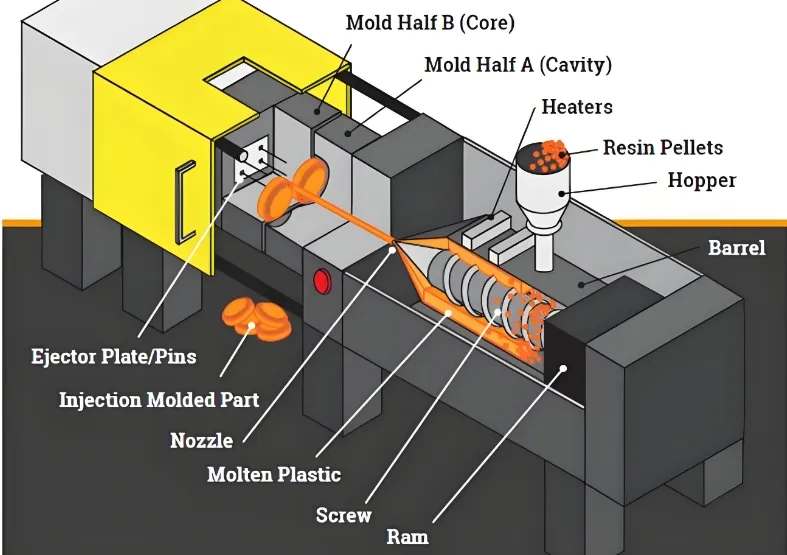
Инъекционное формование для форм кнопок включает в себя плавление пластика, впрыскивание его в форму, охлаждение его, чтобы сформировать кнопку и выбросить готовый продукт, обеспечивая точность и эффективность в массовом производстве 3 .
| Аспект | Подробности |
|---|---|
| Процесс | Плавление пластика, вводя в форму, охлаждение и вытесняя кнопку. |
| Материалы | Обычные пластмассы включают ABS, полипропилен (PP) и поликарбонат (ПК). |
| Приложения | Используется в одежде, электронике, автомобиле и многое другое для прочных кнопок. |
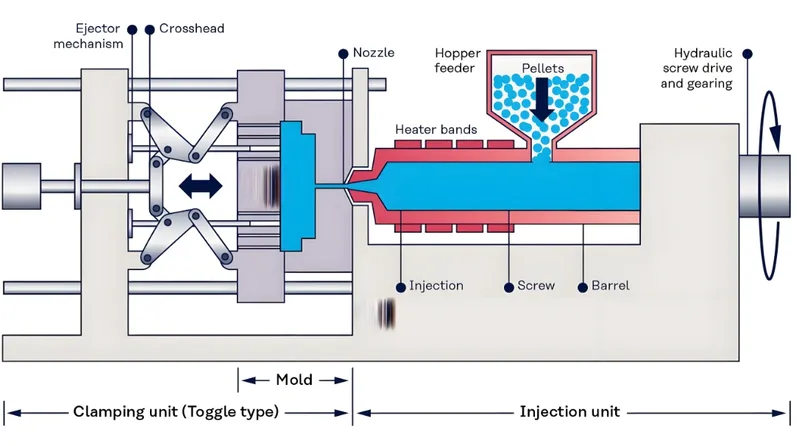
Основные принципы инъекционного литья
Процесс разворачивается на четырех ключевых этапах:
-
Зажим : плесень надежно закрыта зажимом машины.
-
Инъекция : пластиковые гранулы расплавляются и впрыскивают в форму под высоким давлением.
-
Охлаждение : пластик охлаждается и затвердевает в форме кнопки.
-
Выброс : плесень открывается, и готовая кнопка выбрасывается.
Этот цикл быстрый и повторяемый, что делает его идеальным для кнопок массового производства.

Классификация литья под давлением для форм кнопок
Инъекционное формование варьируется в зависимости от типа плесени, материала и применения:
| Классификация | Подробности |
|---|---|
| Типом плесени | Однократный для небольших пробежек; Мульти-кавита для масштабного производства. |
| Материалом | Термопластики, такие как ABS, PP и PC 4, являются общими для кнопок. |
| По приложению | Кнопки для одежды, электроники, автомобилей и декоративных предметов. |
Эти классификации направляют производителей по адаптации процесса к их потребностям.
Многокавитанные формы повышают эффективность производства для форм кнопок.Истинный
Они позволяют производить несколько кнопок за один цикл, сокращая время производства.
Литье под давлением подходит только для пластиковых материалов.ЛОЖЬ
В то время как пластмассы доминируют, процесс также может обрабатывать металлы и другие материалы с адаптацией.
Кнопкие формы с кнопкой, подаренные в инъекциях, служат широкому спектру отраслей промышленности благодаря их точности и долговечности.
Типичные приложения включают в себя крепежные элементы одежды, кнопки электронных устройств, автомобильные элементы управления 5 и декоративные кнопки, где являются консистентность и прочность.

Индустрия одежды
Кнопки для рубашек, курток и других предметов одежды часто имеют инъекцию из гибких, долговечных материалов, таких как полипропилен (PP).
Автомобильная промышленность
Панель панели панели и управления используют кнопки поликарбоната (ПК) для их теплостойкости и прочности.

Электронная промышленность
Кнопки на клавиатурах и дистанционном управлении получают выгоду от сопротивления воздействия ABS и гладкой отделки.
Декоративные применения
Сложные высококачественные декоративные кнопки для моды и аксессуаров демонстрируют универсальность процесса.
Кнопки, содержащие инъекцию, используются только в недорогих продуктах.ЛОЖЬ
Они также встречаются в высококлассных продуктах, таких как роскошная одежда и электроника из-за их точности.
Инъекционное формование является предпочтительным методом производства кнопок в одежде.Истинный
Это обеспечивает высокую точность и консистенцию, необходимую для креплений одежды.
Инъекционная литья - не единственная игра в городе - 3D -печать 6 , а Casting 7 также производят формы кнопок. Каждый метод имеет свои сильные стороны и компромиссы.

Инъекционное формование превосходит в масштабном производстве с постоянным качеством, в то время как 3D-печать подходит для прототипирования, а отличия работают для небольших пробежек со сложными деталями.
| Метод | Плюсы | Минусы |
|---|---|---|
| Литье под давлением | Высокая точность, экономически эффективная для больших пробежек, постоянное качество. | Высокая начальная стоимость плесени, длительное время настройки. |
| 3D-печать | Гибкий для прототипирования, быстрые изменения дизайна, хорошо для небольших партий. | Медленнее для объема, видимые линии слоя. |
| Кастинг | Идеально подходит для небольших пробежек, сложных деталей, высокая поверхность для прототипов. | Менее точные для большего объема, сложная установка. |
Когда следует выбирать литье под давлением
Выберите литья под давлением, когда:
- Вам нужно масштабное производство.
-
Точность и согласованность не подлежат обсуждению.
-
Дизайн завершен.
Когда выбрать альтернативы
-
3D -печать : отлично подходит для прототипирования или небольших партий с частыми настройками дизайна.
-
Кастинг : Лучше всего для небольших пробежек, требующих подробной отделки.
Инъекционное формование предлагает наилучшую экономическую эффективность для крупномасштабного производства кнопок.Истинный
Это минимизирует отходы и ускоряет производство, снижая затраты на единицу.
Инъекционное формование всегда является самым быстрым методом для производства форм кнопок.ЛОЖЬ
Для небольших пробежек или прототипов 3D -печать или литья могут быть быстрее из -за более короткого времени настройки.
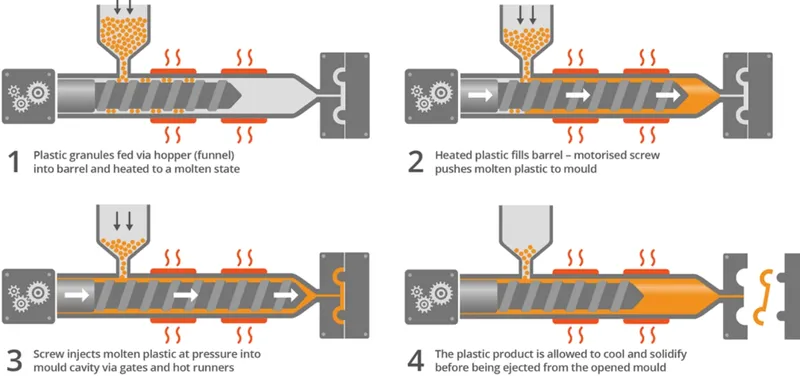
Процесс формования 8 для формирования кнопок - это точная последовательность шагов, каждая из которых регулируется критическими параметрами.
Рабочий процесс включает в себя создание плесени, кормление материала, плавление и инъекцию, охлаждение и затвердевание, а также выброс, с жестким контролем над температурой, давлением и временем.
| Этап | Описание | Ключевые параметры/соображения |
|---|---|---|
| Создание формы9 | Проектируйте и вычислите форму (обычно стальную), чтобы соответствовать форме кнопки. | Сталь для долговечности; алюминий для более низких объемов. |
| Материал кормления | Поправьте пластиковые гранулы (например, ABS, PP) в бункер. | Выбор материала влияет на поток и усадку. |
| Плавление и инъекция | Растопить пластик и введите его в форму под высоким давлением. | Температура 10 (например, ABS ~ 200–240 ° C); давление обеспечивает деталь. |
| Охлаждение и затвердевание11 | Охладите пластик внутри формы, чтобы затвердеть его. | Время охлаждения (20–60 секунд) влияет на качество и время цикла. |
| выброс | Откройте форму и выбросите кнопку с помощью булавок. | Углы черновика (1–2 °). Облегчение выброса. |
Ключевые параметры
-
Температура : варьируется в зависимости от материала (например, PP ~ 160–180 ° C, PC ~ 280–320 ° C).
-
Давление : обеспечивает полное заполнение плесени, критическое для сложных конструкций.
-
Время охлаждения : уравновешивает скорость и качество - слишком короткие, а дефекты возникают.
Шаг создания плесени-самая трудоемкая часть процесса.Истинный
Проектирование и обработка точной плесени занимает значительное время, особенно для сложных кнопок.
Время охлаждения не влияет на качество кнопки.ЛОЖЬ
Правильное охлаждение предотвращает деформацию и обеспечивает удержание формы.
Выбор материала формирует процесс и свойства последней кнопки.

Общие материалы, такие как ABS, PP и ПК, выбираются для долговечности, гибкости и теплостойкости, каждый из которых требует конкретных условий обработки.
| Материал | Характеристики | Рекомендации по обработке |
|---|---|---|
| АБС12 | Высокая ударная стойкость, долговечная. | Петает при ~ 200–240 ° C, склонным к усадке, если не охлаждается должным образом. |
| ПП13 | Гибкий, идеально подходит для кнопок одежды. | Растает при ~ 160–180 ° C, более высокая усадка нуждается в регулировке плесени. |
| ПК14 | Теплостойкий, сильный, для электроники. | Растает на уровне ~ 280–320 ° C, энергоемкая обработка. |
Материальное воздействие
-
АБС : идеально подходит для жестких кнопок, но нуждается в точном охлаждении.
-
PP : Гибкий и экономичный, хотя усадка должна управляться.
-
ПК : Сильный и устойчивый к тепло, но требует более высокой энергии.
Выбор материала влияет на стоимость и эффективность процесса.Истинный
Материалы с более высокими точками плавления или особыми потребностями увеличивают потребности в энергии и оборудовании.
Все пластмассы можно использовать взаимозаменяемо в литье под давлением.ЛОЖЬ
Каждый пластик имеет уникальные потребности в обработке, что делает критическим выбором.
Эффективный дизайн плесени обеспечивает качество и эффективность.
Ключевые соображения включают в себя равномерную толщину стенки, углы тяги и размещение затвора/вентиляционного отверстия для плавного выброса и кнопок без дефектов.
Проектный контрольный список
| Элемент дизайна | Рекомендация | Примечания |
|---|---|---|
| Толщина стены | Держите равномерную (1–2 мм). | Предотвращает деформацию и неровное охлаждение. |
| Углы уклона | Используйте 1–2 ° для легкого выброса. | Уменьшает повреждение во время удаления. |
| Размещение ворот | Позиция для даже заполнения. | Избегает воздушных ловушек и неполных заполнений. |
| Вентиляционное размещение | Убедитесь, что вентиляция избегает воздушных карманов. | Необходимо для подробных дизайнов. |
| Усадка | Отрегулируйте форму для усадки материала (например, PP ~ 1–2%). | Обеспечивает точные конечные измерения. |
Руководство по выбору процесса
-
Высокая необходимость? Используйте литья впрыска.
-
Прототипирование? Попробуйте 3D -печать.
-
Сложные маленькие пробежки? Рассмотрим кастинг.
Правильное размещение ворот и вентиляционного отверстия уменьшает дефекты.Истинный
Это обеспечивает плавный поток и предотвращает воздушные ловушки, улучшая качество.
Городская толщина стенки не важна.ЛОЖЬ
Это предотвращает дефекты, такие как следы раковины и деформация.
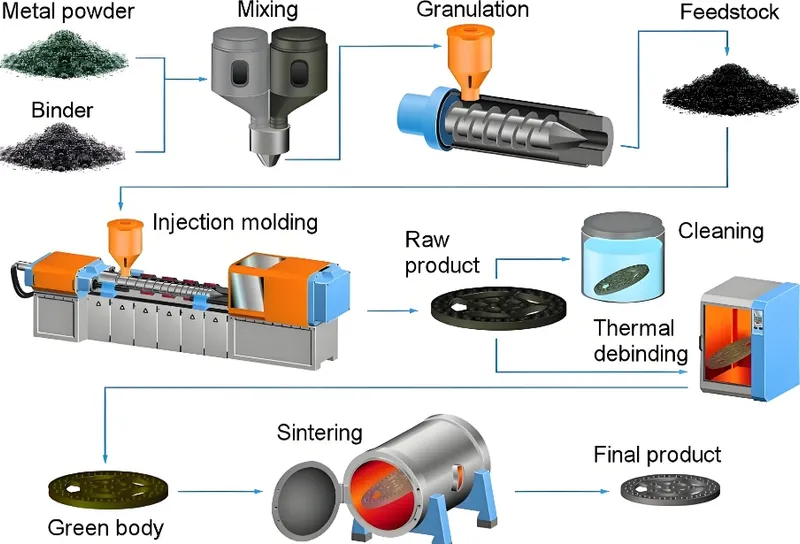
Инъекционное литье подключается к сети технологий вверх по течению и нисходящих.

Связанные технологии включают в себя дизайн плесени и обработку (вверх по течению) и сборку или отделку (вниз по течению), создание плавного рабочего процесса.
| Технология | Роль | Влияние |
|---|---|---|
| Дизайн пресс-формы | Точная дизайн полости. | Обеспечивает точные функции кнопок. |
| обработка с ЧПУ | Обработка форм из стали. | Обеспечивает долговечность для больших объемов. |
| Сборка | Прикрепление кнопок к продуктам. | Завершает продукт. |
| Отделка | Кнопки живописи или покрытия. | Увеличение внешнего вида и функции. |
Вверх по течению и вниз по течению
-
Вверх по течению : дизайн плесени (через CAD) и обработка ЧПУ подходят по сцене.
-
Вниз по течению : сборка и отделка полировки.
Дизайн пресс -формы является критической технологией восходящего течения.Истинный
Это напрямую влияет на точность и последовательность кнопки.
Процессы отделки ненужны.ЛОЖЬ
Они улучшают эстетику и функциональность, особенно для премиальных продуктов.
Заключение
Инъекционное формование преобразует сырой пластик в точные, прочные кнопки формы с непревзойденной эффективностью. От выбора материала до проектирования плесени и управления процессами, каждый шаг имеет значение для доставки качественных кнопок для разнообразных приложений.
-
Откройте для себя тонкости создания формования кнопок посредством литья под давлением, улучшая ваши знания об этом необходимом производственном процессе. ↩
-
Исследуйте эту связь, чтобы получить более глубокое понимание литья под давлением, его процессов и ее значения в производстве. ↩
-
Узнайте о преимуществах массового производства, включая эффективность и экономическую эффективность, которые имеют решающее значение для современного производства. ↩
-
Изучение использования этих термопластов может дать представление о их важности в современном производстве и дизайне продукта. ↩
-
Изучение автомобильного управления может улучшить ваши знания о своей роли в функциональности и безопасности транспортных средств. ↩
-
Узнайте, как 3D -печать предлагает гибкость и быстрое прототипирование, что делает его ценной альтернативой традиционным методам. ↩
-
Узнайте о преимуществах кастинга для небольших производственных прогонов и замысловатых дизайнов, идеально подходящих для подробных прототипов. ↩
-
Понимание процесса литья инъекции имеет решающее значение для оптимизации эффективности производства и качества продукции. ↩
-
Понимание создания плесени имеет решающее значение для оптимизации проектирования и эффективности производства в пластиковом производстве. ↩
-
Контроль температуры жизненно важен для достижения желаемых свойств в литых продуктах; Узнайте больше, чтобы улучшить свой процесс. ↩
-
Изучение этой темы может помочь улучшить качество продукта и уменьшить дефекты в литых запчасти. ↩
-
Исследуйте эту ссылку, чтобы понять уникальные свойства ABS и потребности в обработке, решающие для изготовления долговечных кнопок. ↩
-
Узнайте о гибкости и экономии полипропилена, необходимых для разработки кнопок функциональной одежды. ↩
-
Узнайте, почему поликарбонат предпочитается для электроники и энергетических соображений в ее обработке. ↩



