В мире литья под давлением каждая деталь имеет значение. Одна деталь, которую часто упускают из виду, — это угол освобождения формы для подъемных механизмов — аспект, который может повлиять на эффективность производства.
Угол освобождения формы для механизма подъема литьевой формы зависит от таких факторов, как свойства материала, ход подъемника и точность формы. Для гибких материалов может быть достаточно угла от 3° до 5°, тогда как для жестких материалов может потребоваться угол от 5° до 10°, чтобы избежать повреждения.
Хотя этот краткий обзор дает базовое понимание, более глубокое изучение таких особенностей, как форма пряжки и точность пресс-формы, повысит эффективность и долговечность вашей конструкции. Читайте дальше, чтобы подробно изучить эти важные соображения.
Гибкие материалы требуют меньших углов освобождения формы.Истинный
Гибкие материалы, такие как TPE, требуют угла 3–5° из-за высокой эластичности.
- 1. Какую роль свойства материала играют в определении углов выпуска?
- 2. Как форма и глубина пряжек влияют на расчет угла раскрытия?
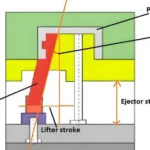
- 3. Почему перемещение подъемника имеет решающее значение для проектирования углов освобождения пресс-формы?
- 4. Как точность и структура пресс-формы влияют на требуемый угол выпуска?
- 5. Заключение
Какую роль свойства материала играют в определении углов выпуска?
Свойства материалов существенно влияют на расчет углов освобождения формы, влияя на эффективность и целостность продукта.
Свойства материала определяют углы выпуска, определяя эластичность, жесткость и устойчивость формованного изделия к деформации. Гибкие материалы, такие как термопластичные эластомеры, требуют меньших углов, а жесткие, такие как полистирол, — большие углы, чтобы предотвратить повреждение.

Понимание свойств материала
При проектировании литьевой формы выбор правильного угла освобождения имеет решающее значение как для функциональности, так и для долговечности. Различные материалы обладают уникальными характеристиками, которые влияют на то, как их можно безопасно и эффективно извлекать из формы.
Эластичность против жесткости
Рассмотрим эластичность термопластичных эластомеров 1 (ТПЭ). Известные своей высокой гибкостью, ТПЭ могут выдерживать значительные деформации, не разрушаясь. Это означает, что угла извлечения из формы от 3° до 5° часто бывает достаточно. И наоборот, такие материалы, как полистирол 2 , известный своей жесткостью, требуют больших углов от 5° до 10°, чтобы уменьшить напряжение и предотвратить разрыв во время процесса освобождения.
| Тип материала | Типичный угол выпуска |
|---|---|
| Термопластичный эластомер (TPE) | 3° – 5° |
| Полистирол (ПС) | 5° – 10° |
Влияние деформации материала
Степень, в которой материал может деформироваться под напряжением, также влияет на угол освобождения. Материалы с более высокой устойчивостью к деформации допускают меньшие углы, поскольку они могут легко адаптироваться к движению лифтера. Напротив, материалы с низкой устойчивостью к деформации требуют больших углов, чтобы избежать повреждений.
Тематические исследования: практическое применение
На практике эти принципы применяются в различных приложениях в различных отраслях. Например, в автомобилестроении, где пластиковые детали 3 должны выдерживать различные условия окружающей среды, выбор правильного материала и соответствующего угла выпуска обеспечивает долговечность и безопасность.
Пример: автомобильные компоненты.
- Гибкие бамперы. Обычно эти компоненты изготавливаются из ТПЭ, благодаря его устойчивости. Эти компоненты можно эффективно демонтировать с минимальными углами.
- Компоненты приборной панели: часто используются жесткие материалы, требующие тщательного рассмотрения больших углов, чтобы предотвратить растрескивание или раскол во время извлечения из формы.
Учитывая эти факторы, производители могут оптимизировать свои процессы, сокращая отходы и повышая эффективность производства. Понимание свойств материала заключается не только в выборе угла, но и в обеспечении качества и производительности конечного продукта.
Для TPE требуется угол раскрытия от 3° до 5°.Истинный
TPE являются гибкими, что позволяет использовать меньшие углы для эффективного извлечения из формы.
Для полистирола требуется угол выпуска более 10°.ЛОЖЬ
Полистирол требует углов от 5° до 10°, чтобы предотвратить повреждение.
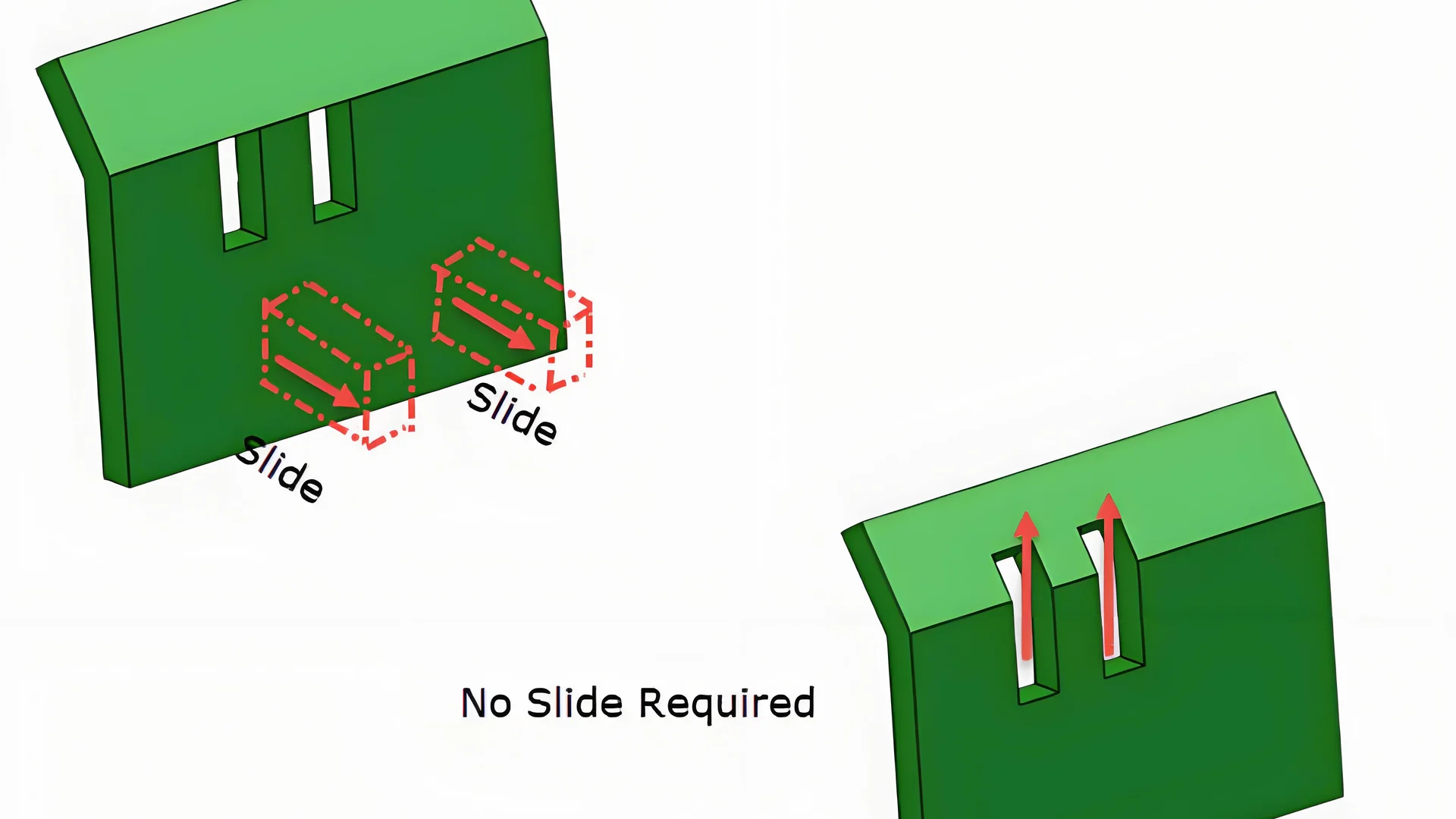
Как форма и глубина пряжек влияют на расчет угла раскрытия?
Конструкция пряжки является ключевым фактором, определяющим угол освобождения при литье под давлением, влияющим на эффективность и целостность продукта.
Форма и глубина пряжки существенно влияют на расчет угла раскрытия. Неглубокие простые пряжки допускают меньшие углы (3–5°), тогда как более глубокие или сложные конструкции требуют увеличенных углов (7–10°), чтобы обеспечить плавное освобождение подъемника и предотвратить повреждение.
Понимание динамики пряжки
Тонкости конструкции пряжки, включая ее форму и глубину, играют значительную роль в выполнении процессов литья под давлением. Эти факторы напрямую влияют на расчет углов освобождения, которые имеют решающее значение для обеспечения того, чтобы подъемники могли отсоединяться от формованных деталей, не вызывая повреждений.
Влияние формы пряжки
Формы пряжек могут варьироваться от простых геометрических форм, таких как круги и квадраты, до более сложных форм с кривыми и наклонами. Сложность формы пряжки часто диктует необходимый угол расстегивания:
- Простые формы : для обычных круглых или квадратных пряжек обычно достаточно меньшего угла расстегивания. Это связано с меньшим риском помех во время движения атлета.
- Сложные формы : изогнутые пряжки или пряжки неправильной формы требуют больших углов расстегивания. Увеличенный угол предотвращает зацепление подъемника за контур во время извлечения, что позволяет избежать возможных повреждений.
Например, в то время как для круглой пряжки может потребоваться угол раскрытия всего 3–5°, для сложной конструкции может потребоваться угол 6–10°.
Влияние глубины пряжки
Глубина пряжки также сильно влияет на необходимый угол расстегивания. По мере увеличения глубины увеличивается и вероятность сопротивления во время процесса извлечения из формы.
| Глубина пряжки | Рекомендуемый угол выпуска |
|---|---|
| 0,5 – 1 мм | 3° – 5° |
| 2 – 3 мм | 7° – 10° |
Мелкие пряжки обеспечивают более плавную работу подъемника при меньших углах, тогда как более глубокие пряжки требуют увеличенных углов для облегчения эффективного расстегивания.
Практический пример: сочетание формы и глубины
Рассмотрим сценарий, в котором форма имеет глубоко посаженную изогнутую пряжку. Сама по себе глубина может предполагать увеличенный угол раскрытия, а сложная форма еще больше поддерживает эту необходимость. Увеличив угол, возможно, до 8° или даже 10°, можно снизить риски, связанные с высоким сопротивлением и потенциальным повреждением деталей.
Реальное применение: баланс формы и свойств материала
Хотя форма и глубина имеют решающее значение, их следует учитывать наряду со свойствами материала. Например, термопластичные эластомеры (TPE) 4 с их высокой эластичностью могут выдерживать немного меньшие углы даже со сложными пряжками, тогда как полистирол (PS) 5 потребует больших углов из-за своей жесткости.
Понимание этих взаимодействий имеет важное значение для оптимизации конструкции литьевых форм, обеспечения эффективного производства и качественных результатов.
Простые пряжки требуют угла расстегивания 7–10°.ЛОЖЬ
Простые пряжки требуют меньших углов, обычно 3–5°, а не 7–10°.
Более глубокие пряжки увеличивают необходимые углы расстегивания.Истинный
Увеличенная глубина требует больших углов, чтобы предотвратить сопротивление извлечению из формы.
Почему перемещение подъемника имеет решающее значение для проектирования углов освобождения пресс-формы?
Понимание значения перемещения подъемника при определении углов освобождения формы имеет решающее значение для эффективного и результативного литья под давлением.
Ход подъемника определяет необходимый угол освобождения формы, чтобы минимизировать сопротивление и обеспечить плавное извлечение из формы. Более короткий ход позволяет использовать меньшие углы (3–6°), тогда как более длинный ход требует больших углов (7–10°) для противодействия кумулятивному сопротивлению.
Взаимосвязь между перемещением лифтера и сопротивлением
При проектировании литьевых форм перемещение подъемника является фундаментальным аспектом, влияющим на выбор угла выпуска. Термин «перемещение подъемника» относится к расстоянию, на которое подъемник перемещается от своего исходного положения до момента полного освобождения от формованного изделия. Это движение имеет решающее значение, поскольку во время движения атлет испытывает сопротивление, которое может увеличиваться при более длинных гребках.
Когда подъемник имеет короткое расстояние перемещения, обычно 5–10 мм, требуемый угол спуска может быть относительно небольшим, около 3–6°. Это связано с тем, что более короткий ход сводит к минимуму сопротивление, с которым сталкивается подъемник во время извлечения из формы. Однако, если ход подъемника превышает 15 мм, становится необходимым угол освобождения большего размера, обычно от 7° до 10°. Эта регулировка компенсирует выраженное совокупное сопротивление, возникающее при более длинном ходе.
Примеры и практические соображения
Рассмотрим сценарий, в котором подъемник с ходом 8 мм используется в форме для изделия из термопластичного эластомера (TPE). Учитывая эластичность TPE и короткий ход подъемника, угла раскрытия в 4° может быть достаточно. Однако если в той же форме используется полистирол (ПС), который более жесткий и имеет больший ход подъемника (20 мм), может потребоваться больший угол - 9°, чтобы предотвратить повреждение во время освобождения.
| Лифтер Путешествие | Рекомендуемый угол выпуска для TPE | Рекомендуемый угол выпуска для PS |
|---|---|---|
| 5-10 мм | 3°-5° | 5°-7° |
| >15 мм | 6°-8° | 7°-10° |
Влияние на долговечность и эффективность пресс-формы
Соответствующая регулировка угла выпуска в зависимости от хода подъемника не только способствует плавному выпуску продукта, но также увеличивает срок службы пресс-формы и эффективность ее эксплуатации. Использование оптимальных углов выпуска 6 снижает износ компонентов пресс-формы, сводя к минимуму необходимость технического обслуживания и продлевая срок службы пресс-формы. Кроме того, обеспечение плавного извлечения из формы сокращает время цикла и повышает производительность производства.
Понимание этой динамики позволяет дизайнерам более точно адаптировать конструкции пресс-форм к конкретным производственным требованиям, повышая как качество продукции, так и эффективность производства.
Более короткий ход подъемника требует меньших углов выпуска.Истинный
Более короткий ход минимизирует сопротивление, позволяя уменьшить углы спуска.
Более длинный ход подъемника снижает сопротивление плесени.ЛОЖЬ
Более длинный ход увеличивает сопротивление, что требует увеличения угла раскрытия.
Как точность и структура пресс-формы влияют на требуемый угол выпуска?
Точность конструкции формы существенно влияет на угол выпуска, необходимый для плавного извлечения из формы.
Точность пресс-формы влияет на угол выпуска; высокая точность позволяет использовать меньшие углы, тогда как более низкая точность требует больших углов для предотвращения помех.
Точность проектирования пресс-форм
Точность формы играет решающую роль в определении необходимого угла освобождения подъемного механизма. В высокоточных пресс-формах первостепенное значение имеют выравнивание и точность перемещения подъемника. Например, в прецизионных литьевых формах с точностью обработки ±0,01 мм угол извлечения из формы может составлять всего 4–6°, что обеспечивает плавное и эффективное высвобождение. Это связано с тем, что точные формы позволяют более жестко контролировать допуски, снижая вероятность помех во время работы подъемника.
И наоборот, когда точность пресс-формы низкая (скажем, около ±0,05 мм), существует повышенный риск смещения и взаимодействия между подъемником и другими компонентами пресс-формы. В таких случаях необходим больший угол спуска, обычно от 6° до 10°, чтобы компенсировать эти неточности и обеспечить более плавный процесс выпуска.
Влияние структуры пресс-формы
Структура самой формы, включая ее общую конструкцию и сложность, также существенно влияет на требуемый угол выпуска. Хорошо структурированная форма обеспечивает слаженную работу всех деталей, тем самым сводя к минимуму трение и износ во время движения подъемника. Например, для форм со сложной внутренней структурой могут потребоваться большие углы освобождения, чтобы подъемник не загораживал и не повреждал сложные элементы во время извлечения.
Чтобы проиллюстрировать это, рассмотрим формы, которые включают в себя множество внутренних подрезов или сложные геометрические конструкции. Такие конструкции могут потребовать тщательного подхода к определению оптимального угла выпуска, часто требующего обширного моделирования и испытаний 7, чтобы убедиться, что все компоненты взаимодействуют плавно, не вызывая повреждений.
Баланс между точностью и функциональностью
Достижение баланса между точностью и функциональностью пресс-формы имеет решающее значение для эффективного проектирования пресс-форм. Высокоточные формы, как правило, стоят дороже из-за сложных требований к механической обработке; однако они предлагают такие преимущества, как сокращение времени цикла и снижение затрат на техническое обслуживание в течение всего срока службы. С другой стороны, хотя менее точные формы на начальном этапе могут быть дешевле, они часто требуют больших углов выпуска и со временем могут привести к повышенному износу подъемных механизмов.
Тщательно учитывая точность 8 и структурные аспекты формы, дизайнеры могут оптимизировать угол выпуска для конкретных применений, повышая как производительность, так и долговечность процесса литья под давлением.
Высокоточные формы требуют меньших углов выпуска.Истинный
Высокая точность позволяет более строго контролировать допуски, уменьшая помехи.
Сложные конструкции пресс-форм требуют меньших углов выпуска.ЛОЖЬ
Сложные конструкции часто требуют больших углов, чтобы избежать препятствий.
Заключение
Понимая тонкости углов освобождения пресс-формы, вы можете оптимизировать конструкцию подъемников для более плавной работы и увеличения срока службы. Помните об этих факторах, чтобы эффективно улучшить процессы литья под давлением.
-
Узнайте, как гибкость ТПЭ влияет на углы освобождения формы. Способность растягиваться до умеренного удлинения. После снятия напряжения вернитесь к чему-то близкому к исходной форме. ↩
-
Поймите, почему полистиролу нужны большие углы высвобождения. Полистирол — это тип полимера, который в немодифицированном состоянии является прозрачным, жестким, хрупким и умеренно прочным. Это пластик, изготовленный… ↩
-
Узнайте, почему выбор материала имеет жизненно важное значение для автомобильных деталей. Благодаря своей долговечности и химической стойкости полипропилен используется во всем: от бамперов до изоляции кабелей и ковровых волокон. ↩
-
Изучите уникальную эластичность ТПЭ, которая обеспечивает меньшие углы раскрытия. Изучите различные химические составы термопластичных эластомеров (материалов ТПЭ), а также их использование, структуру, типы, свойства и области применения. ↩
-
Узнайте, почему PS требует больших углов из-за его хрупкости.: Свойства и механические характеристики полистирола · Предельная прочность на разрыв: 28 МПа · Удлинение при разрыве: 55% · Модуль упругости при изгибе: 1930 МПа … ↩
-
Узнайте, почему выбор оптимальных углов выпуска повышает долговечность и эффективность пресс-формы.: 1) Для большинства деталей требуется угол уклона от 1½ до 2 градусов. Это эмпирическое правило применимо к деталям с глубиной формы до 2 дюймов. В этом размере нарисуйте как… ↩
-
Узнайте, как моделирование обеспечивает оптимальные углы выпуска в сложных формах. Подавляющее большинство форм должно работать в пределах определенного набора параметров, которые необходимо учитывать при правильном моделировании. В случае … ↩
-
Узнайте, почему инвестиции в высокоточные пресс-формы могут быть рентабельными в долгосрочной перспективе. Еще одним преимуществом высокоточного литья пластмасс под давлением является то, что с его помощью можно изготавливать компоненты с высоким уровнем детализации и точности. Эти части могут быть точными. ↩