

Литье пластикового инъекции является краеугольным камнем современного производства, что позволяет производству сложных пластиковых деталей с высокой точностью и эффективностью. В основе этого процесса лежит машина для литья под давлением, емкость которых определяет размер, сложность и объем деталей, которые могут быть произведены. Понимание пропускной способности этих машин имеет решающее значение для производителей выбирать подходящее оборудование для их потребностей. В этой статье мы углубимся в тонкости 1 инъекционной формованной машины , исследуя его определения, классификации, приложения и технические детали. Независимо от того, являетесь ли вы опытным профессионалом или новичком в этой области, это всеобъемлющее руководство предоставит вам знания, чтобы принимать обоснованные решения о технологии литья инъекции.
Инъекционные формовочные машины широко различаются по емкости, обычно измеряемые с помощью силы 2 (от 10 до 2200 тонн) и размер выстрела 3 (от нескольких граммов до более чем 10 800 граммов), определяя размер и объем деталей, которые они могут произвести.
Понимание мощности машины имеет важное значение для оптимизации производства и обеспечения качества части. Углубиться, чтобы изучить, как различные типы машин и материалы влияют на способность и применение.
Инъекционное формование является наиболее экономически эффективным процессом для производства пластиковой части с большим объемом.Истинный
Из-за высокой автоматизации и способности быстро производить сложные детали, литье под давлением значительно снижает затраты на частные расходы в крупных производственных прогонках.
Все пластиковые материалы могут быть обработаны с использованием любой формованной машины.ЛОЖЬ
Различные материалы имеют конкретные требования к обработке, такие как температура и давление, которые могут потребовать специализированных машин или конфигураций.
- 1. Какова способность пластиковой формовочной машины?
- 2. Каковы типичные применения машин для литья под давлением?
- 3. Каковы плюсы и минусы литья под давлением по сравнению с другими процессами?
- 4. Каков полный рабочий процесс процесса литья под давлением?
- 5. Как различные материалы влияют на емкость машины?
- 6. Каковы ключевые соображения дизайна для литья под давлением?
- 7. Как решить, является ли литья инъекции правильным процессом?
- 8. Каковы связанные технологии в литье инъекций?
- 9. Заключение
Какова способность пластиковой формовочной машины?
Емкость пластиковой формованной машины для инъекции в основном определяется двумя ключевыми параметрами: силой зажима и размером выстрела.

-
Сила зажима 4 : Это сила, приложенная машиной, чтобы держать плесень закрытой во время процесса впрыска. Измеренный в тоннах, он определяет максимальный размер формы, который можно использовать. Более высокая сила зажима допускает большие формы и, следовательно, более крупные детали.
-
Размер выстрела : также известный как емкость 5 , это относится к максимальному количеству пластика, который может быть введен в форму за один цикл. Обычно измеряется унциями или кубическими сантиметрами (хотя иногда в граммах), это влияет на объем и вес детали, которая может быть получена.
Эти два фактора вместе определяют способность машины производить части различных размеров и сложностей. Например, машина с силой зажима в 100 тонн и размер выстрела 10 унций может подойдет для деталей небольших и средних размеров, в то время как машина с 500 тоннами и 50 унций может обрабатывать большие компоненты.
Классификация инъекционных формовочных машин
Инъекционные формовочные машины могут быть классифицированы на основе их емкости и системы привода.

-
По емкости:
-
Маленькие машины : обычно имеют силу зажима до 100 тонн и используются для производства небольших деталей, таких как колпачки, закрытие и медицинские устройства.
-
Средние машины : варьируйтесь от 100 до 500 тонн и подходят для деталей среднего размера, таких как автомобильные компоненты и потребительские товары.
-
Крупные машины : обладают силой зажима свыше 500 тонн и используются для крупных деталей, таких как корпуса прибора и промышленные компоненты.
-
-
По системе привода:

-
Гидравлические машины 6 : Используйте гидравлические насосы для генерации силы зажима и давления впрыска. Они надежны и подходят для применений с высокой степенью для сил, но могут быть энергоемкими.
-
Электрические машины 7 : Используйте электродвигатели для всех движений, предлагая более высокую точность, энергоэффективность и более быстрое время цикла. Они идеально подходят для среды чистой комнаты и точного литья.
-
Гибридные машины : комбинируйте гидравлические и электрические системы для сбалансировки производительности и энергоэффективности, обеспечивая универсальность для различных применений.
Понимание этих классификаций помогает производителям выбрать подходящую машину для их конкретных производственных потребностей.
Гидравлические машины более энергоэффективны, чем электрические машины.ЛОЖЬ
Электрические машины, как правило, более энергоэффективны из-за их точного контроля и снижения потребления энергии в течение простоя.
Мощность машины напрямую влияет на размер и сложность деталей, которые могут быть произведены.Истинный
Большая сила зажима и размер выстрела позволяют производству более крупных и сложных деталей.
Каковы типичные применения машин для литья под давлением?
Инъекционное формование используется в широком спектре отраслей, каждая из которых имеет уникальные требования к мощности машины.

Инъекционное формование используется в автомобильной, упаковке, потребительских товарах и медицинской промышленности, а мощность машины, адаптированная к размеру части, сложности и объему производства.
| Промышленность | Типичная машина машины | Примечания |
|---|---|---|
| Автомобильная промышленность | Средний и большой (100-2200 тонн) | Для таких деталей, как панели мониторинга и бамперы |
| Упаковка | Малый до среднего (10-500 тонн) | Высокоскоростное производство для Caps и контейнеров |
| Потребительские товары | Малый до большой (10-1000 тонн) | Варьируется в зависимости от размера части и объема |
| Медицинское оборудование | Малый до среднего (10-100 тонн) | Точность и чистота имеют решающее значение |
Автомобильная промышленность
Создает такие детали, как панель, бамперы и внутренние компоненты, часто требующие средних и больших машин с высокой силой зажима для размещения больших форм и обеспечения прочности детали.
Упаковочная промышленность
Производит такие предметы, как Caps, контейнеры и закрытие. Обычно используются небольшие и средние машины, фокусируясь на высокоскоростной продукции и точке.

Потребительские товары
Включает в себя такие продукты, как игрушки, предметы домашнего обихода и электроники. Мощность машины варьируется в зависимости от размера части и объема производства.
Медицинское оборудование
Требуются машины, которые производят небольшие точные детали с плотными допусками, часто в настройках чистой комнаты. Электрические машины предпочтительны для их точности и чистоты.
Например, компания, производящая автомобильные панели, может использовать 500-тонную машину с большим размером выстрела, в то время как производитель медицинских устройств может выбрать 50-тонную электрическую машину для компонентов шприца.
Инъекционное формование подходит только для производства больших объемов.ЛОЖЬ
В то время как идеально подходит для больших объемов, инъекционная литье также может использоваться для прогонов среднего объема, особенно с экономически эффективными материалами для плесени, такими как алюминий.
Мощность машины является единственным фактором в определении эффективности производства.ЛОЖЬ
Другие факторы, такие как время цикла, выбор материала и конструкция плесени, также значительно влияют на эффективность.
Каковы плюсы и минусы литья под давлением по сравнению с другими процессами?
Инъекционное формование предлагает несколько преимуществ по сравнению с другими производственными процессами, но также имеет ограничения.
Инъекционное формование превосходит в производстве сложных деталей с большим объемом, но имеет высокие начальные затраты и более длительное время заказа по сравнению с такими процессами, как 3D-печать или обработка ЧПУ.

Плюсы
-
Производство высокого объема 8 : идеально подходит для массового производства, производящих тысячи людей на миллионы деталей.
-
Сложная геометрия : способный создавать детали со сложными конструкциями и плотными допусками.
-
Универсальность материала 9 : может обработать широкий спектр термопластов и некоторых терморексов.

- Автоматизация : высоко автоматизированный процесс снижает затраты на рабочую силу и увеличивает последовательность.
Минусы
-
Высокие начальные затраты 10 : дизайн и изготовление плесени могут быть дорогими, что делает его менее подходящей для производства с низким объемом.
-
Время заказа : разработка и тестирование форм может занять значительное время, прежде чем начнется производство.

-
Ограничения материала : не все материалы подходят, а некоторые требуют специализированных машин.
-
Дефекты : потенциал для дефектов, таких как деформация, следы раковины и вспышка, если параметры не оптимизированы.
По сравнению с 3D-печатью или обработкой ЧПУ, литье под давлением является более экономически эффективным для крупномасштабного производства, но менее гибким для прототипирования или небольших пробежек.
Инъекционное формование может производить детали с более плотными допусками, чем 3D -печать.Истинный
Инъекционное формование достигает допусков столь же плотно, как тысячи дюймов, превосходящих большинство методов 3D -печати.
Инъекционное формование всегда является лучшим выбором для производства пластиковой части.ЛОЖЬ
Для деталей с низким объемом или высоко настраиваемыми методами, таких как обработка с ЧПУ или 3D-печать, могут быть более подходящими.
Каков полный рабочий процесс процесса литья под давлением?
Процесс литья под давлением состоит из нескольких ключевых этапов, каждый из которых требует точного контроля.
Процесс литья под давлением включает зажим, впрыск, охлаждение и выброс, причем каждый шаг имеет решающее значение для обеспечения качества части.
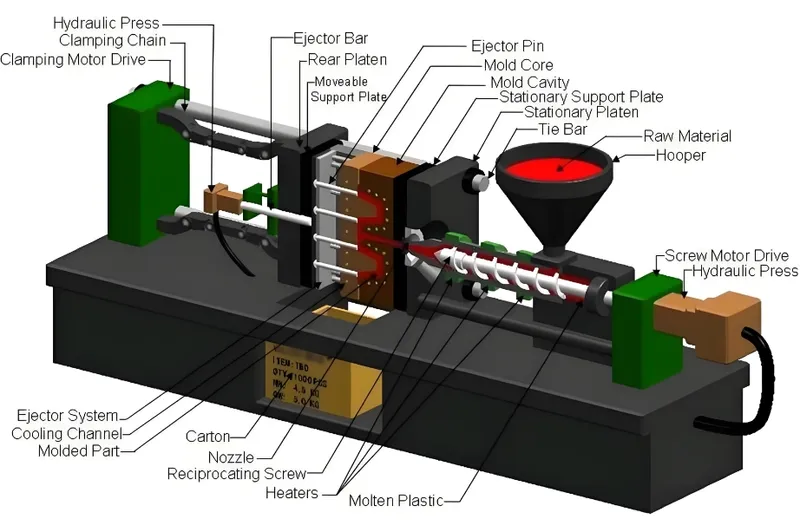
Зажим
Плесень закрыта и зажимается с достаточной силой, чтобы противостоять давлению впрыска, предотвращая его открытие во время процесса.
Инъекция
Пластиковые гранулы расплавляются и впрыскивают в полость пресс -формы под высоким давлением. Ключевые параметры включают скорость впрыска, давление и температуру.

Охлаждение
Пластик охлаждается и затвердевает внутри формы, со временем охлаждения в зависимости от материала, толщины части и конструкции плесени.
выброс
Плесень открывается, и затвердевшая часть выбрасывается с использованием контактов, требуя полного затвердевания, чтобы избежать деформации.
Точный контроль на каждом этапе обеспечивает качество - EG, неадекватная сила зажима может вызвать вспышку, в то время как неправильное охлаждение может привести к деформации.
Время охлаждения - самая длинная часть цикла литья под давлением.Истинный
Охлаждение обычно учитывает большую часть времени цикла, особенно для более толстых деталей.
Все инъекционные формовочные машины имеют одинаковое время цикла.ЛОЖЬ
Время цикла варьируется в зависимости от размера машины, сложности части и используемого материала.
Как различные материалы влияют на емкость машины?
Выбор материала значительно влияет на процесс литья под давлением и требования к мощности машины.

Материалы, такие как полипропилен (PP), полиэтилен (PE), полистирол (PS) и ABS, обычно используются, каждый с уникальными потребностями в обработке, которые влияют на выбор машины.
| Тип материала | Температура плавления | Примечания |
|---|---|---|
| Полипропилен (ПП) | ~ 160-170 ° C. | Низкая плотность, устойчивый к химическим веществам |
| Полиэтилен (ПЭ) | ~ 120-130 ° C. | Универсальный, используемый для упаковки |
| Полистирол (ПС) | ~ 240 ° C. | Жесткий, используемый для одноразовых предметов |
| АБС | ~ 220 ° C. | Прочный, ударопрочный |
Материальное воздействие
- Температура плавления : материалы с высокой точкой с высокой точностью, такие как поликарбонат (~ 260 ° C), требуют машин с расширенными возможностями отопления.

-
Вязкость : материалы с высокой искривленностью, такие как ПВХ, требуют более высокого давления впрыска, что влияет на выбор системы привода.
-
Усадка : материалы разнообразны при охлаждении, воздействие размеров части и конструкции плесени.
Например, ABS может потребовать умеренной емкости, в то время как ПВХ требует более высоких возможностей давления.
Все термопластики могут быть обработаны с использованием одних и тех же настройки машины.ЛОЖЬ
Каждый материал требуют определенных параметров, таких как температура и давление.
Плотность материала влияет на расчет размера выстрела.Истинный
Размер выстрела рассчитывается на основе объема и плотности, чтобы гарантировать, что правильное количество вводится.
Каковы ключевые соображения дизайна для литья под давлением?
Проектирование деталей для литья под давлением требует конкретных рекомендаций для обеспечения производства и качества.
Ключевые соображения включают в себя равномерную толщину стенки, углы тяги, избегание подрезок и правильное размещение затвора для предотвращения дефектов.

Проектный контрольный список
-
Единая толщина стенки : поддерживайте толщину 1-3 мм, чтобы предотвратить деформацию и следы.
-
Углы проекта : включайте угла 1-2 градуса для легкого выброса.
-
Избегайте подрезков : дизайн без подрезок или используйте такие функции плесени, как слайды.
-
Дизайн ребер : используйте ребра для прочности без увеличения толщины.
-
Расположение ворот : оптимизируя размещение ворот для даже заполнения и минимальных линий сварки.
-
Выбор материала : соответствовать материалу с функцией части и возможностями машины.
Эти рекомендации минимизируют дефекты и повышают эффективность производства.
Единая толщина стенки имеет решающее значение для предотвращения дефектов.Истинный
Непоследовательная толщина может вызвать неравномерное охлаждение и дефекты.
Углы тяги ненужны в литье под давлением.ЛОЖЬ
Углы проекта необходимы для легкого изгнания.
Как решить, является ли литья инъекции правильным процессом?
Рассмотрим эти критерии, чтобы определить, соответствует ли инъекционное формование вашим потребностями:
Инъекционное формование идеально подходит для больших объемов, сложных деталей, но не может соответствовать потребностям с низким объемом или прототипированием.

Выбор процесса принятия решений
-
Производственный объем : большие объемы (тысячи до миллионов) благоприятствуют литью впрыскивания.
-
Частичная сложность : сложная геометрия с жесткими допусками хорошо подходит.
-
Требования к материалу : убедитесь, что материал совместим (термопластики или терморективы).
-
Первоначальные инвестиции : оценить доступность затрат на плесени.
-
Время выполнения : учитывайте время разработки плесени.
Например, производство 100 000 корпусов электроники выигрывает от эффективности литья под давлением.
Инъекционное формование подходит для прототипирования.ЛОЖЬ
Высокие затраты на плесени делают его менее экономичным для прототипирования по сравнению с 3D -печати.
Инъекционное формование может обрабатывать как термопластики, так и терморективы.Истинный
Специализированные машины могут обрабатывать терморективы, хотя термопластики чаще встречаются.
Инъекционное формование интегрируется с более широкой производственной экосистемой.
Связанные технологии включают производство пластиковой смолы, конструкцию плесени, сборку, отделку и контроль качества.

Вверх по течению процессов
-
Производство пластиковой смолы : создание необработанных гранул из нефтехимических или биологических источников.
-
Проектирование и изготовление пресс-формы : точное изготовление плесени через ЧПУ, EDM или аддитивное производство.
Вниз по течению процессов
-
Сборка : объединение литых деталей с другими компонентами.
-
Отделка : рисование, покрытие или текстурирование для эстетики или функции.
-
Контроль качества : осмотр деталей на наличие дефектов и спецификаций.
Этот целостный вид оптимизирует производственную цепочку.
Заключение
Емкость пластиковой формованной машины для инъекции, определяемая силой зажима и размера выстрела, имеет решающее значение для его пригодности между применениями. От небольших медицинских деталей до крупных автомобильных компонентов, правильная мощность обеспечивает эффективное, высококачественное производство. Понимая классификации, приложения и технические детали, производители могут согласовать оборудование с производственными целями. Это руководство предлагает ценную информацию для навигации по технологии литья под давлением, будь то проектирование продуктов или масштабирования.
Таблица 1: Сравнение типов формованных машин
| Тип машины | Диапазон сил зажима | Энергоэффективность | Точность | Типичные применения |
|---|---|---|---|---|
| Гидравлический | 10 - 2200 тонн | Умеренный | Хороший | Автомобильная, промышленная |
| Электрический | 10 - 500 тонн | Высокий | Отличный | Медицинская, электроника |
| Гибридный | 10 - 1000 тонн | Высокий | Очень хороший | Потребительские товары, упаковка |
-
Понимание емкости формовой машины для инъекции жизненно важно для оптимизации производства и обеспечения качества. Исследуйте эту ссылку для углубленного понимания. ↩
-
Сила зажима имеет решающее значение в литье под давлением. Узнайте, как это влияет на качество и эффективность производства, исследуя этот ресурс. ↩
-
Размер выстрела напрямую влияет на объем и качество произведенных деталей. Узнайте больше о его значении в процессах литья под давлением. ↩
-
Понимание силы зажима имеет решающее значение для оптимизации конструкции плесени и обеспечения качества в процессах литья под давлением. ↩
-
Изучение емкости инъекции может помочь вам выбрать лучшую машину для ваших производственных требований. ↩
-
Откройте для себя преимущества гидравлических машин в литье инъекций, которые могут помочь вам принять обоснованные решения для ваших производственных потребностей. ↩
-
Узнайте, как электрические машины повышают эффективность и точность в процессах литья, что имеет решающее значение для современного производства. ↩
-
Исследуйте эту ссылку, чтобы понять, как увеличение производства может повысить эффективность и снизить затраты на производство. ↩
-
Узнайте, как универсальность материала в литье под давлением может привести к инновационным проектам продуктов и приложениям. ↩
-
Узнайте о последствиях высоких начальных затрат на литье инъекционного литья и о том, как они влияют на производственные решения. ↩





